TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025089683
公報種別
公開特許公報(A)
公開日
2025-06-16
出願番号
2023204456
出願日
2023-12-04
発明の名称
座標系較正方法
出願人
大同特殊鋼株式会社
代理人
個人
主分類
G01B
21/20 20060101AFI20250609BHJP(測定;試験)
要約
【課題】三次元傾動ステージの座標系と三次元形状検出センサの座標系のズレを正確に検出して較正することが可能な座標系較正方法を提供する。
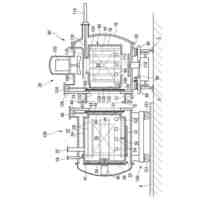
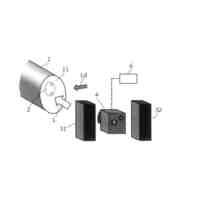
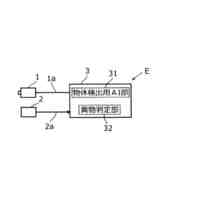
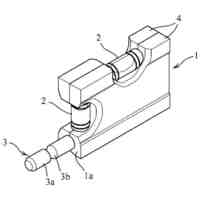
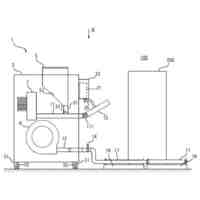
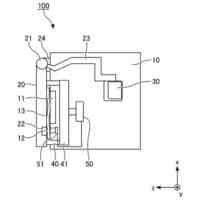
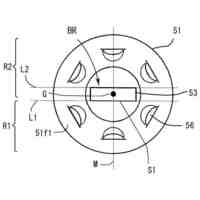
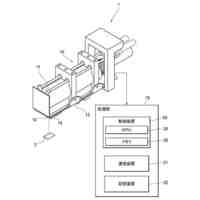
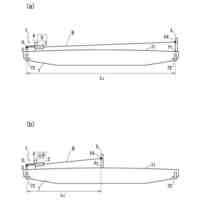
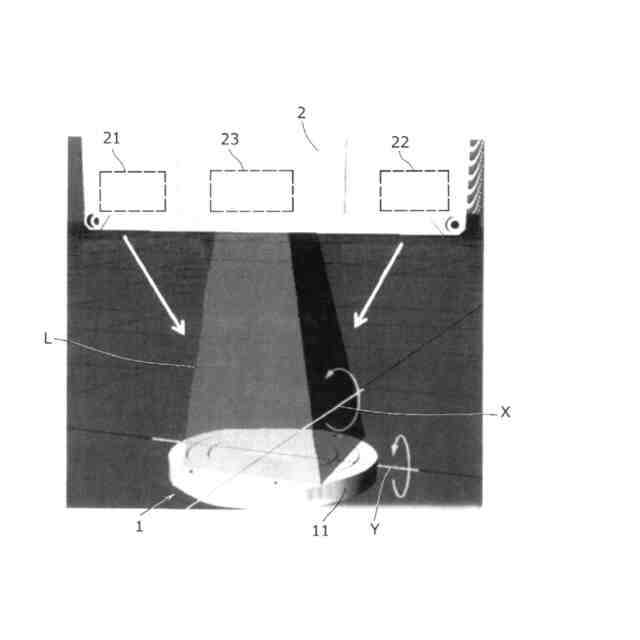
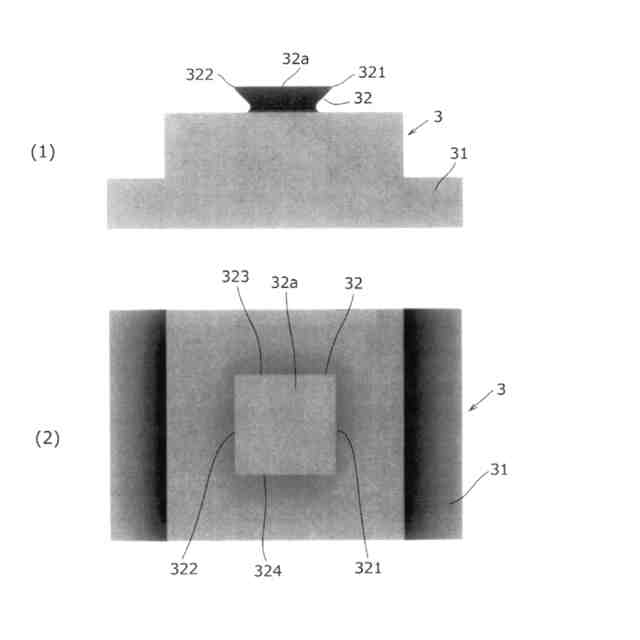
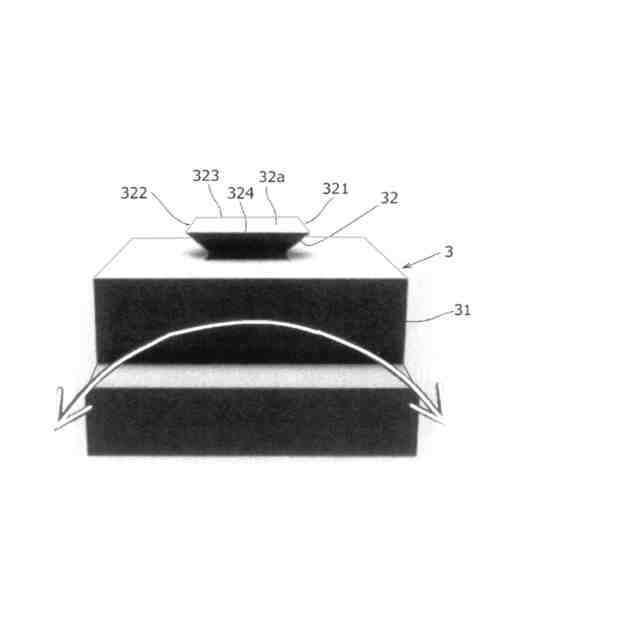
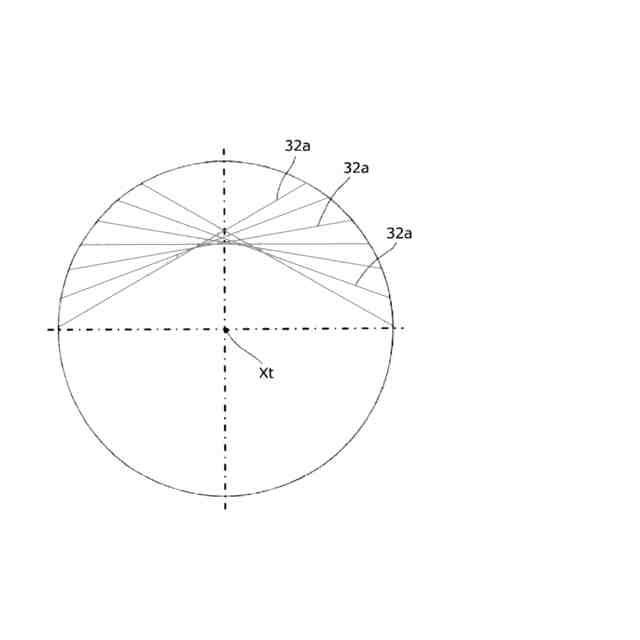
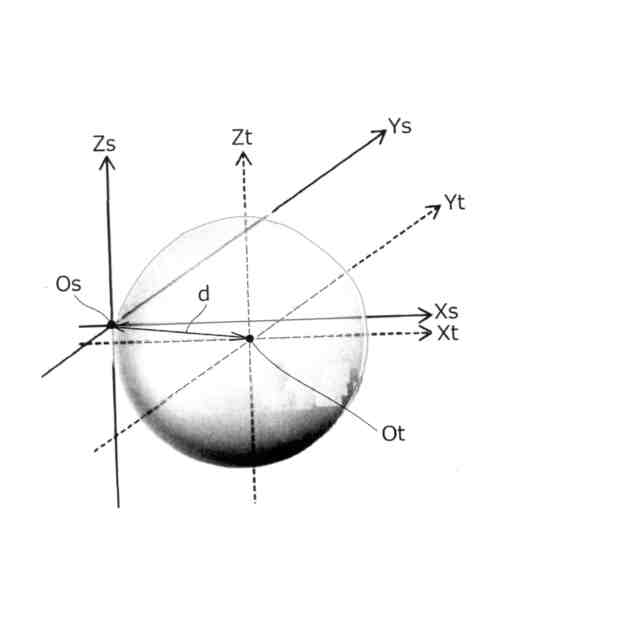
【解決手段】互いに直交する一対の軸X,Y周りに傾動可能な三次元傾動ステージ1上に置いた被測定体に対向させて設けた三次元形状検出センサ2で当該被測定体の三次元形状を測定するに際して、傾動ステージ1の座標系と形状検出センサ2の座標系を対応させる座標系較正方法であって、傾動ステージ1の載置面に平行な平面部32aと当該傾動ステージ1の軸Xに平行な直線部321とを備えた較正用治具3を傾動ステージ1上に設置し、平面部32aを形状検出センサ2に平行に対向させるとともに直線部321を前記形状検出センサ2に平行に位置させ、傾動ステージ1を軸Xと軸Y周りに傾動させた時の平面部32aの形状検出センサ2による複数の測定点の座標変位から当該傾動ステージ1の傾動中心Otを算出し、傾動中心Otの座標と形状検出センサ2の原点Osの座標の差dを検出する。
