TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025090999
公報種別
公開特許公報(A)
公開日
2025-06-18
出願番号
2023205935
出願日
2023-12-06
発明の名称
金属粉末製造装置および金属粉末製造方法
出願人
セイコーエプソン株式会社
代理人
個人
,
個人
,
個人
主分類
B22F
9/08 20060101AFI20250611BHJP(鋳造;粉末冶金)
要約
【課題】微細であり、かつ異形状の粒子の生成が抑制されている金属粉末を製造可能な金属粉末製造装置および金属粉末製造方法を提供すること。
【解決手段】吐出口を有し、前記吐出口から溶融金属を供給する供給部と、前記供給部の下方に設けられ、前記供給部から供給された前記溶融金属が通過する流路、および、前記流路の下方で集束する錐状に流体を噴射するオリフィス、を有する本体部と、前記本体部の下方に設けられ、鉛直方向に延在する管状をなし、前記流路を通過した前記溶融金属、および、前記オリフィスから噴射された前記流体を、内部で互いに接触させる吸込管と、を備え、錐状に噴射された前記流体の頂角は、5°以上10°未満であり、前記流路または前記吸込管の内部の最大負圧が45kPa以上100kPa以下であることを特徴とする金属粉末製造装置。
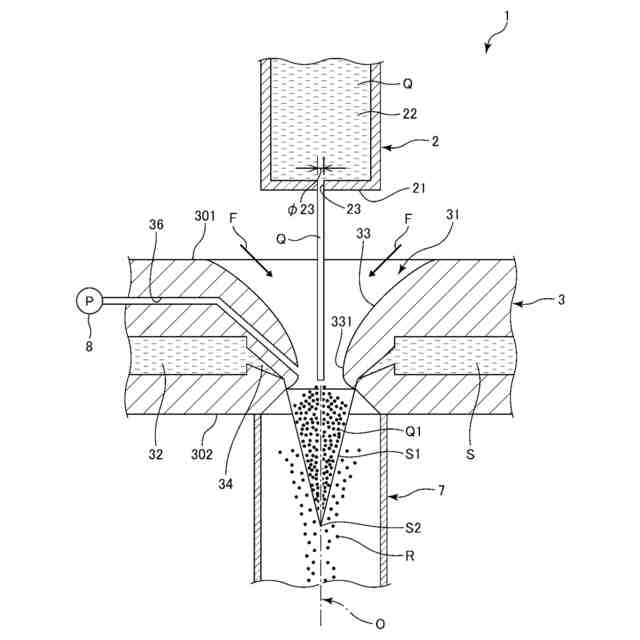
【選択図】図1
特許請求の範囲
【請求項1】
吐出口を有し、前記吐出口から溶融金属を供給する供給部と、
前記供給部の下方に設けられ、前記供給部から供給された前記溶融金属が通過する流路、および、前記流路の下方で集束する錐状に流体を噴射するオリフィス、を有する本体部と、
前記本体部の下方に設けられ、鉛直方向に延在する管状をなす吸込管と、
を備え、
前記流路を通過した前記溶融金属、および、前記オリフィスから噴射された前記流体が、前記吸込管の内部で互いに接触するように構成され、
錐状に噴射された前記流体の頂角は、5°以上10°未満であり、
前記流路または前記吸込管の内部の最大負圧が45kPa以上100kPa以下であることを特徴とする金属粉末製造装置。
続きを表示(約 730 文字)
【請求項2】
前記吸込管の長さは、錐状に噴射された前記流体の頂部が、前記吸込管の上側半分の範囲に位置するように設定されている請求項1に記載の金属粉末製造装置。
【請求項3】
前記吸込管の長さは、1500mm以上である請求項1または2に記載の金属粉末製造装置。
【請求項4】
前記流路は、下方に向かって内径が漸減する形状をなしている請求項1または2に記載の金属粉末製造装置。
【請求項5】
前記オリフィスは、前記流路の内径の最小部よりも下方に位置し、環状をなす開口部を有し、
前記開口部のリング径は、前記最小部の内径よりも大きい請求項4に記載の金属粉末製造装置。
【請求項6】
前記流路に設けられ、前記流路の内径を部分的に絞り込む縮径部を有する請求項4に記載の金属粉末製造装置。
【請求項7】
前記縮径部は、前記流路に対し、着脱可能である請求項6に記載の金属粉末製造装置。
【請求項8】
前記吐出口の内径は、2.0mm以上6.0mm以下である請求項1または2に記載の金属粉末製造装置。
【請求項9】
前記オリフィスから噴射される前記流体は、液体である請求項1または2に記載の金属粉末製造装置。
