TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025090110
公報種別
公開特許公報(A)
公開日
2025-06-17
出願番号
2023205125
出願日
2023-12-05
発明の名称
レーザ加工装置
出願人
浜松ホトニクス株式会社
代理人
個人
,
個人
,
個人
主分類
B23K
26/53 20140101AFI20250610BHJP(工作機械;他に分類されない金属加工)
要約
【課題】タクトタイムの短縮化を図ることができるレーザ加工装置を提供する。
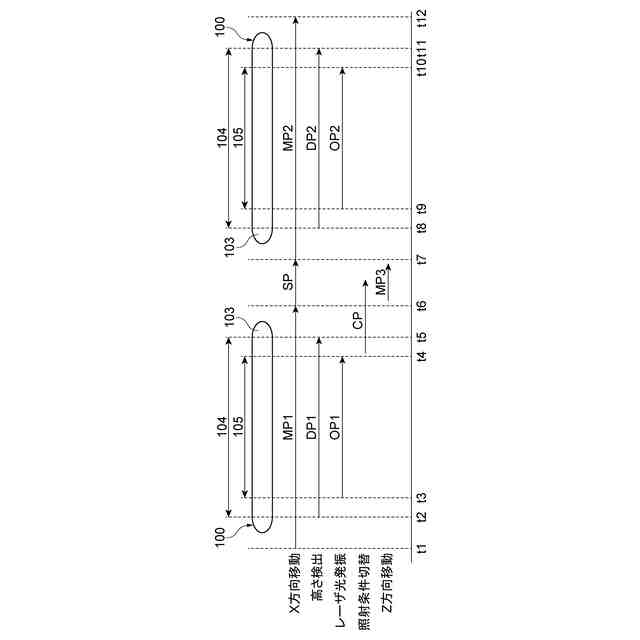
【解決手段】レーザ加工装置は、制御部を備える。制御部は、第1ラインに沿って一方の向きに集光レンズを相対的に移動させる第1移動処理MP1と、第1移動処理MP1中において、光源にレーザ光を発振させる第1発振処理OP1と、第2ラインに沿って他方の向きに集光レンズを相対的に移動させる第2移動処理MP2と、第2移動処理MP2中において、光源にレーザ光を発振させる第2発振処理OP2と、第1発振処理OP1と第2発振処理OP2との間において、レーザ光の照射条件を切り替える切替処理CPと、を実行する。制御部は、第1移動処理MP1中において、第1発振処理OP1を終了した後に、切替処理CPを開始する。
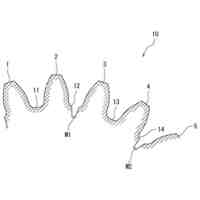
【選択図】図10
特許請求の範囲
【請求項1】
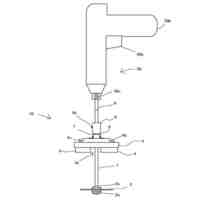
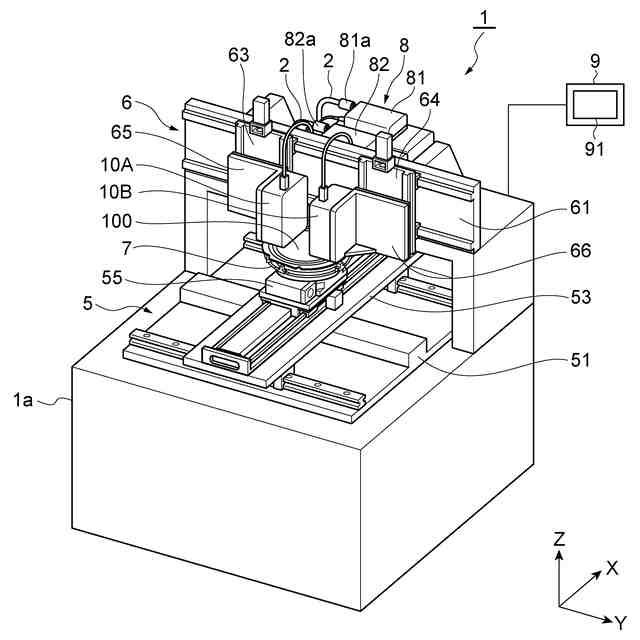
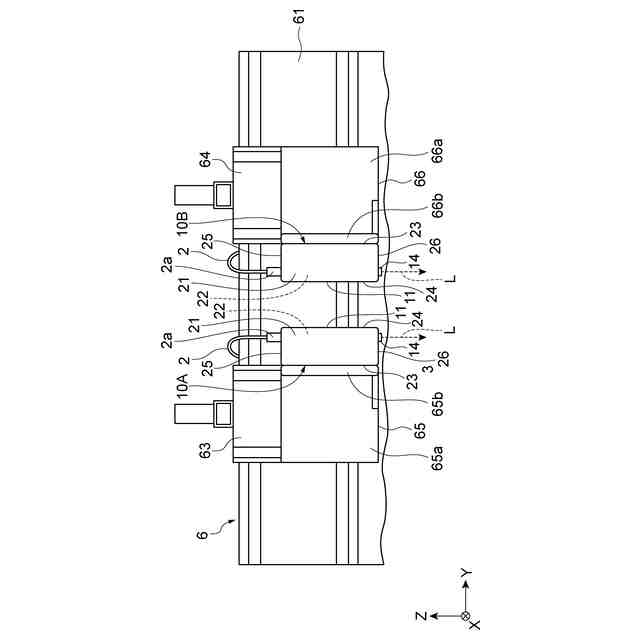
対象物を支持する支持部と、
レーザ光を発振する光源と、
前記光源によって発振された前記レーザ光の出力を調整する調整部と、
前記光源によって発振された前記レーザ光を変調する空間光変調器と、
前記調整部によって前記出力が調整され且つ前記空間光変調器によって変調された前記レーザ光を集光する集光レンズと、
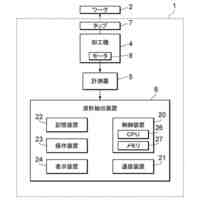
少なくとも前記光源、前記調整部及び前記空間光変調器を制御する制御部と、を備え、
前記制御部は、
前記対象物の内部に前記レーザ光の集光点を位置させることで、前記対象物に設定された第1ライン及び第2ラインのそれぞれに沿って改質領域を形成する場合に、
前記第1ラインに沿って一方の向きに前記集光レンズを相対的に移動させる第1移動処理と、
前記第1移動処理中において、前記第1ラインに沿って前記一方の向きに前記集光点が相対的に移動するように、前記光源に前記レーザ光を発振させる第1発振処理と、
前記第2ラインに沿って他方の向きに前記集光レンズを相対的に移動させる第2移動処理と、
前記第2移動処理中において、前記第2ラインに沿って前記他方の向きに前記集光点が相対的に移動するように、前記光源に前記レーザ光を発振させる第2発振処理と、
