TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025090646
公報種別
公開特許公報(A)
公開日
2025-06-17
出願番号
2025033920,2023128116
出願日
2025-03-04,2018-11-13
発明の名称
蒸着マスクを製造するための金属板
出願人
大日本印刷株式会社
代理人
個人
,
個人
,
個人
主分類
C23C
14/04 20060101AFI20250610BHJP(金属質材料への被覆;金属質材料による材料への被覆;化学的表面処理;金属質材料の拡散処理;真空蒸着,スパッタリング,イオン注入法,または化学蒸着による被覆一般;金属質材料の防食または鉱皮の抑制一般)
要約
【課題】蒸着マスクの製造に適した金属板を提供する。
【解決手段】金属板の複数のサンプルが評価された場合に得られる、補正距離が0.2μmである場合の相関係数が、補正距離が0.1μmである場合の相関係数よりも高く、且つ補正距離が0.3μmである場合の相関係数よりも高く、金属板の複数のサンプル評価された場合に得られる、補正距離が0.2μmである場合の窪み補正容積密度が12000μm
3
/mm
2
以下である。
【選択図】図14
特許請求の範囲
【請求項1】
蒸着マスクを製造するための金属板であって、
前記金属板の複数のサンプルが下記の評価方法によって評価された場合に得られる、補正距離が0.2μmである場合の相関係数が、補正距離が0.1μmである場合の相関係数よりも高く、且つ補正距離が0.3μmである場合の相関係数よりも高く、
前記金属板の複数のサンプルが下記の評価方法によって評価された場合に得られる、補正距離が0.2μmである場合の窪み補正容積密度が12000μm
3
/mm
2
以下であり、
前記評価方法は、
複数の補正距離に基づいてそれぞれ算出される複数の窪み補正容積密度と、リブ部の幅の標準偏差との間の相関係数をそれぞれ求める工程を備え、
前記リブ部は、前記金属板をエッチングすることによって形成される複数の凹部の間に位置し、エッチングされずに残っている前記金属板の表面の部分であり、
前記金属板は、前記金属板の表面に位置する複数の窪みを有し、
前記表面は、0.1mm
2
以上の面積を有する検査領域を含み、前記複数の窪みの一部が、前記検査領域に位置し、
前記複数の窪み補正容積密度はそれぞれ、前記複数の補正距離にそれぞれ対応する窪み補正容積を前記検査領域の面積で割ることによって算出され、
