TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025088873
公報種別
公開特許公報(A)
公開日
2025-06-12
出願番号
2023203654
出願日
2023-12-01
発明の名称
刃先交換式ドリル
出願人
トヨタ自動車株式会社
代理人
個人
,
個人
,
個人
主分類
B23B
51/00 20060101AFI20250605BHJP(工作機械;他に分類されない金属加工)
要約
【課題】工具径が10mm以下であっても全長が400mmを超えることができるダイカスト金型の穴加工用の刃先交換式ドリルを提供する。
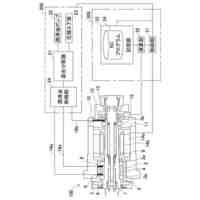
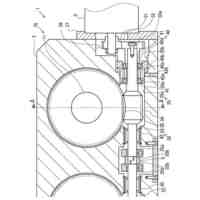
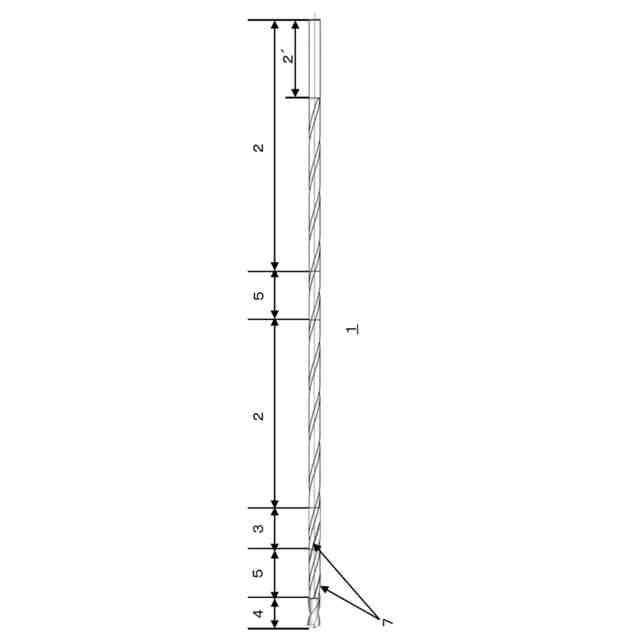
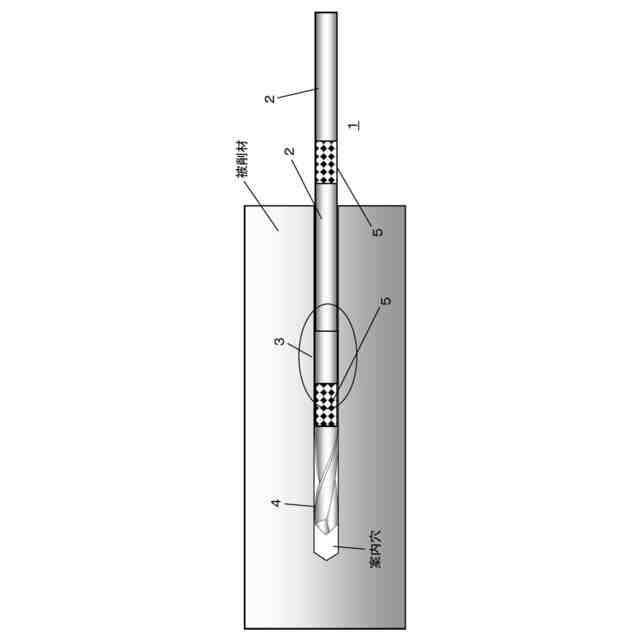
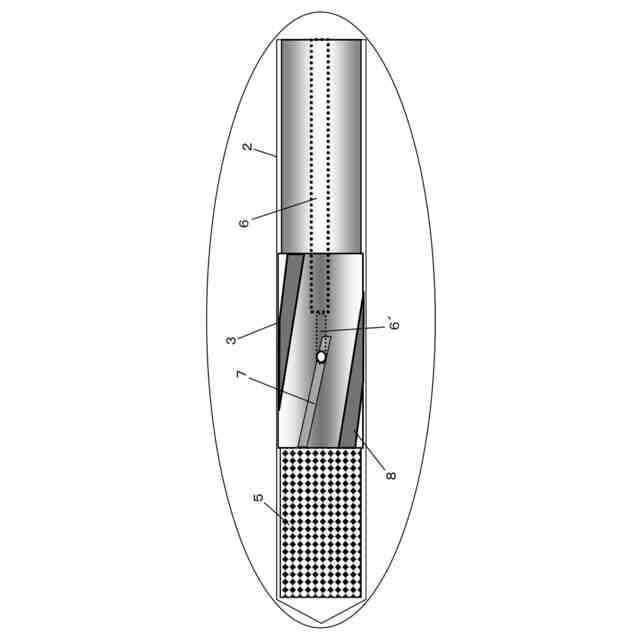
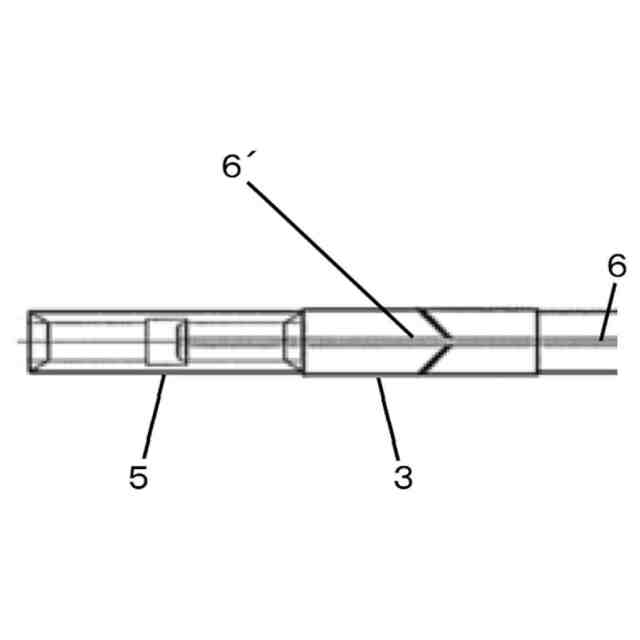
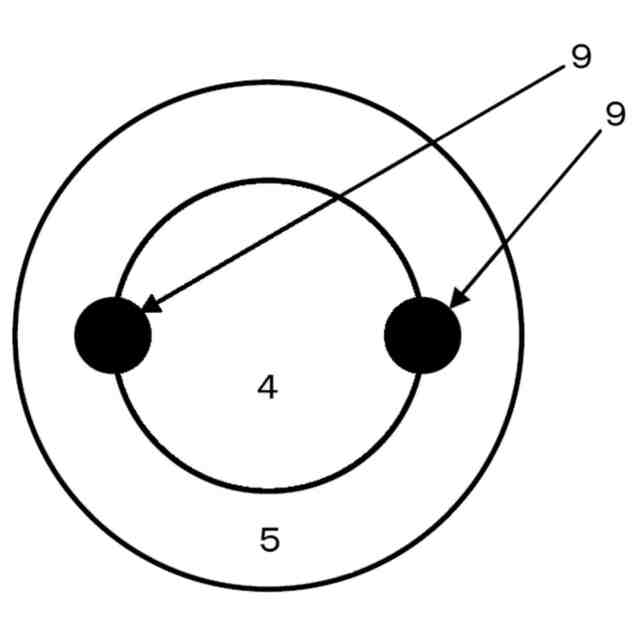
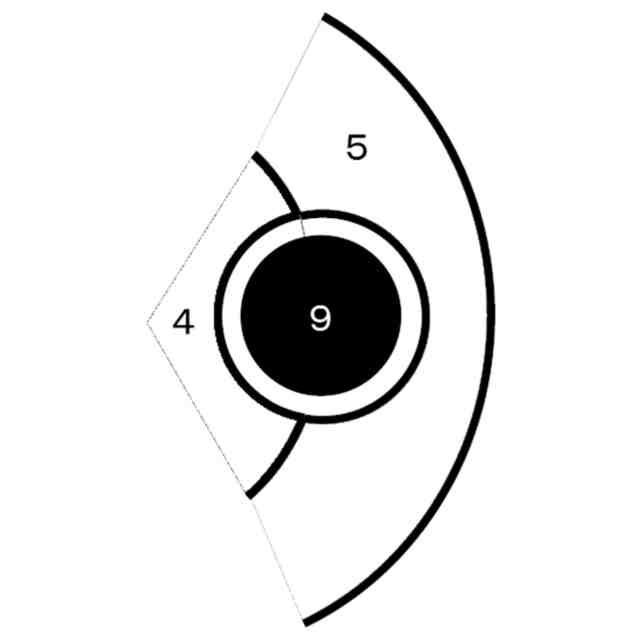
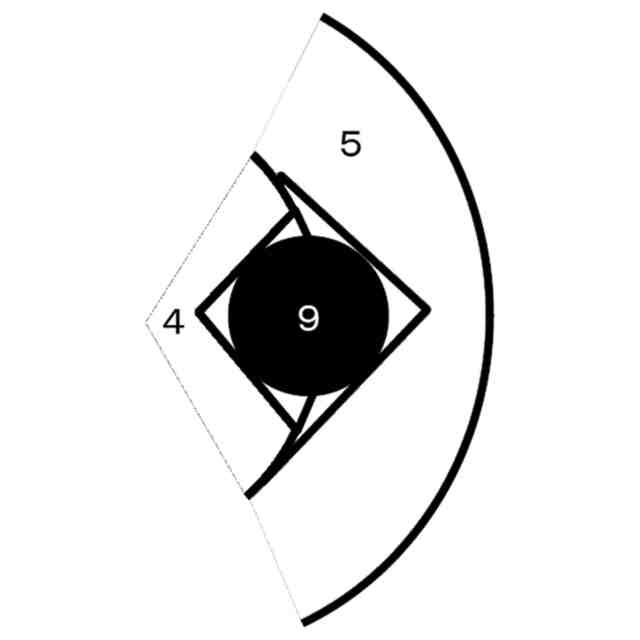
【解決手段】刃先部交換式ドリル1は、深穴加工用の刃先部4が交換式のドリルであって、溝部2と、加工時の振れを防止するガイド部3と、交換可能な刃先部4と、それらをつなぐ接手部5と、を有し、冷却水はガイド部3の内部冷却路6を通り、刃先部4の手前かららせん状の外部冷却路7に通され、接手部5と刃先部4との位相ずれを防止するピン9を有することを特徴とする。
【選択図】図1
特許請求の範囲
