TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025088602
公報種別
公開特許公報(A)
公開日
2025-06-11
出願番号
2023203394
出願日
2023-11-30
発明の名称
抵抗スポット溶接方法
出願人
株式会社豊田中央研究所
,
トヨタ自動車株式会社
代理人
個人
,
個人
,
個人
主分類
B23K
11/20 20060101AFI20250604BHJP(工作機械;他に分類されない金属加工)
要約
【課題】鉄基体とアルミニウム基体を強固に接合した金属接合体が得られる抵抗スポット溶接方法を提供する。
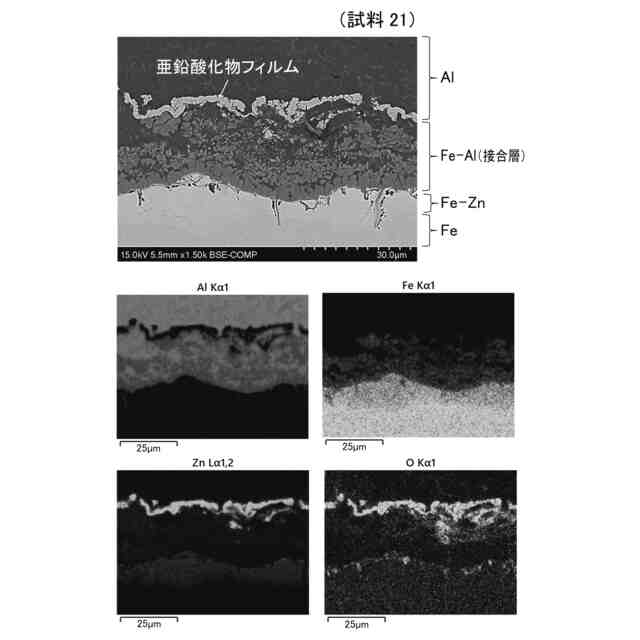
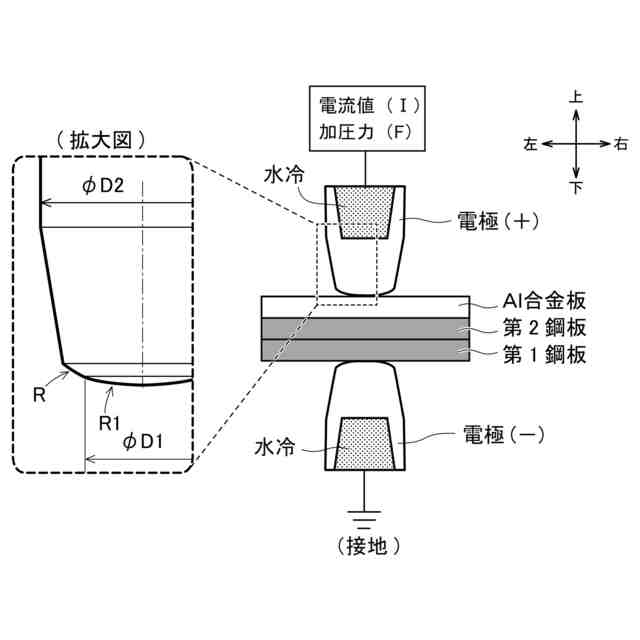
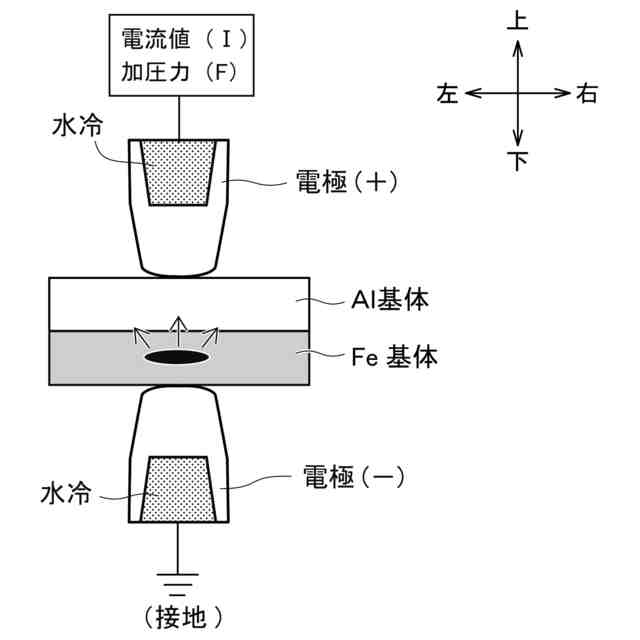
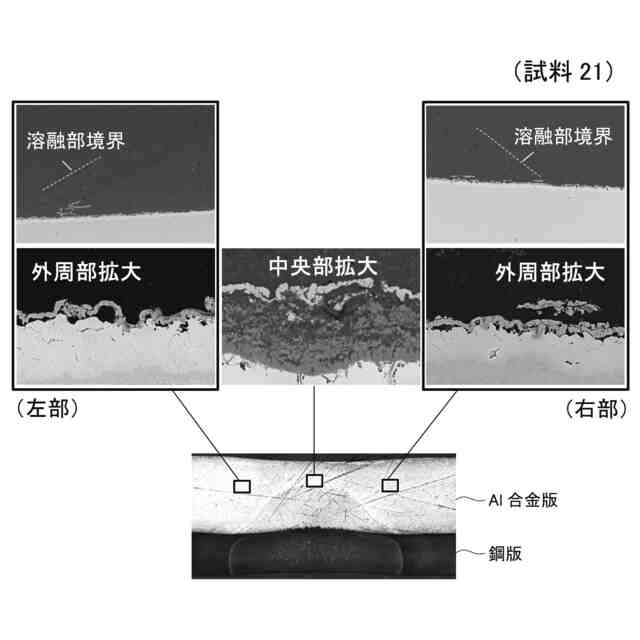
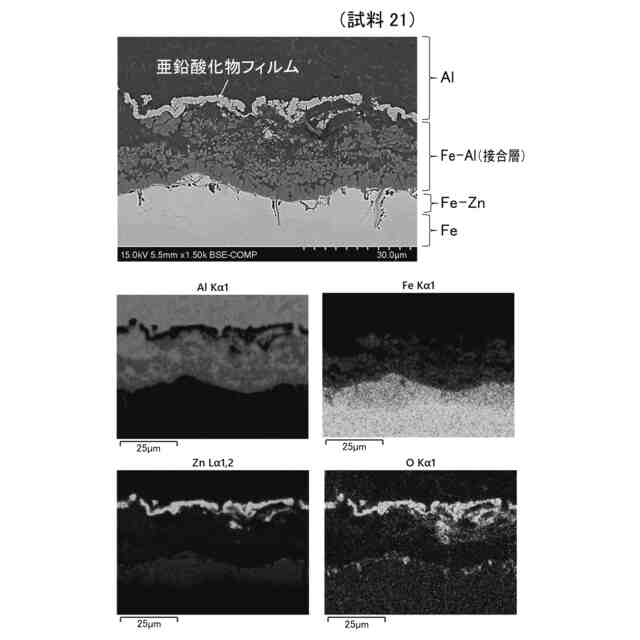
【解決手段】本発明は、鉄基体とアルミニウム基体を重ね合せた被接合物の抵抗スポット溶接方法であって、被接合物へ通電する第1通電工程と、第1通電工程後の被接合物へ通電する第2通電工程とを備える。被接合物は、鉄基体とアルミニウム基体の間にZnを含む反応層を有する。第1通電工程では、アルミニウム基体を溶融させずに、アルミニウム基体と反応層の間でAlとZnが相互に置換された前駆層が生成される。第2通電工程では、少なくとも前駆層を溶融させて、FeとAlを含む金属間化合物からなる接合層が生成される。
【選択図】図2D
特許請求の範囲
【請求項1】
鉄基体とアルミニウム基体を重ね合せた被接合物の抵抗スポット溶接方法であって、
該被接合物へ通電する第1通電工程と、
該第1通電工程後の被接合物へ通電する第2通電工程とを備え、
該被接合物は、該鉄基体と該アルミニウム基体の間にZnを含む反応層を有し、
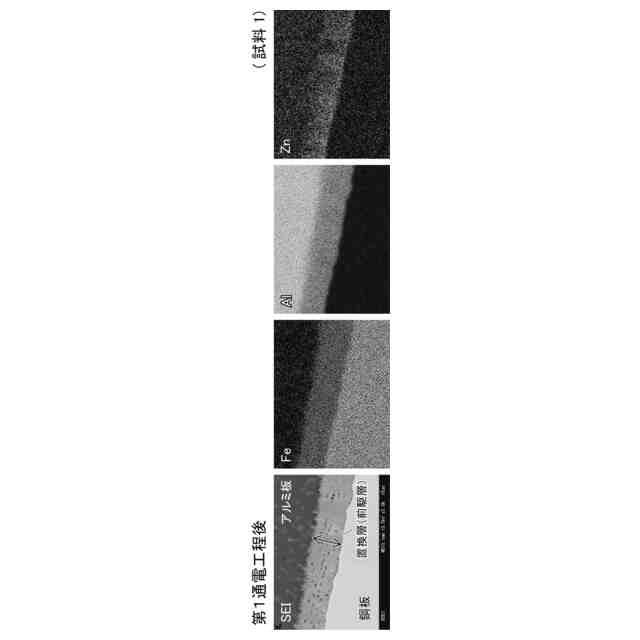
該第1通電工程は、該アルミニウム基体を溶融させずに、該アルミニウム基体と該反応層の間でAlとZnが相互に置換された前駆層を生成し、