前記第1発振処理と前記第2発振処理との間において、前記調整部が調整する前記出力の設定値を切り替える処理、及び、前記第1発振処理と前記第2発振処理との間において、前記空間光変調器が表示する変調パターンを切り替える処理の少なくとも一方の処理を含む切替処理と、を実行し、
前記制御部は、前記第1移動処理中において、前記第1発振処理を終了した後に、前記切替処理を開始する、レーザ加工装置。
続きを表示(約 760 文字)
【請求項2】
前記制御部は、前記第1移動処理と前記第2移動処理との間において、前記第1ライン及び前記第2ラインのそれぞれに沿った方向への前記集光レンズの相対的な移動を停止させる停止処理を更に実行する、請求項1に記載のレーザ加工装置。
【請求項3】
前記制御部は、前記停止処理中において、前記第1移動処理の終了位置から前記第2移動処理の開始位置に前記集光レンズを相対的に移動させる第3移動処理を更に実行する、請求項2に記載のレーザ加工装置。
【請求項4】
前記制御部は、前記第1発振処理と前記第2移動処理との間において、前記切替処理を実行する、請求項1に記載のレーザ加工装置。
【請求項5】
前記対象物の表面の高さを検出する検出部を更に備え、
前記制御部は、前記第1移動処理中において、前記第1ラインに沿って前記高さを検出する検出処理を更に実行し、
前記制御部は、前記第1移動処理として、前記第1発振処理及び前記検出処理を終了した後に、前記第1ラインに沿った方向への前記集光レンズの相対的な移動において減速する処理を開始する、請求項1に記載のレーザ加工装置。
【請求項6】
制御部は、前記第1移動処理中において、前記集光レンズの光軸方向から見た場合に前記集光レンズが前記対象物内に位置している際に、前記切替処理を開始する、請求項1に記載のレーザ加工装置。
【請求項7】
前記制御部は、前記集光レンズの光軸方向から見た場合に前記集光レンズが前記対象物外に位置している際に、前記第1ラインに沿った位置から前記第2ラインに沿った位置に前記集光レンズを相対的に移動させる処理を実行する、請求項1に記載のレーザ加工装置。
発明の詳細な説明
【技術分野】
【0001】
本発明は、レーザ加工装置に関する。
続きを表示(約 2,200 文字)
【背景技術】
【0002】
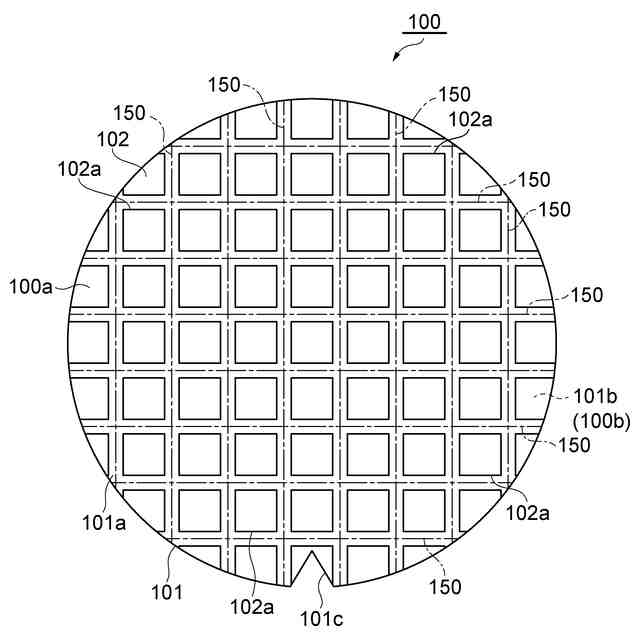
ウェハを複数のチップに切断するために、対象物に対して格子状に設定された複数のラインのそれぞれに沿ってレーザ光の集光点を移動させ、複数のラインのそれぞれに沿って対象物の内部に改質領域を形成するレーザ加工装置が知られている(例えば、特許文献1参照)。
【先行技術文献】
【特許文献】
【0003】
特開2023-043342号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
上述したようなレーザ光装置では、例えば、隣り合うライン間において、一方のラインから他方のラインに集光レンズを相対的に移動させる際に、レーザ光の照射条件を切り替える場合がある。そのような場合、レーザ光の照射条件を切り替える時間を確保しつつも、いかに効率良く、一方のラインから他方のラインに集光レンズを相対的に移動させ得るかが、タクトタイムの短縮化を図る上で重要である。
