TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025088458
公報種別
公開特許公報(A)
公開日
2025-06-11
出願番号
2023203172
出願日
2023-11-30
発明の名称
配管突合せ溶接用治具
出願人
株式会社エムテック
代理人
個人
主分類
B23K
37/0533 20250101AFI20250604BHJP(工作機械;他に分類されない金属加工)
要約
【課題】突合せ溶接時における配管の突合せ面のセンター出しを確実にし、さらに溶接後に溶接の良否を速やかに確認できる配管突合せ溶接用治具を提供する。
【解決手段】起立するクランプ下半部5に係る板状本体の平らな板厚上面に凹み511を設け、凹みに取着される受け部材52上へ配した配管3をクランプ上半部6とで挟着する一対のホルダー4が、クランプ下半部の下部でスペーサ7を挟んで、一体化してなる配管固定装置に用いられる配管突合せ溶接用治具Tであって、平面視矩形にして、ベース板部1の長手方向の横長さ1Lmを凹みの上面開口長さβよりも長く設定し、且つベース板部に係る短手方向の一側11から他側12へ向かう板厚t2がホルダー間距離Wの1/2になる立板部2をベース板部1に対し側面視L字状に立設させると共に、立板部と前記ベース板部との内側角地点Fからベース板部の他側12までの長さ1Ln1を横長さの1/2にし、さらにベース板部の下面に係る長手方向側縁沿いの中央地点に目印15が設けられる。
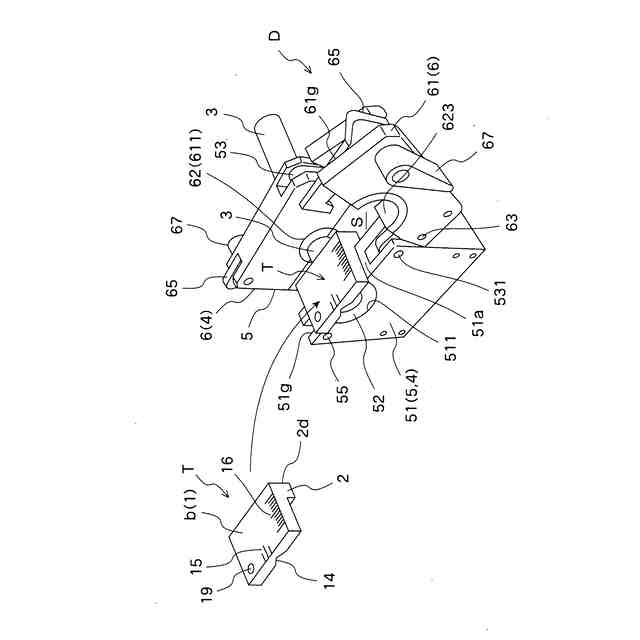
【選択図】図1
特許請求の範囲
【請求項1】
起立するクランプ下半部に係る板状本体の平らな板厚上面に凹みを設け、該凹みに取着される受け部材上へ配した配管をクランプ上半部とで挟着する一対のホルダーが、該クランプ下半部の下部でスペーサを挟んで、一体化してなる配管固定装置に用いられる配管突合せ溶接用治具であって、
平面視矩形の板片状体にして、下面が平らなベース板部の長手方向の横長さを前記凹みの上面開口長さよりも長く設定し、且つ水平配設された該ベース板部に係る短手方向の一側から他側へ向かう板厚が一対の前記ホルダー間距離の1/2になる立板部をベース板部に対し側面視L字状に立設させると共に、該立板部と前記ベース板部との内側角地点から該ベース板部の他側までの長さを前記横長さの1/2にし、さらに前記ベース板部の下面に係る長手方向側縁沿いの中央地点に目印が設けられることを特徴とする配管突合せ溶接用治具。