【請求項10】
鉛直方向に延在し、45kPa以上100kPa以下の負圧が形成されている減圧空間において、頂角が5°以上10°未満になるように下方に向けて錐状に噴射させた流体と、落下させる溶融金属の液滴と、を接触させることにより、前記液滴を冷却固化させることを特徴とする金属粉末製造方法。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は、金属粉末製造装置および金属粉末製造方法に関するものである。
続きを表示(約 1,400 文字)
【背景技術】
【0002】
特許文献1には、溶融金属を供給する供給部と、供給部の下方に設置され、供給部から供給された溶融金属が通過可能な流路、および、流路の下端部に開口し、流路に流体を噴射するオリフィスが形成されたノズルと、を有する金属粉末製造装置が開示されている。この製造装置では、オリフィスから噴射された流体に、流路を通過した溶融金属を接触させることで、溶融金属を飛散させて、金属粉末を製造する。このような製造装置によれば、微細で粒径が揃った金属粉末を、効率よく製造することができる。
【先行技術文献】
【特許文献】
【0003】
特開2013-129916号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
近年、金属粉末の微細化とともに粒子形状の制御が重要になっている。特に、異形状の粒子の生成が抑制された金属粉末を製造可能な装置が求められている。
【課題を解決するための手段】
【0005】
本発明の適用例に係る金属粉末製造装置は、
吐出口を有し、前記吐出口から溶融金属を供給する供給部と、
前記供給部の下方に設けられ、前記供給部から供給された前記溶融金属が通過する流路、および、前記流路の下方で集束する錐状に流体を噴射するオリフィス、を有する本体部と、
前記本体部の下方に設けられ、鉛直方向に延在する管状をなす吸込管と、
を備え、
前記流路を通過した前記溶融金属、および、前記オリフィスから噴射された前記流体が、前記吸込管の内部で互いに接触するように構成され、
錐状に噴射された前記流体の頂角は、5°以上10°未満であり、
前記流路または前記吸込管の内部の最大負圧が45kPa以上100kPa以下である。
【0006】
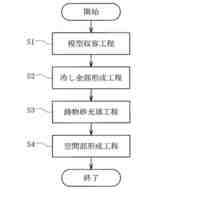
本発明の適用例に係る金属粉末製造方法は、
鉛直方向に延在し、45kPa以上100kPa以下の負圧が形成されている減圧空間において、頂角が5°以上10°未満になるように下方に向けて錐状に噴射させた流体と、落下させる溶融金属の液滴と、を接触させることにより、前記液滴を冷却固化させる。
【図面の簡単な説明】
【0007】
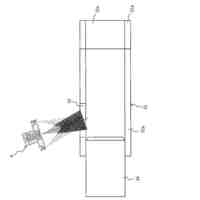
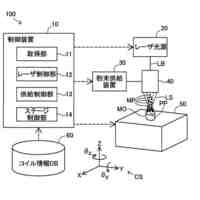
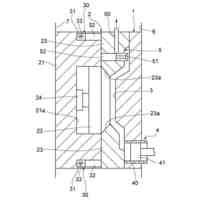
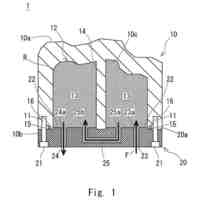
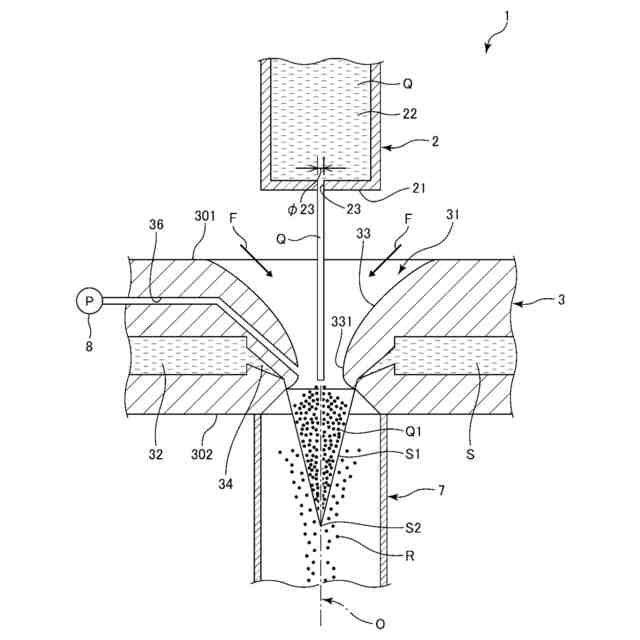
第1実施形態に係る金属粉末製造装置を示す模式図(縦断面図)である。
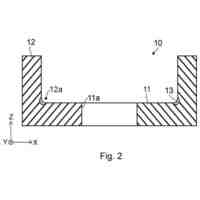