【請求項1】
深穴加工用の刃先部が交換式のドリルであって、
溝部と、加工時の振れを防止するガイド部と、交換可能な刃先部と、それらをつなぐ接手部と、を有し、
冷却水は前記ガイド部の内部冷却路を通り、前記刃先部の手前かららせん状の外部冷却路に通され、
前記接手部と前記刃先部との位相ずれを防止するピンを有することを特徴とする、
刃先部交換式ドリル。
発明の詳細な説明
【技術分野】
【0001】
本発明は、刃先交換式ドリルに関する。
続きを表示(約 1,500 文字)
【背景技術】
【0002】
刃先交換式ドリルとして、例えば、特許文献1には、切れ刃を有するドリルヘッドとドリル本体との間にクランプ、アンクランプを相対回転によって行うクランプ部を設け、そのクランプ部でドリルヘッドをクランプしてドリル本体に固定する刃先交換式ドリルの加工安定性とドリル本体の耐久性を高める技術が提案されている。
【0003】
特許文献1に記載の刃先交換式ドリルは、ドリルヘッドに、ドリル本体に設けた回転中心と同心の軸穴に嵌合させる円筒又は突端から根元側に向かって径が大きくなるテーパの支持軸を設け、ドリル本体とドリルヘッドに対応して設けるトルク受け面、スラスト受け面及び相対回転によってドリルヘッドをスラスト受け面に押し付けるクランプ力を発生させるクランプ部を支持軸よりもドリルの先端側(刃先側)に配置するように構成されている。
【先行技術文献】
【特許文献】
【0004】
特開20005-169542号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかるに、EV車等の車両は、軽量化ためにアルミニウムが多用され、さらにその部品を一体化して部品点数を減らすため部品の大型化(統一化)が進んでいる.その部品はダイカスト金型や低鋳金型を用いているが冷却穴やエジェクターピンの穴深さが従来にない350mm以上の深さが要求されることがある。
【0006】