続きを表示(約 180 文字)
【請求項2】
前記立板部の内側立板面と直交するV字状溝が、前記ベース板部の上面を窪ませて、前記内側角地点から該ベース板部の他側まで溝方向等断面形状に形成された請求項1記載の配管突合せ溶接用治具。
【請求項3】
前記ベース板部の下面に係る短手方向側縁沿いに、物差しの代用目盛りが設けられる請求項1又は2に記載の配管突合せ溶接用治具。
発明の詳細な説明
【技術分野】
【0001】
本発明は、配管(継手類を含む。)の突合せ溶接の際に用いられる配管突合せ溶接用治具に関する。
続きを表示(約 3,800 文字)
【背景技術】
【0002】
半導体製造工場などでは流体移送用にステンレス製配管が使用され、そこでは配管の突合せ溶接が行われている。
突合せ溶接は例えば次のように実施される。まず、図11のような公知の配管固定装置Dに係るクランプ下半部5の凹み511に取着される受け部材52上へ一の配管を配した後、クランプ上半部6とで挟着してセットする。このセットは、両クランプ上半部6,6が開いた状態で、奥側のクランプ下半部5に係る半円筒形受け部材52の上端面522に、公知の位置決め治具9の天板部91を載せて、位置決め用突出部92をホルダー4A,4B間の空所S(図1参照)へ突き出すように配する。そして、その突出部92の垂直面に、手前側ホルダー4Aのクランプ下半部5に係る半円筒形受け部材52の筒内面に載せた一の配管の突合せ面が突き当たるようにした後、ヒンジ軸531を中心にクランプ上半部6を回動させて、クランプ下半部5とクランプ上半部6とで配管を挟着セットする。
次に、位置決め治具9を外し、前記一の配管の突合せ面に他の配管の突合せ面が突き当たるようにして、この他の配管を奥側のクランプ下半部5に係る半円筒形受け部材52の筒内面に載せる。続いて、ヒンジ軸531を中心に奥側のクランプ上半部6を回動させて、奥側ホルダー4Bのクランプ下半部5とクランプ上半部6とで挟着セットする。こうして、突合せた両配管3,3がホルダー4A,4Bで図8(ニ)のごとくに挟着セットされ、その後、一対のホルダー4,4間の上面開口空所Sへ公知の円周溶接機の溶接ヘッド(図示せず)を導入して旋回させ、配管3,3の突合せ溶接が行われる。