図1の部分拡大図である。
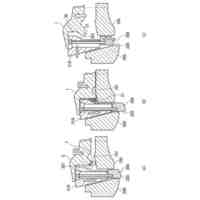
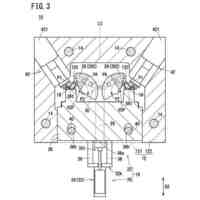
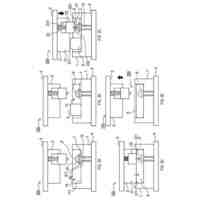
第2実施形態に係る金属粉末製造装置の一部を示す模式図(縦断面図)である。
図3の部分拡大図である。
【発明を実施するための形態】
【0008】
以下、本発明の金属粉末製造装置および金属粉末製造方法について、添付図面を参照しつつ詳細に説明する。
【0009】
1.第1実施形態
図1は、第1実施形態に係る金属粉末製造装置1を示す模式図(縦断面図)である。図2は、図1の部分拡大図である。
【0010】
図1に示す金属粉末製造装置1は、溶融金属Qをアトマイズ法により粉末化して、金属粉末Rを製造する装置である。金属粉末製造装置1は、溶融金属Qを供給する供給部2と、供給部2の下方に設けられた本体部3と、本体部3の下方に設けられた吸込管7と、排気ポンプ8と、を有する。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
ピストンの低圧鋳造金型
1か月前
株式会社プロテリアル
合金粉末の製造方法
2か月前
株式会社キャステム
鋳造品の製造方法
2か月前
トヨタ自動車株式会社
鋳バリ抑制方法
2か月前
芝浦機械株式会社
成形機
4か月前
芝浦機械株式会社
成形機
4か月前
個人
透かし模様付き金属板の製造方法
5か月前
トヨタ自動車株式会社
突き折り棒
1か月前
株式会社日本高熱工業社
潤滑剤塗布装置
4か月前
株式会社浅沼技研
鋳型及びその製造方法
3か月前
トヨタ自動車株式会社
ケースの製造方法
13日前
株式会社プロテリアル
金属付加製造物の製造方法
3か月前
トヨタ自動車株式会社
金型冷却構造
1か月前
大同特殊鋼株式会社
鋼塊の製造方法
3か月前
日本製鉄株式会社
Al脱酸鋼の連続鋳造方法
2か月前
福田金属箔粉工業株式会社
Cu系粉末
9日前
株式会社豊田中央研究所
積層造形装置
19日前
株式会社神戸製鋼所
炭素-銅含有粉末
1か月前
ポーライト株式会社
焼結部品の製造方法
4か月前
日立Astemo株式会社
成形装置
2か月前
デザインパーツ株式会社
冷却装置及び冷却方法
4か月前
セイコーエプソン株式会社
製造方法
1か月前
株式会社神戸製鋼所
鋼の製造方法
4か月前
トヨタ自動車株式会社
焼結部材及びその製造方法
2か月前
大同特殊鋼株式会社
金属溶湯の出湯状態判定方法
6日前
日本鋳造株式会社
押湯切断装置および押湯切断方法
1か月前
トヨタ自動車株式会社
ダイカスト装置
1か月前
トヨタ自動車株式会社
金型
1か月前
虹技株式会社
耐熱鋳鉄系金属短繊維とその製造方法
1か月前
株式会社マテリアル・コンセプト
銅焼結体の製造方法
3か月前
株式会社日本触媒
炭素材料被覆金属粒子およびその製造方法
2か月前
日本製鉄株式会社
鋳片の連続鋳造方法
1か月前
トヨタ自動車株式会社
鋳造装置、及び、その制御方法
2か月前
古河機械金属株式会社
銅粒子、導電性ペースト及び基板
2か月前
株式会社トウネツ
溶湯保持炉
5か月前
フタバ産業株式会社
成形品の製造方法
4か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