TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025089748
公報種別
公開特許公報(A)
公開日
2025-06-16
出願番号
2023204569
出願日
2023-12-04
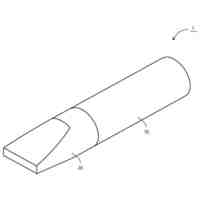
発明の名称
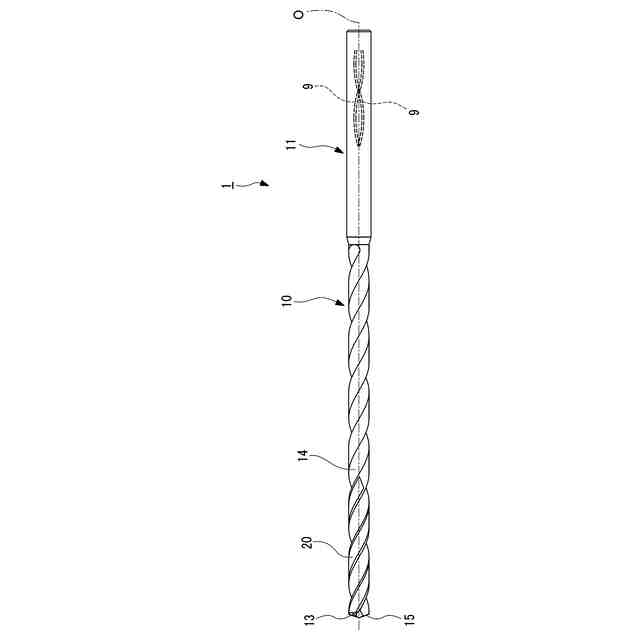
ドリル
出願人
三菱マテリアル株式会社
代理人
個人
,
個人
,
個人
,
個人
主分類
B23B
51/00 20060101AFI20250609BHJP(工作機械;他に分類されない金属加工)
要約
【課題】加工の際に良好なガイド機能を得つつ、過度なバニッシングの発生を抑える。
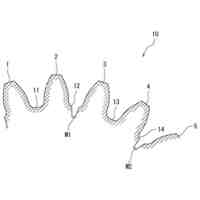
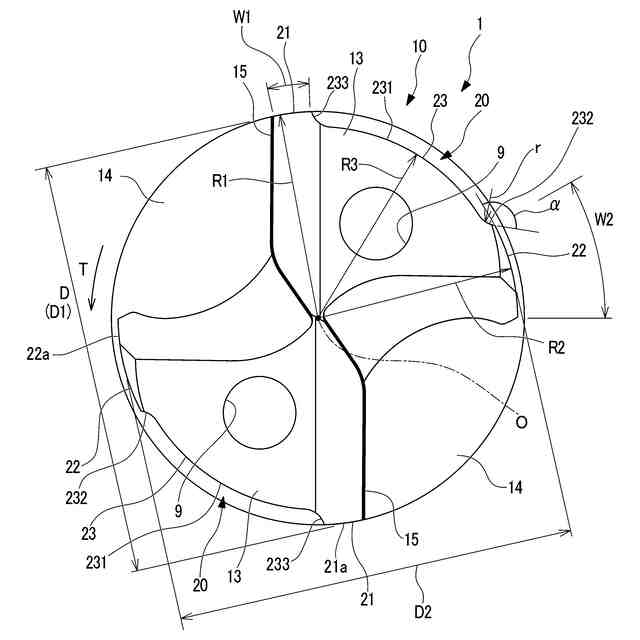
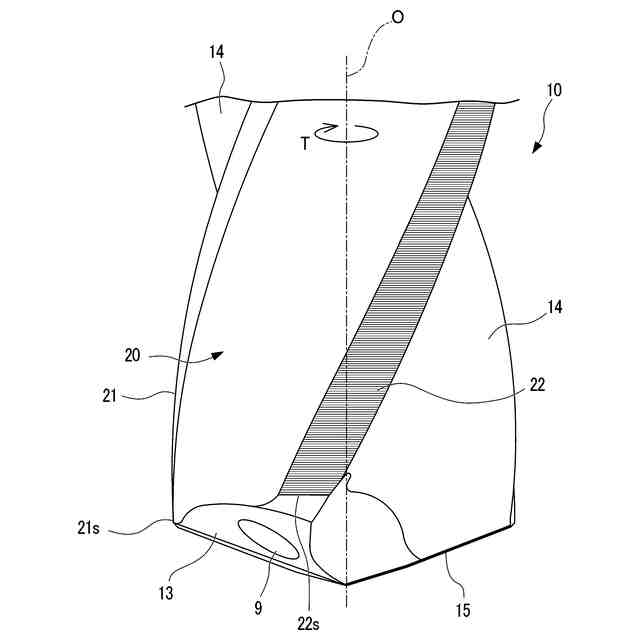
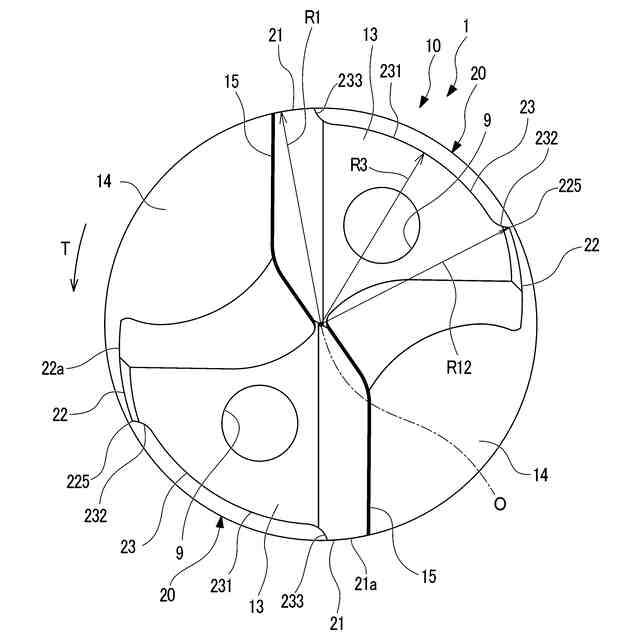
【解決手段】中心軸周りに回転される軸状のボディと、ボディの外周に形成される切屑排出溝と、切屑排出溝の工具回転方向前方側を向く壁面とボディの先端面との交差稜線部に形成される切刃と、ボディのランドの工具回転方向前方側の端部に形成され、径方向外側を向く第1マージンと、第1マージンの工具回転方向後方側に隣接する二番取り面と、二番取り面の工具回転方向後方に位置し、二番取り面よりも径方向外側、かつ、第1マージンよりも径方向内側に位置する第2マージンと、を備える、ドリル。
【選択図】図3
特許請求の範囲
【請求項1】
中心軸周りに回転される軸状のボディと、
前記ボディの外周に形成される切屑排出溝と、
前記切屑排出溝の回転方向前方側を向く壁面と前記ボディの先端面との交差稜線部に形成される切刃と、
前記ボディのランドの工具回転方向前方側の端部に形成され、径方向外側を向く第1マージンと、
前記第1マージンの工具回転方向後方側に隣接する二番取り面と、
前記二番取り面の工具回転方向後方に位置し、前記二番取り面よりも径方向外側、かつ、前記第1マージンよりも径方向内側に位置する第2マージンと、
を備える、ドリル。
続きを表示(約 1,000 文字)
【請求項2】
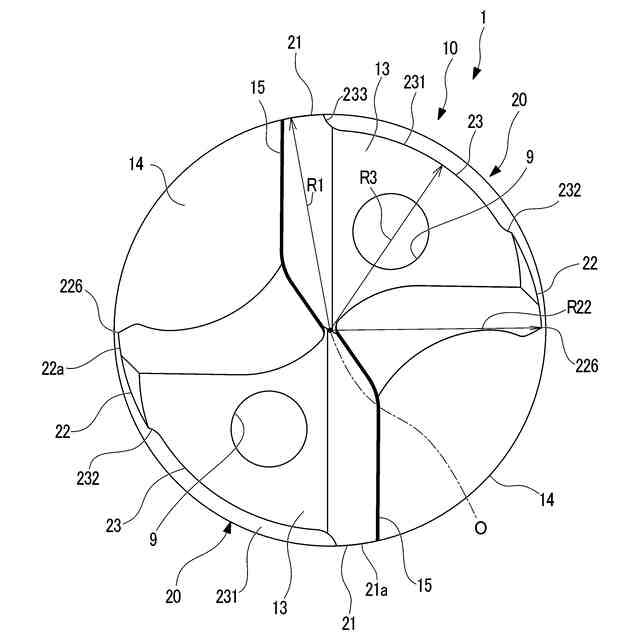
前記第2マージンは、前記第2マージンの外周面に、前記中心軸に直交する断面において部分的に径方向外側に突出する頂部を有する、
請求項1に記載のドリル。
【請求項3】
前記頂部は、前記第2マージンの外周面における前記工具回転方向前方側の端部に形成されている、