斯かる配管の突合せ溶接に用いる位置決め治具9については、改良発明も提案されている(例えば特許文献1)。
【先行技術文献】
【特許文献】
【0003】
特開2005-34894号公報
【0004】
特許文献1は、先端に位置決め部を設けたシャフト部が配管固定用カセット(本願でいう配管固定装置D)に挟持される構成を採用して、配管自体が傾斜状態で引き出されている場合などの作業環境が悪い場合でも、配管セット時の突き当て位置を容易に行えるようにした配管突合せ溶接用位置決め治具の発明になっている。
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかるに、ステンレス製配管のTIG溶接等による熱でつなぎ目が溶ける溶融溶接では、配管のつなぎ目たる突合せ面がセンター位置になって溶接されたかどうかの確認チエックを行うが、そのチエックが困難になっている。TIG溶接等の突合せ溶接では、溶接後の元のつなぎ目位置が配管表面側からの観た目では判らない。また、半導体製造工場などの管外径は15mmφ程の小径配管が多く、配管内面の様子は割らないと確認できない。割らずに、突合せ面での溶接状況を配管内面から確認することは至難である。
万一、突合せ面が溶接のビード幅のセンター位置からズレていると、溶接が不十分となり支障をきたす。溶接後のビードセンターが突合せ面の位置になっているかどうかの位置確認は必須であり、特許文献1や従来の位置決め治具9ではその確認が不可能である。結局、ノギスやスケールを使って配管表面側から行われるが、手間がかかるだけでなく、目盛りを見間違えやすい問題があった。
また、客先仕様等によって、溶接ビードの幅が指定される場合があるが、溶接後にビード幅の計測が特許文献1や従来治具では出来なかった。
さらに、従来の位置決め治具9は、天板部91の幅αが凹み上面開口長さβよりも小さい(図11)。半円筒形受け部材52の上端面522に天板部91を載せた状態で、配管先端の突合せ面31が突出部92の垂直面に突き当たるようにして一の配管をセットするので、受け部材52が板状本体51に止めネジ521でしっかりと固定してないと位置決め治具9がグラつき、位置ズレを起こして溶接不良が起き易くなる問題もあった。
【0006】
本発明は、上記問題を解決するもので、突合せ溶接時における配管の突合せ面のセンター出しを確実にし、さらに溶接後にその溶接の良否を速やかに確認できる配管突合せ溶接用治具を提供することを目的とする。