前記窪み補正容積は、前記検査領域に位置する前記複数の前記窪みの前記一部の、前記金属板の厚み方向において前記表面から前記補正距離以上離れた部分の容積の総和であり、
前記容積は、前記複数の前記窪みの前記一部の深さをレーザー顕微鏡によって測定した結果に基づいて算出される、金属板。
発明の詳細な説明
【技術分野】
【0001】
本開示の実施形態は、蒸着マスクを製造するための金属板に関する。
続きを表示(約 3,500 文字)
【背景技術】
【0002】
近年、スマートフォンやタブレットPC等の持ち運び可能なデバイスで用いられる表示装置に対して、高精細であること、例えば画素密度が500ppi以上であることが求められている。また、持ち運び可能なデバイスにおいても、ウルトラハイディフィニション(UHD)に対応することへの需要が高まっており、この場合、表示装置の画素密度が例えば800ppi以上であることが好ましい。
【0003】
表示装置の中でも、応答性の良さ、消費電力の低さやコントラストの高さのため、有機EL表示装置が注目されている。有機EL表示装置の画素を形成する方法として、所望のパターンで配列された貫通孔が形成された蒸着マスクを用い、所望のパターンで画素を形成する方法が知られている。具体的には、はじめに、有機EL表示装置用の基板に対して蒸着マスクを密着させ、次に、密着させた蒸着マスクおよび基板を共に蒸着装置に投入し、有機材料を基板に蒸着させる蒸着工程を行う。これによって、蒸着マスクの貫通孔のパターンに対応したパターンで、基板上に、有機材料を含む画素を形成することができる。
【0004】
蒸着マスクの製造方法としては、フォトリソグラフィー技術を用いたエッチングによって金属板に貫通孔を形成する方法が知られている。例えば、はじめに、金属板の第1面上に露光・現像処理によって第1レジストパターンを形成し、また金属板の第2面上に露光・現像処理によって第2レジストパターンを形成する。次に、金属板の第1面のうち第1レジストパターンによって覆われていない領域をエッチングして、金属板の第1面に第1凹部を形成する。その後、金属板の第2面のうち第2レジストパターンによって覆われていない領域をエッチングして、金属板の第2面に第2凹部を形成する。この際、第1凹部と第2凹部とが通じ合うようにエッチングを行うことにより、金属板を貫通する貫通孔を形成することができる。蒸着マスクを作製するための金属板は、例えば、ニッケルを含む鉄合金からなる母材を圧延することによって作製される。