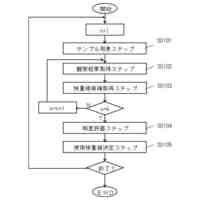
【選択図】 図1
特許請求の範囲
【請求項1】
互いに直交する一対の軸周りに傾動可能な三次元傾動ステージ上に置いた被測定体に対向させて設けた三次元形状検出センサで当該被測定体の三次元形状を測定するに際して、前記傾動ステージの座標系と前記形状検出センサの座標系を対応させる座標系較正方法であって、前記傾動ステージの載置面に平行な平面部と当該傾動ステージの一の軸に平行な直線部とを備えた較正用治具を前記傾動ステージ上に設置し、前記平面部を前記形状検出センサに平行に対向させるとともに前記直線部を前記形状検出センサに平行に位置させ、前記傾動ステージを一の軸と他の軸周りに傾動させた時の前記平面部の前記形状検出センサによる複数の測定点の座標変位から当該傾動ステージの傾動中心を算出し、前記傾動中心の座標と前記形状検出センサの原点の座標の差を検出することを特徴とする座標系較正方法。
続きを表示(約 100 文字)
【請求項2】
傾動時の前記平面部の座標変位から、反復最近接点位置合わせ(ICPRegistration)を行って三次元回転行列を求めることにより前記傾動中心を算出する請求項1に記載の座標系較正方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、二軸傾動ステージの座標系を三次元形状検出センサの座標系に一致させるための座標系較正方法に関するものである。
続きを表示(約 1,600 文字)
【背景技術】
【0002】
被測定体の三次元形状を測定するために例えば特許文献1では、精密なX-Y-Zステージ上に被測定体を設置し、被測定体を移動させてその外表面を触針に接触させて接触時の三次元座標データを測定機側の座標データとして取得し、当該座標データを座標変換行列によって測定機座標系から基準座標系に較正する方法が開示されている。
【先行技術文献】
【特許文献】
【0003】
特開2000-28350
【発明の概要】
【発明が解決しようとする課題】
【0004】