請求項2に記載のドリル。
【請求項4】
前記頂部は、前記第2マージンの外周面における前記工具回転方向後方側の端部に形成されている、
請求項2に記載のドリル。
【請求項5】
前記第1マージンの前記中心軸を中心とした径寸法をR1、前記第2マージンの前記中心軸を中心とした径寸法をR2、前記二番取り面の前記中心軸を中心とした径寸法をR3とした場合、
0.1×(R1-R3)≦(R1-R2)≦0.5×(R1-R3)
である、
請求項1または2に記載のドリル。
【請求項6】
前記第1マージンの前記中心軸を中心とした径寸法をR1、前記第2マージンの前記中心軸を中心とした径寸法をR2とした場合、
0.8×R1≦R2≦0.99×R1
である、
請求項1または2に記載のドリル。
【請求項7】
前記二番取り面は、
前記中心軸を中心とした円弧状をなす円弧状面と、
前記円弧状面と前記第2マージンとを接続し工具回転方向後方側に向かうに従って径方向外側に向かう接続面と、を有し、
前記二番取り面と前記第2マージンとの接合部において、前記接続面と、前記第2マージンにおいて前記工具回転方向前方側の端部とがなす角度は、鈍角である、
請求項1または2に記載のドリル。
【請求項8】
前記第2マージンの外周面は、前記中心軸に直交する断面において、径方向外側に突出する凸曲線状である、
請求項1または2に記載のドリル。
【請求項9】
前記第2マージンの外周面の周方向長さは、前記第1マージンの外周面の周方向長さよりも大きい、
請求項1または2に記載のドリル。
【請求項10】
前記第2マージンの前記中心軸に沿う軸方向前端側の先端部は、前記第1マージンの軸方向前方側の先端部よりも軸方向後端側に位置する、
請求項1または2に記載のドリル。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は、ドリルに関する。
続きを表示(約 1,900 文字)
【背景技術】
【0002】
従来、例えば、特許文献1には、ドリル本体の外周に、第1マージンと第2マージンと、を備えた、いわゆるダブルマージンタイプのドリルが開示されている。第1マージンには、ドリル本体のランドに位置し、切屑排出溝のドリル回転方向を向く壁面に隣接して配置されている。第2マージンは、ランドにおいて、第1マージンよりもドリル回転方向の後方側に位置する。このようなダブルマージンタイプのドリルでは、第1マージンおよび第2マージンが被削材の加工穴の内周面にそれぞれ摺接することで、加工の際に良好なガイド機能が得られる。
【先行技術文献】
【特許文献】
【0003】
特許第6753174号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