【先行技術文献】
【特許文献】
【0005】
特許第5382259号公報
【発明の概要】
【0006】
本開示の実施形態は、蒸着マスクの製造に適した金属板を提供することを目的とする。
【0007】
本開示の一実施形態は、蒸着マスクを製造するための金属板であって、
前記金属板の複数のサンプルが下記の評価方法によって評価された場合に得られる、補正距離が0.2μmである場合の相関係数が、補正距離が0.1μmである場合の相関係数よりも高く、且つ補正距離が0.3μmである場合の相関係数よりも高く、
前記金属板の複数のサンプルが下記の評価方法によって評価された場合に得られる、補正距離が0.2μmである場合の窪み補正容積密度が12000μm
3
/mm
2
以下であり、
前記評価方法は、
複数の補正距離に基づいてそれぞれ算出される複数の窪み補正容積密度と、リブ部の幅の標準偏差との間の相関係数をそれぞれ求める工程を備え、
前記リブ部は、前記金属板をエッチングすることによって形成される複数の凹部の間に位置し、エッチングされずに残っている前記金属板の表面の部分であり、
前記金属板は、前記金属板の表面に位置する複数の窪みを有し、
前記表面は、0.1mm
2
以上の面積を有する検査領域を含み、前記複数の窪みの一部が、前記検査領域に位置し、
前記複数の窪み補正容積密度はそれぞれ、前記複数の補正距離にそれぞれ対応する窪み補正容積を前記検査領域の面積で割ることによって算出され、
前記窪み補正容積は、前記検査領域に位置する前記複数の前記窪みの前記一部の、前記金属板の厚み方向において前記表面から前記補正距離以上離れた部分の容積の総和であり、
前記容積は、前記複数の前記窪みの前記一部の深さをレーザー顕微鏡によって測定した結果に基づいて算出される、金属板である。
【0008】
本開示の一実施形態によれば、蒸着マスクの製造に適した金属板を効率的に得ることができる。
【図面の簡単な説明】
【0009】
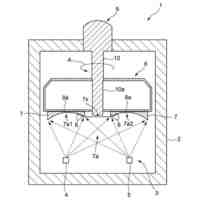
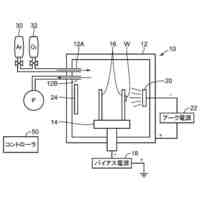
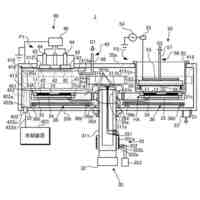
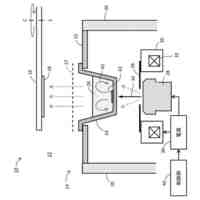
本開示の一実施形態による蒸着マスク装置を備えた蒸着装置を示す図である。
図1に示す蒸着マスク装置を用いて製造した有機EL表示装置(有機EL表示装置中間体)を示す断面図である。