ところで、被測定体の三次元形状をよりコンパクトかつ簡易に測定するために、互いに直交する二軸周りに傾動可能とした三次元傾動ステージ上に被測定体を置いて当該被測定体の姿勢を傾動変化させ、その外表面に三次元形状検出センサのラインレーザ光を投影してこれをステレオカメラで撮影する方法が採用されるが、この場合、機械加工誤差や組み立て誤差の影響を排して傾動ステージの座標系とセンサの座標系のズレを正確に知るための座標較正方法が求められている。
【0005】
そこで、本発明はこのような要請に応じてなされたもので、三次元傾動ステージの座標系と三次元形状検出センサの座標系のズレを正確に検出して較正することが可能な座標系較正方法を提供することを目的とする。
【課題を解決するための手段】
【0006】
上記目的を達成するために本発明では、互いに直交する一対の軸(X,Y)周りに傾動可能な三次元傾動ステージ(1)上に置いた被測定体に対向させて設けた三次元形状検出センサ(2)で当該被測定体の三次元形状を測定するに際して、前記傾動ステージ(1)の座標系と前記形状検出センサ(2)の座標系を対応させる座標系較正方法であって、前記傾動ステージ(1)の載置面に平行な平面部(32a)と当該傾動ステージ(1)の一の軸(X)に平行な直線部(321)とを備えた較正用治具(3)を前記傾動ステージ(1)上に設置し、前記平面部(32a)を前記形状検出センサ(2)に平行に対向させるとともに前記直線部(321)を前記形状検出センサ(2)に平行に位置させ、前記傾動ステージ(1)を一の軸(X)と他の軸(Y)周りに傾動させた時の前記平面部(32a)の前記形状検出センサによる複数の測定点の座標変位から当該傾動ステージ(1)の傾動中心(Ot)を算出し、前記傾動中心(Ot)の座標と前記形状検出センサ(2)の原点(Os)の座標の差(d)を検出する。
【0007】
なお好ましくは、前記傾動中心の算出を、傾動時の前記平面部の座標変位から、反復最近接点位置合わせ(ICPRegistration)を行って三次元回転行列を求めることにより行う。
【0008】
また、前記平面部(32a)を前記形状検出センサ(2)に平行に対向させるのに際して、前記平面部(32a)の複数の測定点から重回帰によって当該平面部(32a)の平面方程式を算出して行うようにすることが好ましい。
【0009】
さらに、前記直線部(321)を前記形状検出センサ(2)に平行に位置させるのに際して、当該直線部の複数の測定点から直線近似することによって当該直線部の直線方程式の係数を算出して行うようにすることが好ましい。
【0010】