【発明の開示】
【課題を解決するための手段】
【0007】
上記目的を達成すべく、本発明の第1態様は、起立するクランプ下半部に係る板状本体の平らな板厚上面に凹みを設け、該凹みに取着される受け部材上へ配した配管をクランプ上半部とで挟着する一対のホルダーが、該クランプ下半部の下部でスペーサを挟んで、一体化してなる配管固定装置に用いられる配管突合せ溶接用治具であって、平面視矩形の板片状体にして、下面が平らなベース板部の長手方向の横長さを前記凹みの上面開口長さよりも長く設定し、且つ水平配設された該ベース板部に係る短手方向の一側から他側へ向かう板厚が一対の前記ホルダー間距離の1/2になる立板部をベース板部に対し側面視L字状に立設させると共に、該立板部と前記ベース板部との内側角地点から該ベース板部の他側までの長さを前記横長さの1/2にし、さらに前記ベース板部の下面に係る長手方向側縁沿いの中央地点に目印が設けられることを特徴とする配管突合せ溶接用治具にある。
本発明の第2態様の配管突合せ溶接用治具は、上記第1態様で、立板部の内側立板面と直交するV字状溝が、前記ベース板部の上面を窪ませて、前記内側角地点から該ベース板部の他側まで溝方向等断面形状に形成されたことを特徴とする。本発明の第3態様の配管突合せ溶接用治具は、上記第1態様又は第2態様で、ベース板部の下面に係る短手方向側縁沿いに、物差しの代用目盛りが設けられることを特徴とする。
【発明の効果】
【0008】
本発明の配管突合せ溶接用治具は、ベース板部をクランプ下半部に安定載置して溶接不良を極力なくし、溶接後は溶接が両配管の突合せ位置を中心に行われたかの良否判断をこの治具を用いて速やかに実施できるばかりか、治具に目盛りを施すことによって、溶接ビードの幅も計測できるなど多大な効を奏する。
【図面の簡単な説明】
【0009】
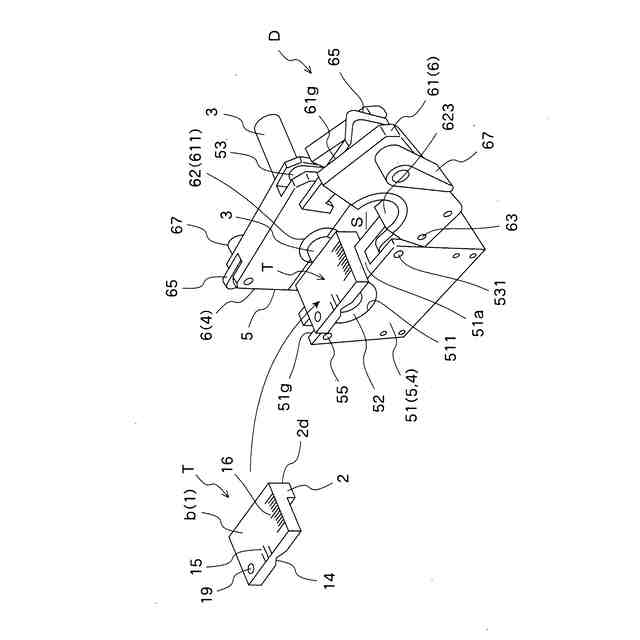
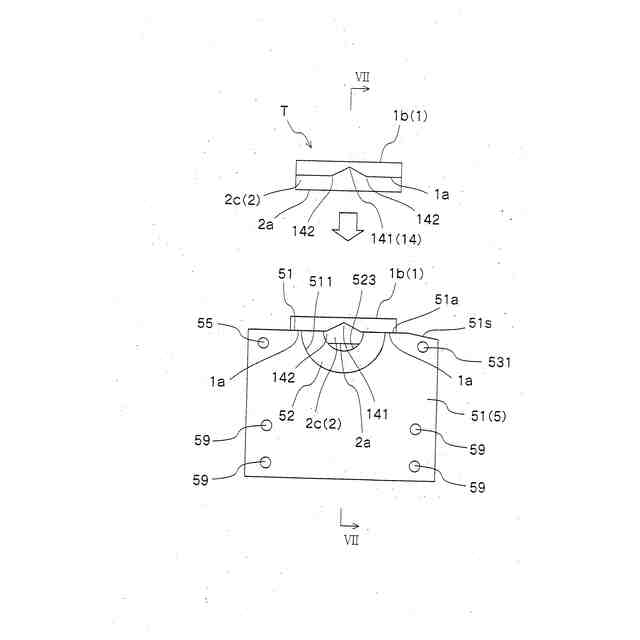
本発明の配管突合せ溶接用治具の一形態で、手前側クランプ下半部に載せた溶接用治具に対し、一のパイプを突き当ててセットした斜視図である。
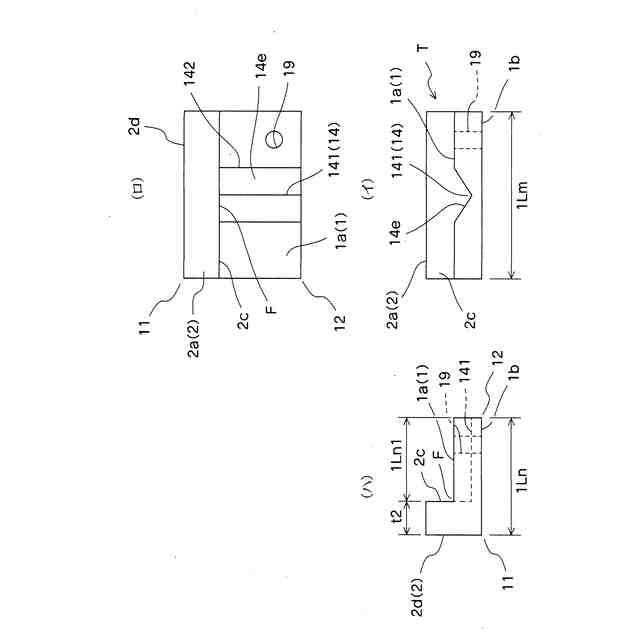
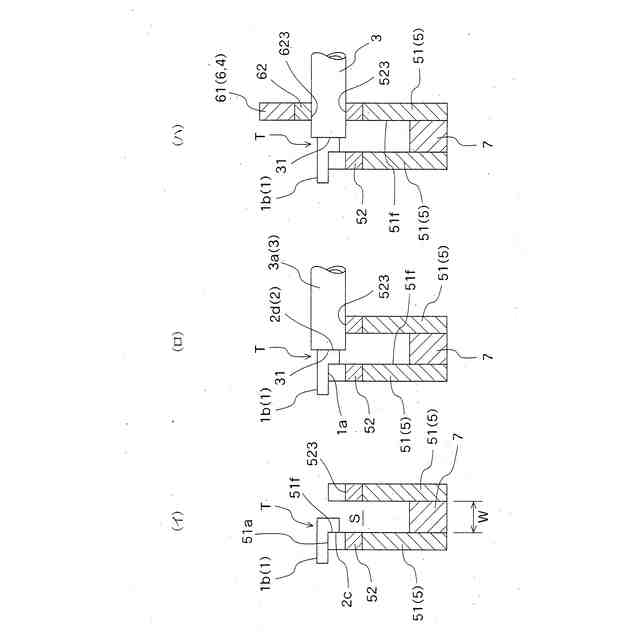