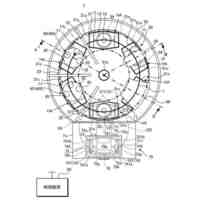
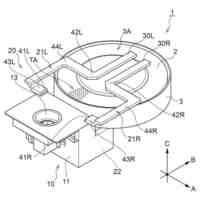
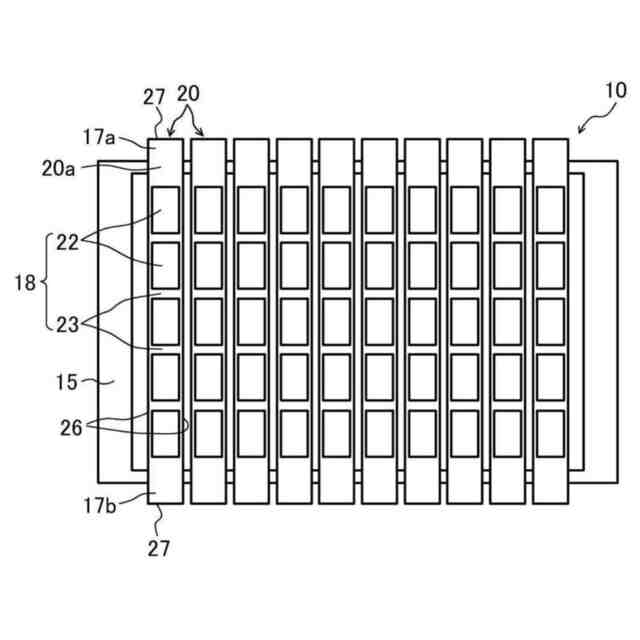
本開示の一実施形態による蒸着マスク装置を示す平面図である。
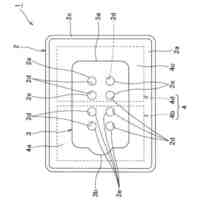
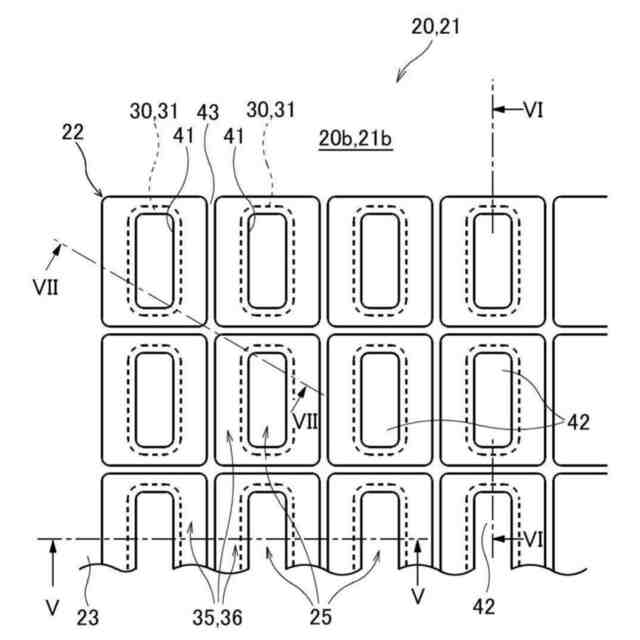
図3に示された蒸着マスクの有効領域を示す部分平面図である。
図4のV-V線に沿った断面図である。
図4のVI-VI線に沿った断面図である。
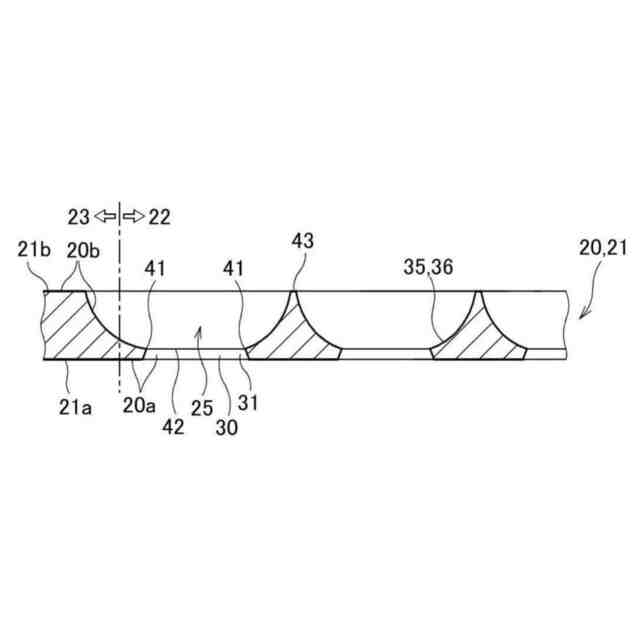
図4のVII-VII線に沿った断面図である。
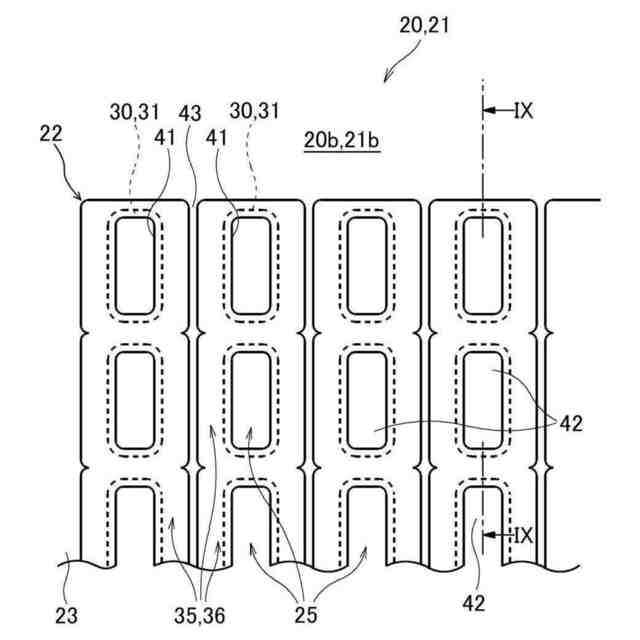
蒸着マスクの有効領域の一変形例を示す部分平面図である。
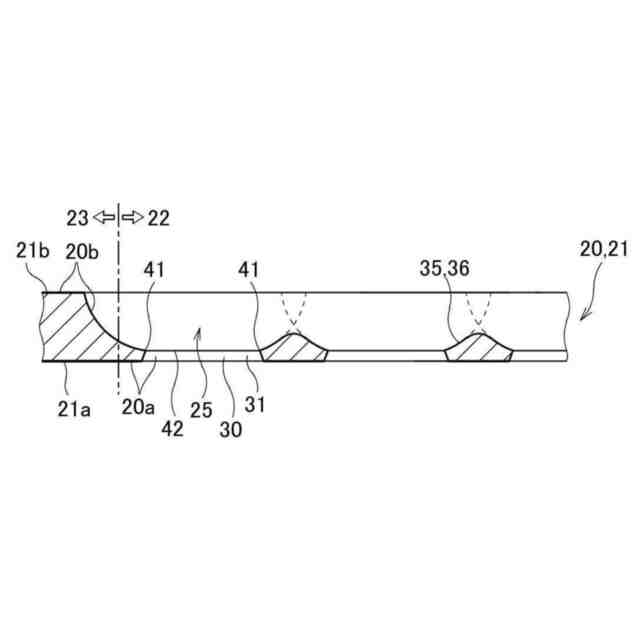
図8のIX-IX線に沿った断面図である。
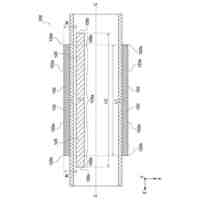
貫通孔およびその近傍の領域を拡大して示す断面図である。
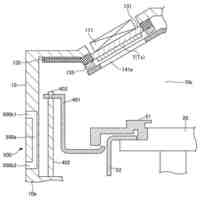
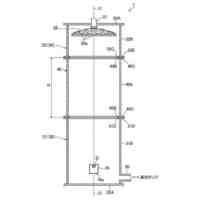
母材を圧延して、所望の厚みを有する金属板を得る工程を示す図である。
圧延によって得られた金属板をアニールする工程を示す図である。
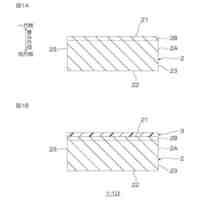
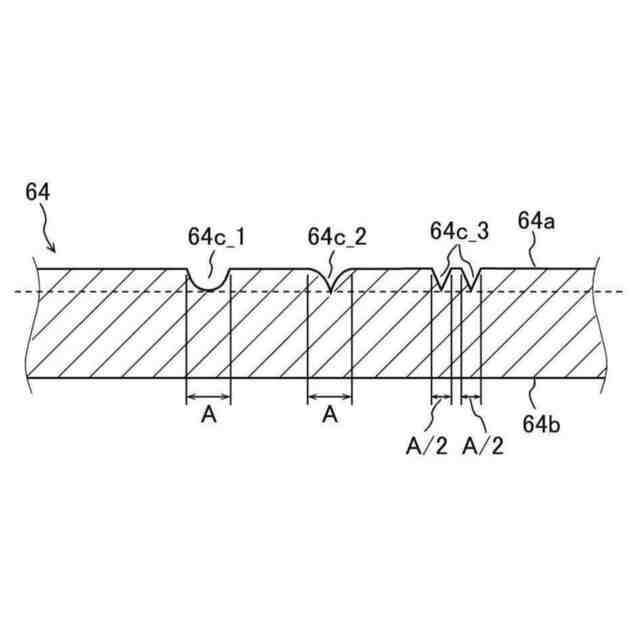
圧延によって得られた金属板の表面に複数の窪みが存在する様子を示す図である。
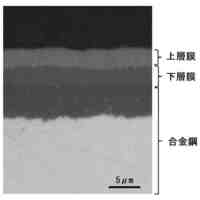
金属板の断面の一例を示す図である。
図14に示す金属板を第1面側からエッチングして第2凹部を形成する工程を示す断面図である。
第1凹部に連通する第2凹部を金属板の第2面側に形成する工程を示す断面図である。
金属板の窪みに起因して貫通孔の開口寸法の精度が低下する様子を説明するための図である。
金属板の検査工程を説明するための平面図である。
金属板の検査工程を説明するための断面図である。