特許文献1に開示されているドリルでは、大型化する金型の穴加工を効率よくあけることができない。他の従来技術として、ガンドリル加工があるが専用の工具と設備が必要であり、加工能率がドリル加工より低い。型設計時に型構造を分割したり、ガンドリルを使って加工したりすると、加工コストが高く、加工時間も長くなってしまう。加えて、金型の穴精度は位置度、穴径、穴加工面粗さ等は型寿命や成形サイクルへの影響が大きいため要求精度が高い。例えば、位置度が±0.1mm、穴径が±0.02mm、穴加工面粗さがRz3μm以下の精度を要求されることがある。
【0007】
また、ダイカストや低鋳の金型材はダイス鋼と呼ばれ、ロックウェル硬さ(HRC)43~50と高硬度であるため、そのような金型の加工には超硬コーティングドリルが必要になる。超硬ドリル素材の製作では、成形時に割れ、焼結時の歪がある。ドリルの全長が長いと、安定したコーティングが出来ない。分割部で位相ずれが発生しやすい。仮に特注でドリルを製作する場合のコストが高く、製作リードタイムが長く号口での適用ができない。
【0008】
工具径が10mm以下では全長が350mm以上のダイカスト金型の穴加工用の刃先交換式ドリルを製作することは困難であり、超硬材の製作、ドリル形状加工、コーティングのいずれかを妥協せざるを得ないことがある。
【0009】
本発明は、かかる課題に鑑みてなされたものであり、工具径が10mm以下であっても全長が400mmを超えることができるダイカスト金型の穴加工用の刃先交換式ドリルを提供することを目的とする。
【課題を解決するための手段】
【0010】
本発明の一態様に係る刃先交換式ドリルは、深穴加工用の刃先部が交換式のドリルであって、溝部と、加工時の振れを防止するガイド部と、交換可能な刃先部と、それらをつなぐ接手部と、を有し、冷却水はガイド部の内部冷却路を通り、刃先部の手前かららせん状の外部冷却路に通され、接手部と刃先部との位相ずれを防止するピンを有することを特徴とする。