しかしながら、第1マージンおよび第2マージンを備えるドリルを用いた加工では、第1マージンおよび第2マージンが被削材の加工穴の内周面に擦れるため、摩擦熱によって被削材の温度が上昇する。被削材の膨張係数が高い場合、被削材と第1マージンおよび第2マージンとの摩擦熱により被削材が過度に膨張することがある。これにより、加工穴の内周面とドリル本体の外周面との間隔が狭まり、過度なバニシングが生じることがある。
そこで、加工の際に良好なガイド機能を得つつ、過度なバニッシングの発生を抑えることが望まれている。
【0005】
本発明は、上記事情に鑑み、加工の際に良好なガイド機能を得つつ、過度なバニッシングの発生を抑えることができるドリルを提供することを目的の一つとする。
【課題を解決するための手段】
【0006】
本発明の一態様によれば、中心軸周りに回転される軸状のボディと、前記ボディの外周に形成される切屑排出溝と、前記切屑排出溝の工具回転方向前方側を向く壁面と前記ボディの先端面との交差稜線部に形成される切刃と、前記ボディのランドの工具回転方向前方側の端部に形成され、径方向外側を向く第1マージンと、前記第1マージンの工具回転方向後方側に隣接する二番取り面と、前記二番取り面の工具回転方向後方に位置し、前記二番取り面よりも径方向外側、かつ、前記第1マージンよりも径方向内側に位置する第2マージンと、を備える、ドリルが提供される。
【0007】
上記構成によれば、ボディの外周に、第1マージンと第2マージンとを備えることで、加工の際にドリルが径方向に挙動するのを抑え、良好なガイド機能が得られる。また、第2マージンは、第1マージンよりも径方向内側に位置しているため、第2マージンと被削材の加工穴の内周面との間の摩擦熱を抑制できる。これにより、被削材の温度上昇を抑制できるので、被削材の熱膨張が抑制され、加工穴の内径の縮小が抑制される。その結果、加工の際に良好なガイド機能を得つつ、過度なバニッシングの発生を抑えることができる。
【0008】
前記第2マージンは、前記第2マージンの外周面に、前記中心軸に直交する断面において部分的に径方向外側に突出する頂部を有する構成としてもよい。
この場合、第2マージンの周方向の一部に、径方向外側に突出する頂部を形成することで、ドリルが径方向に振れた場合に、加工穴の内周面に対して接触する第2マージン表面の面積を小さくすることができる。これにより、加工の際のガイド機能を維持しつつ、過度なバニッシングの発生を、より有効に抑えることができる。
【0009】
前記頂部は、前記第2マージンの外周面における前記工具回転方向前方側の端部に形成されている構成としてもよい。