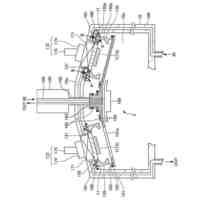
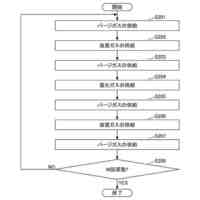
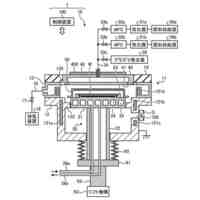
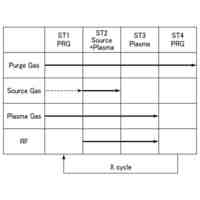
蒸着マスクの製造方法の一例を全体的に説明するための模式図である。
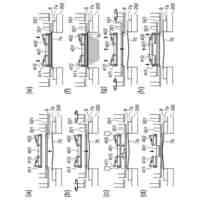
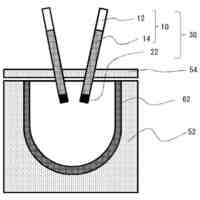
金属板上にレジスト膜を形成する工程を示す図である。
レジスト膜に露光マスクを密着させる工程を示す図である。
レジスト膜を現像する工程を示す図である。
第1面エッチング工程を示す図である。
第1凹部を樹脂によって被覆する工程を示す図である。
第2面エッチング工程を示す図である。
図26に続く第2面エッチング工程を示す図である。
金属板から樹脂及びレジストパターンを除去する工程を示す図である。
第1検査例によって各サンプルの表面の窪みの状態を検査した結果を示す表である。
各金属板に形成した凹部及びリブ部のパターンの一例を示す平面図である。
図30に示す金属板の断面図である。
各金属板に形成した凹部及びリブ部のパターンのその他の例を示す平面図である。
第1検査例によって得られた指標と、各サンプルに形成されたリブ部の寸法精度との相関を示す散布図である。
第2検査例~第5検査例によって金属板の各サンプルの表面の窪みの状態を検査した結果を示す表である。
第2検査例によって得られた指標と、各サンプルに形成されたリブ部の寸法精度との相関を示す散布図である。
第3検査例によって得られた指標と、各サンプルに形成されたリブ部の寸法精度との相関を示す散布図である。
第4検査例によって得られた指標と、各サンプルに形成されたリブ部の寸法精度との相関を示す散布図である。
第5検査例によって得られた指標と、各サンプルに形成されたリブ部の寸法精度との相関を示す散布図である。
選別された複数の金属板の窪み補正容積密度の分布の一例を示す図である。
選別された複数の金属板の窪み補正容積密度の分布の一例を示す図である。
製造された複数の金属板の窪み補正容積密度の分布の一例を示す図である。
【発明を実施するための形態】
【0010】