本発明においては、傾動ステージの傾動中心は傾動ステージの座標系の原点座標であるから、これと形状検出センサの原点座標の三次元的な差を正確に検出することで、傾動ステージの座標系と形状検出センサの座標系の一方を他方に一致させる較正を正確かつ確実に行うことができる。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
大同特殊鋼株式会社
熱処理設備
1か月前
大同特殊鋼株式会社
輝線検出方法
28日前
大同特殊鋼株式会社
座標系較正方法
1日前
大同特殊鋼株式会社
ラベル色特定方法
1日前
大同特殊鋼株式会社
浸炭部材の製造方法
1日前
大同特殊鋼株式会社
疵研削順序決定方法
1か月前
大同特殊鋼株式会社
回転炉の異物検出装置
1か月前
大同特殊鋼株式会社
鋼材の製造方法及び金属トレイ
5日前
大同特殊鋼株式会社
リチウムイオン電池負極用Si合金
1か月前
大同特殊鋼株式会社
浸炭部材、および、浸炭部材の製造方法
18日前
大同特殊鋼株式会社
溶解原料予熱装置および予熱装置付きアーク溶解炉
1か月前
大同特殊鋼株式会社
データセット、機械学習モデル、及び、組織画像分析用プログラム
1か月前
大同特殊鋼株式会社
希土類ボンド磁石用コンパウンド及びそれを用いた希土類ボンド磁石の製造方法
2か月前
大同特殊鋼株式会社
クレーンガーダのキャンバ量測定方法およびクレーンガーダのキャンバ量測定装置
1か月前
日本精機株式会社
表示装置
8日前
日本精機株式会社
表示装置
1か月前
株式会社エビス
水準器
1か月前
株式会社チノー
測定装置
15日前
有限会社原製作所
検出回路
6日前
株式会社不二越
塵埃噴射装置
28日前
個人
浸透探傷試験方法
29日前
日本碍子株式会社
ガスセンサ
1か月前
日本無線株式会社
レーダ装置
7日前
株式会社リコー
光学機器
6日前
株式会社東芝
センサ
28日前
トヨタ自動車株式会社
制御装置
29日前
日本特殊陶業株式会社
ガスセンサ
28日前
日本特殊陶業株式会社
ガスセンサ
27日前
日本精機株式会社
二酸化炭素濃度測定器
13日前
大和製衡株式会社
組合せ計量装置
8日前
キヤノン株式会社
放射線撮像装置
1日前
株式会社チノー
検量線の取得方法
15日前
学校法人 中央大学
管内径推定装置
19日前
大同特殊鋼株式会社
座標系較正方法
1日前
個人
多段電磁加速による高力積衝撃試験機
21日前
株式会社不二越
X線測定装置
1か月前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