(イ)が配管突合せ溶接用治具の正面図、(ロ)がその平面図、(ハ)がその左側面図である。
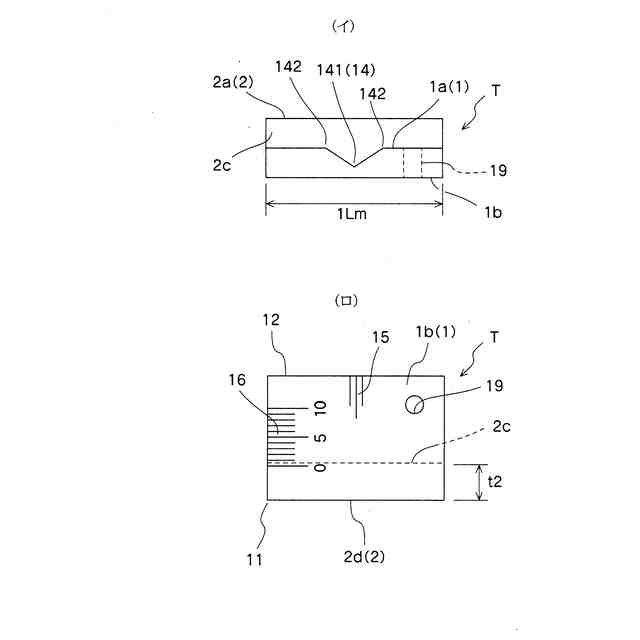
(イ)が配管突合せ溶接用治具の正面図、(ロ)がその裏面図である。
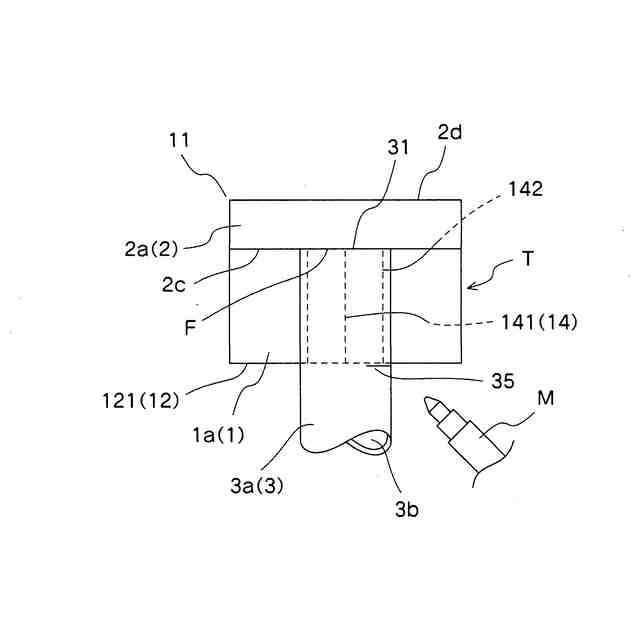
図2(ロ)の配管突合せ溶接用治具にセットした配管にマーキングを施す様子の説明平面図である。
図4の正面図である。
配管突合せ溶接用治具を図1の手前側クランプ下半部へ載せる様子を示した要部の側面図である。
(イ)が図6のVII-VII線矢視図、(ロ)が(イ)の配管突合せ溶接用治具に一の配管を突き当てて、左側クランプ下半部に載せた断面図、(ハ)が(ロ)の状態から、配管を右側ホルダーが挟着した断面図である。
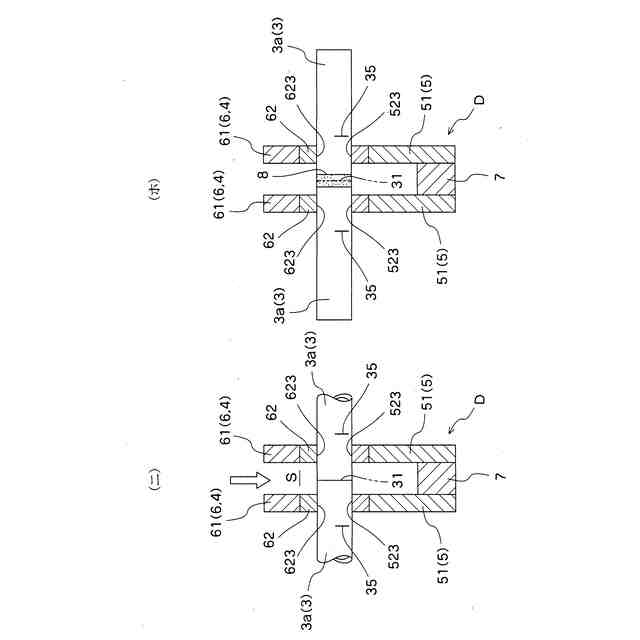
(ニ)が図7(ハ)の配管突合せ溶接用治具を外した後、一の配管の突合せ面へ他の配管の突合せ面を当ててセットした断面図、(ホ)が(ニ)の後、両配管の突合せ面へ溶接を施した断面図である。
溶接後に二つの配管の突合せ面を調べる説明平面図である。
溶接後に二つの配管の溶接ビード幅を調べる説明平面図である。
従来技術の説明斜視図である。
【発明を実施するための形態】
【0010】
以下、本発明に係る配管突合せ溶接用治具(以下、単に「溶接用治具」ともいう。)について詳述する。
図1~図10は本発明の溶接用治具の一形態で、図1は手前側クランプ下半部に載せた溶接用治具に対し、一のパイプを突き当ててセットした斜視図、図2は(イ)が溶接用治具の正面図、(ロ)がその平面図、(ハ)がその左側面図である。図3は(イ)が溶接用治具の正面図、(ロ)がその裏面図である。図4は図2(ロ)の配管にマーキングする平面図、図5は図4の正面図、図6は図1の手前側クランプ下半部へ溶接用治具を載せた側面図、図7は(イ)が図6のVII-VII線矢視図にして、配管固定装置の要部を含めた断面図、(ロ)が(イ)の溶接用治具に一の配管を突き当てて、右側クランプ下半部に載せた断面図、(ハ)が(ロ)の状態から、配管を右側クランプ下半部と右側クランプ上半部とで挟着した断面図である。図8は(ニ)が図7(ハ)の溶接用治具を外した後、一の配管の突合せ面へ他の配管の突合せ面を当てて左側クランプ下半部へ載せてセットした断面図、(ホ)が(ニ)の後、両配管の突合せ面へ溶接を施した断面図である。