該第2通電工程は、少なくとも該前駆層を溶融させて、FeとAlを含む金属間化合物からなる接合層を生成する抵抗スポット溶接方法。
続きを表示(約 530 文字)
【請求項2】
前記第1通電工程は、8~10kA内で30~80ms通電してなされ、
前記第2通電工程は、11~15kA内で200~400ms通電してなされる請求項1に記載の抵抗スポット溶接方法。
【請求項3】
前記第1通電工程は、3~8kA内で200~400ms通電してなされ、
前記第2通電工程は、6~9kA内で300~700ms通電してなされる請求項1に記載の抵抗スポット溶接方法。
【請求項4】
前記反応層は、亜鉛層またはZnとFeを含む合金層である請求項1に記載の抵抗スポット溶接方法。
【請求項5】
前記鉄基体は、引張強度が590MPa以上の高張力鋼板である請求項1~4のいずれかに記載の抵抗スポット溶接方法。
【請求項6】
前記鉄基体は、ホットスタンプ材からなる請求項1~4のいずれかに記載の抵抗スポット溶接方法。
【請求項7】
前記鉄基体は、厚さが0.4~3.5mmである請求項1~4のいずれかに記載の抵抗スポット溶接方法。
【請求項8】
前記鉄基体は、複数の鋼板を重ねた板組からなる請求項1~4のいずれかに記載の抵抗スポット溶接方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、鉄基体とアルミニウム基体の抵抗スポット溶接方法等に関する。
続きを表示(約 1,400 文字)
【背景技術】
【0002】
軽量化、高機能化、構造変化等へ対応するために、異種金属を接合した部材(「金属接合体」という。)が用いられる。例えば、骨格やフレームをなす鋼板に、外装面を構成する軽量なアルミニウム合金板を接合したルーフ、アウターパネル等が自動車に用いられる。
【0003】
異種金属は、これまで主に、リベット接合(Self-Pirecing Rivet接合等)やカシメ接合(クリンチング)等されてきた。このような機械的な接合法は、副資材(リベット等)や専用設備を必要とし、接合体の重量やコストを増大させる。また、機械的に接合された部位にできる突起は、周辺部材と干渉したり、組立作業性を低下させる。