以下、図面を参照して本開示の一実施の形態について説明する。なお、本件明細書に添付する図面においては、図示と理解のしやすさの便宜上、適宜縮尺および縦横の寸法比等を、実物のそれらから変更し誇張してある。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
株式会社三愛工業所
アルミニウム材
1か月前
株式会社オプトラン
蒸着装置
1か月前
日東電工株式会社
積層体の製造方法
29日前
東京エレクトロン株式会社
基板処理装置
1か月前
東京エレクトロン株式会社
基板処理装置
14日前
DOWAサーモテック株式会社
浸炭方法
1か月前
住友重機械工業株式会社
成膜装置
10日前
信越半導体株式会社
真空蒸着方法
1か月前
黒崎播磨株式会社
溶射用ランス
16日前
株式会社オプトラン
光学薄膜形成装置および方法
1か月前
株式会社カネカ
製膜装置
2か月前
キヤノントッキ株式会社
成膜装置
1か月前
東京エレクトロン株式会社
成膜方法及び成膜装置
1か月前
株式会社神戸製鋼所
成膜方法
2か月前
芝浦メカトロニクス株式会社
成膜装置
2か月前
信越石英株式会社
電極装置及びその製造方法
8日前
芝浦メカトロニクス株式会社
成膜装置
2か月前
株式会社スタジオオーシャンマーク
防錆パック
1か月前
東京エレクトロン株式会社
成膜装置
3日前
株式会社オプトラン
蒸着装置及びこれを用いた蒸着方法
8日前
トヨタ自動車株式会社
鋼部材の接合方法及び鋼製品の製造方法
1か月前
株式会社オリジン
蒸着用電子銃装置
24日前
大日本印刷株式会社
マスク及びマスクの製造方法
1か月前
株式会社不二越
鉄酸化物膜、合金鋼および鉄酸化物膜形成方法
9日前
ENEOS株式会社
加工性付与型防錆油組成物
14日前
東京エレクトロン株式会社
窒化ホウ素膜の成膜方法および成膜装置
1か月前
株式会社オプトラン
成膜装置および蒸着材料の制御管理方法
10日前
株式会社日立製作所
窒化処理部品およびその製造方法
9日前
日本電子株式会社
蒸発装置及び蒸発方法
14日前
東京エレクトロン株式会社
成膜方法及び処理システム
1か月前
株式会社アルバック
成膜装置及び成膜方法
1か月前
東京エレクトロン株式会社
成膜方法及び成膜装置
1か月前
キヤノントッキ株式会社
成膜装置および成膜方法
1か月前
株式会社アルバック
成膜装置及び成膜方法
1か月前
トヨタ自動車株式会社
プラズマCVD装置
1か月前
山陽特殊製鋼株式会社
スパッタリングターゲット
1か月前
続きを見る
他の特許を見る



 特許ウォッチ
特許ウォッチ