【0005】
そこで、本発明は、タクトタイムの短縮化を図ることができるレーザ加工装置を提供することを目的とする。
【課題を解決するための手段】
【0006】
本発明のレーザ加工装置は、[1]「対象物を支持する支持部と、レーザ光を発振する光源と、前記光源によって発振された前記レーザ光の出力を調整する調整部と、前記光源によって発振された前記レーザ光を変調する空間光変調器と、前記調整部によって前記出力が調整され且つ前記空間光変調器によって変調された前記レーザ光を集光する集光レンズと、少なくとも前記光源、前記調整部及び前記空間光変調器を制御する制御部と、を備え、前記制御部は、前記対象物の内部に前記レーザ光の集光点を位置させることで、前記対象物に設定された第1ライン及び第2ラインのそれぞれに沿って改質領域を形成する場合に、前記第1ラインに沿って一方の向きに前記集光レンズを相対的に移動させる第1移動処理と、前記第1移動処理中において、前記第1ラインに沿って前記一方の向きに前記集光点が相対的に移動するように、前記光源に前記レーザ光を発振させる第1発振処理と、前記第2ラインに沿って他方の向きに前記集光レンズを相対的に移動させる第2移動処理と、前記第2移動処理中において、前記第2ラインに沿って前記他方の向きに前記集光点が相対的に移動するように、前記光源に前記レーザ光を発振させる第2発振処理と、前記第1発振処理と前記第2発振処理との間において、前記調整部が調整する前記出力の設定値を切り替える処理、及び、前記第1発振処理と前記第2発振処理との間において、前記空間光変調器が表示する変調パターンを切り替える処理の少なくとも一方の処理を含む切替処理と、を実行し、前記制御部は、前記第1移動処理中において、前記第1発振処理を終了した後に、前記切替処理を開始する、レーザ加工装置」である。
【0007】
上記[1]に記載のレーザ加工装置では、制御部が、第1ラインに沿って一方の向きに集光レンズを相対的に移動させる第1移動処理中において、光源にレーザ光を発振させる第1発振処理を終了した後に、レーザ光の照射条件を切り替える切替処理を開始する。これにより、例えば、第1移動処理を終了した後に切替処理を開始する場合に比べ、第2ラインに沿って他方の向きに集光レンズを相対的に移動させる第2移動処理中において、光源にレーザ光を発振させる第2発振処理を早期に開始することができる。よって、上記[1]に記載のレーザ加工装置によれば、タクトタイムの短縮化を図ることができる。
【0008】
本発明のレーザ加工装置は、[2]「前記制御部は、前記第1移動処理と前記第2移動処理との間において、前記第1ライン及び前記第2ラインのそれぞれに沿った方向への前記集光レンズの相対的な移動を停止させる停止処理を更に実行する、上記[1]に記載のレーザ加工装置」であってもよい。当該[2]に記載のレーザ加工装置によれば、停止処理の時間を調整することで、レーザ光の照射条件を切り替える切替処理を確実に完了させることができるため、加工不良の発生を抑制することができる。