【0004】
そこで最近では、異種金属(例えば鋼板とアルミニウム合金板)も抵抗スポット溶接されるようになり、例えば、下記の特許文献に関連する提案がある。
【先行技術文献】
【特許文献】
【0005】
特開2007-326146(特許第5051608号)
【発明の概要】
【発明が解決しようとする課題】
【0006】
特許文献1では、6000系アルミニウム合金板と亜鉛めっき鋼板(めっき厚:約20μm)を300kgfで挟持した電極へ、3kA×240ms程度の通電を一度だけ行い、両者を抵抗スポット溶接している([0048]、[0049])。その通電により接合界面間に生じた共晶溶融金属で、被接合面にあった酸化皮膜が排出されると共に、金属間化合物の生成が抑制され、露出した新生面同士が強固に接合される([0010]、[0015]、[0024]、[0056]等)。
【0007】
本発明は、このような事情に鑑みて為されたものであり、従来とは異なる機序により、鉄基体とアルミニウム基体を強固に接合できる抵抗スポット溶接方法等を提供することを目的とする。
【課題を解決するための手段】
【0008】
本発明者は、鋭意研究により、鉄基体とアルミニウム基体の被接合界面付近(被接合部)にAlとZnを含む前駆層を予め生成させると、FeとAlの金属間化合物からなる接合層が十分に厚く形成され、鉄基体とアルミニウム基体を高強度に接合(スポット溶接)できることを新たに見出した。この成果を発展させることにより、以降に述べる本発明を完成させるに至った。
【0009】
《抵抗スポット溶接方法》
本発明は、鉄基体とアルミニウム基体を重ね合せた被接合物の抵抗スポット溶接方法であって、該被接合物へ通電する第1通電工程と、該第1通電工程後の被接合物へ通電する第2通電工程とを備え、該被接合物は、該鉄基体と該アルミニウム基体の間にZnを含む反応層を有し、該第1通電工程は、該アルミニウム基体を溶融させずに、該アルミニウム基体と該反応層の間でAlとZnが相互に置換された前駆層を生成し、該第2通電工程は、少なくとも該前駆層を溶融させて、FeとAlを含む金属間化合物からなる接合層を生成する抵抗スポット溶接方法である。
【0010】