【発明の効果】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
タップ
1か月前
個人
加工機
1か月前
麗豊実業股フン有限公司
ラクトバチルス・パラカセイNB23菌株及びそれを筋肉量の増加や抗メタボリック症候群に用いる用途
25日前
株式会社不二越
ドリル
2か月前
日東精工株式会社
ねじ締め機
2か月前
日東精工株式会社
ねじ締め機
17日前
株式会社北川鉄工所
回転装置
4日前
株式会社不二越
ドリル
1か月前
日東精工株式会社
多軸ねじ締め機
2か月前
株式会社FUJI
工作機械
2か月前
有限会社 ナプラ
金属粒子
2か月前
株式会社ダイヘン
多層盛り溶接方法
1か月前
日進工具株式会社
エンドミル
1か月前
株式会社アンド
半田付け方法
1か月前
株式会社アンド
半田付け方法
1か月前
エフ・ピー・ツール株式会社
リーマ
1か月前
トヨタ自動車株式会社
接合方法
2か月前
ブラザー工業株式会社
工作機械
2か月前
ブラザー工業株式会社
工作機械
2か月前
株式会社FUJI
チャック装置
2か月前
村田機械株式会社
レーザ加工機
18日前
株式会社トヨコー
被膜除去方法
19日前
村田機械株式会社
レーザ加工機
18日前
トヨタ自動車株式会社
溶接ヘッド
5日前
ビアメカニクス株式会社
レーザ加工装置
2か月前
株式会社ダイヘン
溶接装置
1か月前
大肯精密株式会社
自動送り穿孔機
2か月前
株式会社プロテリアル
金属箔の溶接方法
2か月前
オークマ株式会社
工作機械
2か月前
株式会社不二越
超硬合金製ドリル
1か月前
トヨタ自動車株式会社
溶接ヘッド
4日前
株式会社コスメック
クランプ装置
2か月前
株式会社不二越
管用テーパタップ
2か月前
津田駒工業株式会社
2連回転割出し装置
2か月前
株式会社コスメック
クランプ装置
2か月前
オーエスジー株式会社
ドリル
2か月前
続きを見る
他の特許を見る


 特許ウォッチ
特許ウォッチ