頂部が、第2マージンの工具回転方向前方側の端部に形成されることで、切刃による切り屑やスラッジが、頂部よりも工具回転方向後方側で、第2マージンと加工穴の内周面との隙間に入り込むのを抑えることができる。これにより、切り屑やスラッジにより、第2マージンと加工穴の内周面との間での摩擦熱が高まるのを抑え、過度なバニッシングの発生を抑えることができる。
【0010】
前記頂部は、前記第2マージンの外周面における前記工具回転方向後方側の端部に形成されている構成としてもよい。
頂部が、第2マージンの工具回転方向後方側の端部に形成されることで、第1マージンと第2マージンの頂部との周方向における間隔が拡がる。これにより、加工の際にドリルが径方向に挙動しようとした場合に、その挙動を安定的に抑えることができ、ガイド機能をより一層高めることができる。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
タップ
1か月前
個人
加工機
1か月前
麗豊実業股フン有限公司
ラクトバチルス・パラカセイNB23菌株及びそれを筋肉量の増加や抗メタボリック症候群に用いる用途
1か月前
株式会社北川鉄工所
回転装置
10日前
日東精工株式会社
ねじ締め機
23日前
株式会社不二越
ドリル
1か月前
日東精工株式会社
ねじ締め機
2か月前
株式会社不二越
ドリル
2か月前
日東精工株式会社
多軸ねじ締め機
2か月前
株式会社アンド
半田付け方法
1か月前
株式会社アンド
半田付け方法
1か月前
株式会社ダイヘン
多層盛り溶接方法
1か月前
エフ・ピー・ツール株式会社
リーマ
1か月前
日進工具株式会社
エンドミル
1か月前
トヨタ自動車株式会社
接合方法
2か月前
ブラザー工業株式会社
工作機械
2か月前
株式会社トヨコー
被膜除去方法
25日前
村田機械株式会社
レーザ加工機
24日前
村田機械株式会社
レーザ加工機
24日前
ブラザー工業株式会社
工作機械
2か月前
株式会社ダイヘン
溶接装置
2か月前
株式会社不二越
超硬合金製ドリル
1か月前
大肯精密株式会社
自動送り穿孔機
2か月前
株式会社プロテリアル
金属箔の溶接方法
2か月前
ビアメカニクス株式会社
レーザ加工装置
2か月前
トヨタ自動車株式会社
溶接ヘッド
11日前
トヨタ自動車株式会社
溶接ヘッド
10日前
株式会社不二越
管用テーパタップ
2か月前
株式会社不二越
通り穴加工用タップ
1か月前
個人
管の切断装置及び管の切断方法
1か月前
日東精工株式会社
はんだこて先の製造方法
1か月前
株式会社不二越
スカイビングカッタ
2か月前
株式会社不二越
波形抽出装置
2日前
株式会社不二越
摩耗判定装置
2日前
日東精工株式会社
はんだこて先の製造方法
10日前
株式会社ダイヘン
非消耗電極アーク溶接方法
2か月前
続きを見る
他の特許を見る


 特許ウォッチ
特許ウォッチ