本発明の抵抗スポット溶接方法(単に「スポット溶接」ともいう。)によれば、Al―Zn系前駆層の生成を経由することで、鉄基体とアルミニウム基体の間にFe-Al系金属間化合物からなる接合層が十分に厚く形成することが可能となり、両者を高強度に接合できる。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
タップ
1か月前
個人
加工機
1か月前
麗豊実業股フン有限公司
ラクトバチルス・パラカセイNB23菌株及びそれを筋肉量の増加や抗メタボリック症候群に用いる用途
25日前
日東精工株式会社
ねじ締め機
2か月前
株式会社北川鉄工所
回転装置
4日前
日東精工株式会社
ねじ締め機
17日前
株式会社不二越
ドリル
1か月前
株式会社不二越
ドリル
2か月前
株式会社FUJI
工作機械
2か月前
日東精工株式会社
多軸ねじ締め機
2か月前
株式会社アンド
半田付け方法
1か月前
株式会社ダイヘン
多層盛り溶接方法
1か月前
エフ・ピー・ツール株式会社
リーマ
1か月前
日進工具株式会社
エンドミル
1か月前
株式会社アンド
半田付け方法
1か月前
村田機械株式会社
レーザ加工機
18日前
株式会社トヨコー
被膜除去方法
19日前
村田機械株式会社
レーザ加工機
18日前
トヨタ自動車株式会社
接合方法
2か月前
ブラザー工業株式会社
工作機械
2か月前
ブラザー工業株式会社
工作機械
2か月前
株式会社不二越
管用テーパタップ
2か月前
ビアメカニクス株式会社
レーザ加工装置
2か月前
株式会社コスメック
クランプ装置
2か月前
トヨタ自動車株式会社
溶接ヘッド
5日前
株式会社プロテリアル
金属箔の溶接方法
2か月前
株式会社不二越
超硬合金製ドリル
1か月前
トヨタ自動車株式会社
溶接ヘッド
4日前
株式会社ダイヘン
溶接装置
1か月前
大肯精密株式会社
自動送り穿孔機
2か月前
株式会社不二越
スカイビングカッタ
2か月前
個人
管の切断装置及び管の切断方法
1か月前
日東精工株式会社
はんだこて先の製造方法
1か月前
日東精工株式会社
はんだこて先の製造方法
4日前
株式会社不二越
通り穴加工用タップ
1か月前
オーエスジー株式会社
ドリル
2か月前
続きを見る
他の特許を見る


 特許ウォッチ
特許ウォッチ