図9は溶接後に二つの配管の突合せ面の様子を調べる平面図、図10は溶接後に二つの配管を突合せ溶接した溶接ビードの幅を調べる平面図を示す。各図は判り易くするため、要部を強調図示し、図3(ロ)はV字状溝の図示を省く。また本発明と直接関係しない部分を省略する。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
タップ
1か月前
個人
加工機
1か月前
麗豊実業股フン有限公司
ラクトバチルス・パラカセイNB23菌株及びそれを筋肉量の増加や抗メタボリック症候群に用いる用途
1か月前
日東精工株式会社
ねじ締め機
2か月前
株式会社不二越
ドリル
2か月前
日東精工株式会社
ねじ締め機
23日前
株式会社北川鉄工所
回転装置
10日前
株式会社不二越
ドリル
1か月前
株式会社FUJI
工作機械
2か月前
日東精工株式会社
多軸ねじ締め機
2か月前
株式会社アンド
半田付け方法
1か月前
株式会社ダイヘン
多層盛り溶接方法
1か月前
株式会社アンド
半田付け方法
1か月前
エフ・ピー・ツール株式会社
リーマ
1か月前
日進工具株式会社
エンドミル
1か月前
株式会社FUJI
チャック装置
2か月前
トヨタ自動車株式会社
接合方法
2か月前
ブラザー工業株式会社
工作機械
2か月前
村田機械株式会社
レーザ加工機
24日前
村田機械株式会社
レーザ加工機
24日前
株式会社トヨコー
被膜除去方法
25日前
ブラザー工業株式会社
工作機械
2か月前
トヨタ自動車株式会社
溶接ヘッド
11日前
大肯精密株式会社
自動送り穿孔機
2か月前
株式会社ダイヘン
溶接装置
2か月前
株式会社不二越
超硬合金製ドリル
1か月前
トヨタ自動車株式会社
溶接ヘッド
10日前
株式会社プロテリアル
金属箔の溶接方法
2か月前
株式会社不二越
管用テーパタップ
2か月前
株式会社コスメック
クランプ装置
2か月前
ビアメカニクス株式会社
レーザ加工装置
2か月前
日東精工株式会社
はんだこて先の製造方法
1か月前
株式会社不二越
通り穴加工用タップ
1か月前
株式会社不二越
摩耗判定装置
2日前
日東精工株式会社
はんだこて先の製造方法
10日前
株式会社不二越
波形抽出装置
2日前
続きを見る
他の特許を見る



 特許ウォッチ
特許ウォッチ