【0009】
本発明のレーザ加工装置は、[3]「前記制御部は、前記停止処理中において、前記第1移動処理の終了位置から前記第2移動処理の開始位置に前記集光レンズを相対的に移動させる第3移動処理を更に実行する、上記[2]に記載のレーザ加工装置」であってもよい。当該[3]に記載のレーザ加工装置によれば、第2移動処理の開始位置に集光レンズを確実に位置させることができるため、加工不良の発生を抑制することができる。
【0010】
本発明のレーザ加工装置は、[4]「前記制御部は、前記第1発振処理と前記第2移動処理との間において、前記切替処理を実行する、上記[1]~[3]のいずれか一つに記載のレーザ加工装置」であってもよい。当該[4]に記載のレーザ加工装置によれば、第2発振処理を開始する前に、レーザ光の照射条件を切り替える切替処理を確実に完了させることができるため、タクトタイムの短縮化を図りつつ、加工不良の発生を抑制することができる。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
タップ
1か月前
個人
加工機
1か月前
麗豊実業股フン有限公司
ラクトバチルス・パラカセイNB23菌株及びそれを筋肉量の増加や抗メタボリック症候群に用いる用途
1か月前
株式会社北川鉄工所
回転装置
11日前
株式会社不二越
ドリル
1か月前
日東精工株式会社
ねじ締め機
24日前
株式会社不二越
ドリル
2か月前
日東精工株式会社
ねじ締め機
2か月前
株式会社FUJI
工作機械
2か月前
日東精工株式会社
多軸ねじ締め機
2か月前
株式会社アンド
半田付け方法
1か月前
株式会社ダイヘン
多層盛り溶接方法
1か月前
エフ・ピー・ツール株式会社
リーマ
1か月前
株式会社アンド
半田付け方法
1か月前
日進工具株式会社
エンドミル
1か月前
ブラザー工業株式会社
工作機械
2か月前
株式会社トヨコー
被膜除去方法
26日前
村田機械株式会社
レーザ加工機
25日前
ブラザー工業株式会社
工作機械
2か月前
村田機械株式会社
レーザ加工機
25日前
トヨタ自動車株式会社
接合方法
2か月前
株式会社不二越
超硬合金製ドリル
1か月前
株式会社ダイヘン
溶接装置
2か月前
大肯精密株式会社
自動送り穿孔機
2か月前
トヨタ自動車株式会社
溶接ヘッド
12日前
トヨタ自動車株式会社
溶接ヘッド
11日前
株式会社プロテリアル
金属箔の溶接方法
2か月前
ビアメカニクス株式会社
レーザ加工装置
2か月前
株式会社不二越
管用テーパタップ
2か月前
個人
管の切断装置及び管の切断方法
1か月前
株式会社不二越
摩耗判定装置
3日前
株式会社不二越
スカイビングカッタ
2か月前
株式会社不二越
波形抽出装置
3日前
日東精工株式会社
はんだこて先の製造方法
1か月前
株式会社不二越
通り穴加工用タップ
1か月前
日東精工株式会社
はんだこて先の製造方法
11日前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