TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025091696
公報種別
公開特許公報(A)
公開日
2025-06-19
出願番号
2023207106
出願日
2023-12-07
発明の名称
締結部品
出願人
株式会社タンガロイ
代理人
個人
,
個人
,
個人
,
個人
主分類
B23C
5/26 20060101AFI20250612BHJP(工作機械;他に分類されない金属加工)
要約
【課題】六角穴へ六角レンチを挿し込む際及び六角穴へ挿し込んだ六角レンチを回す際の変形を効果的に抑制可能な締結部品を提供する。
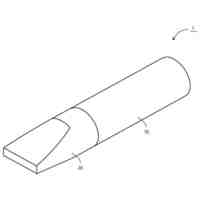
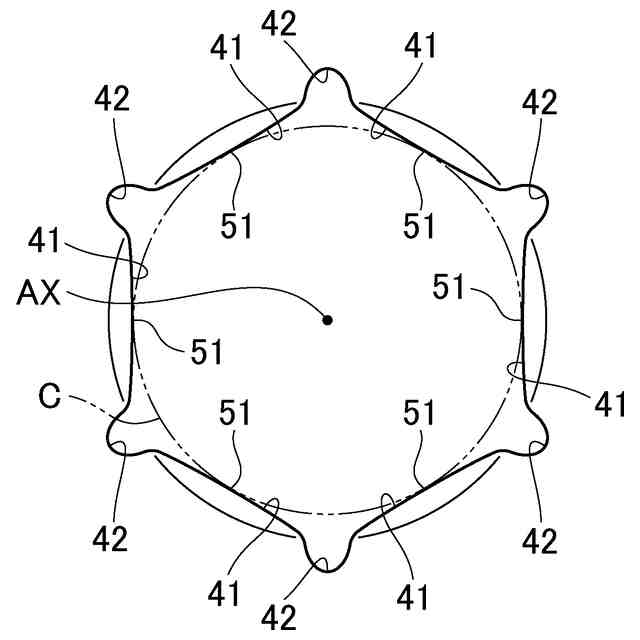
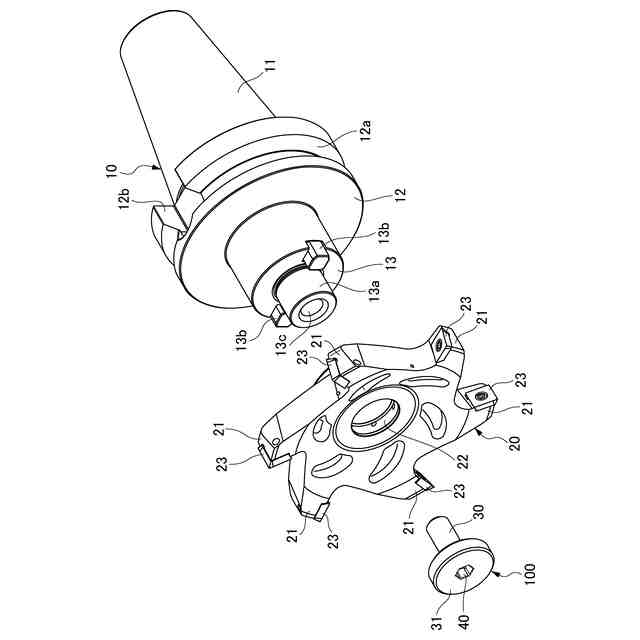
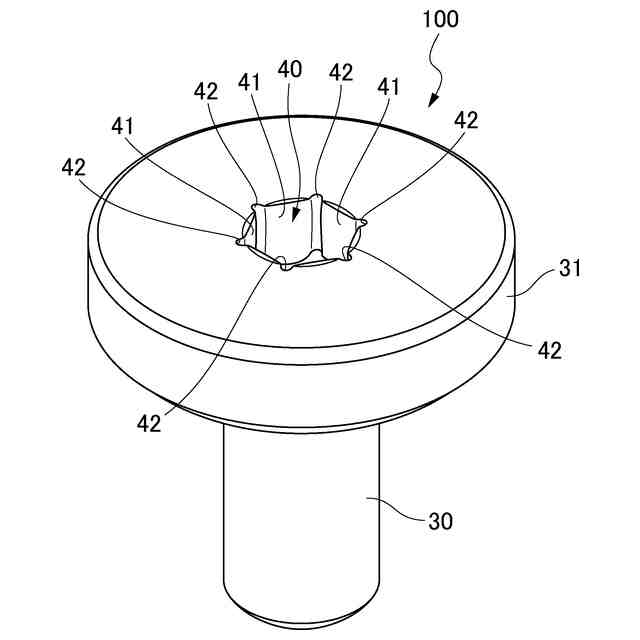
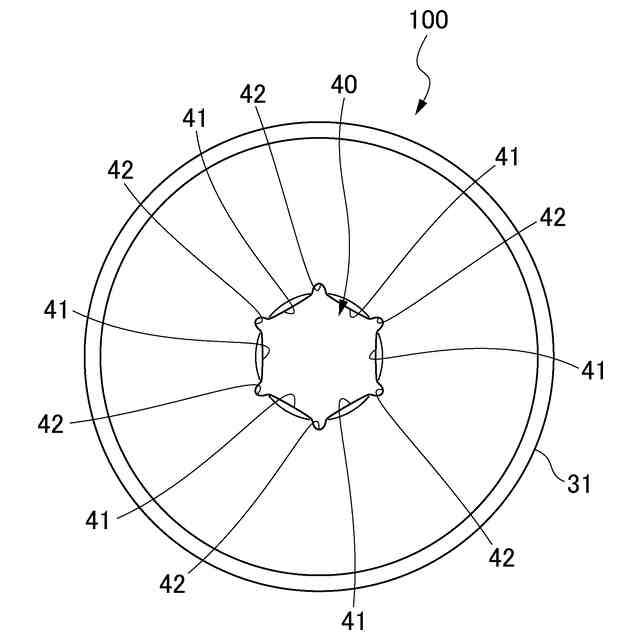
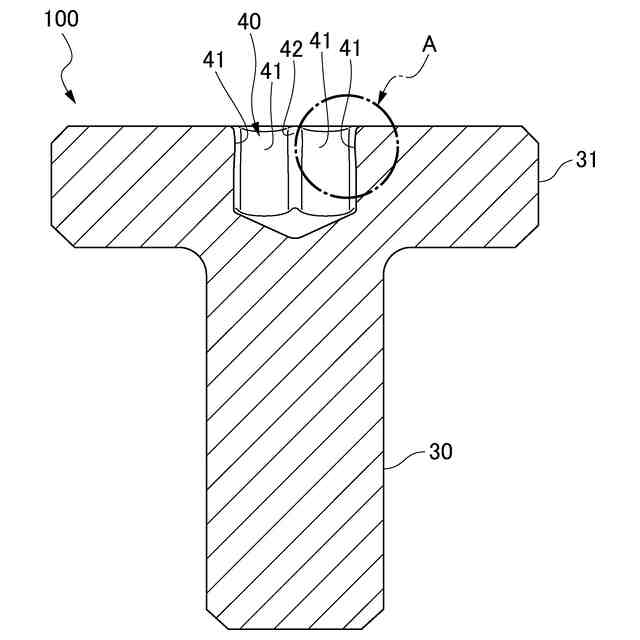
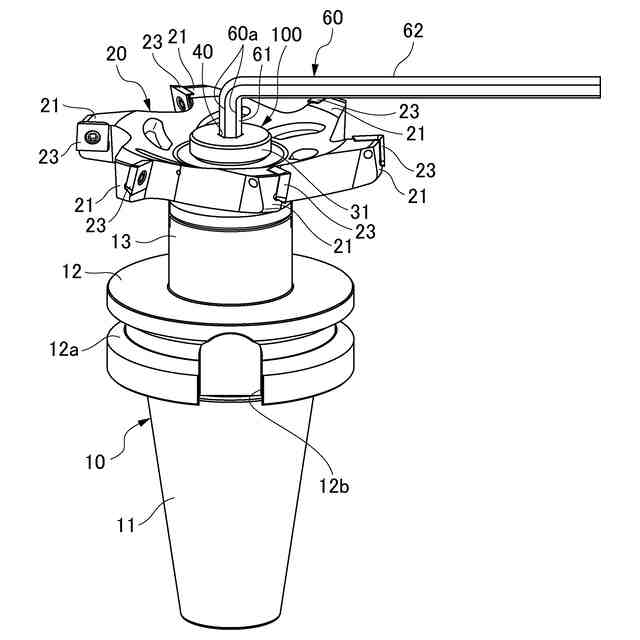
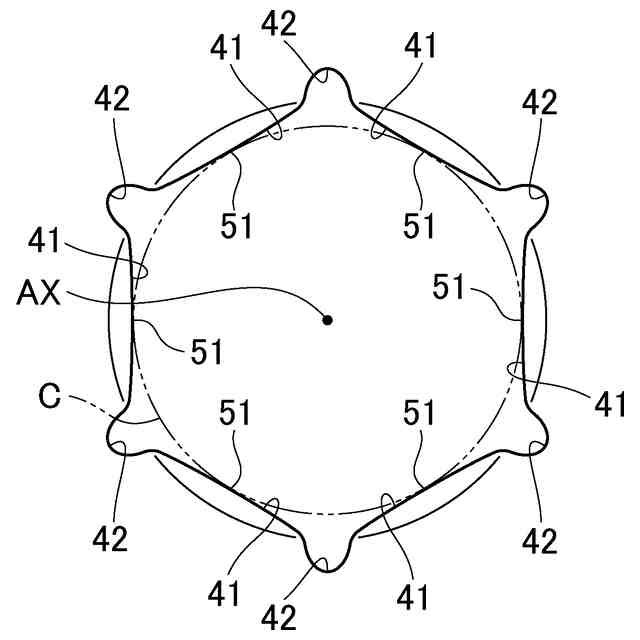
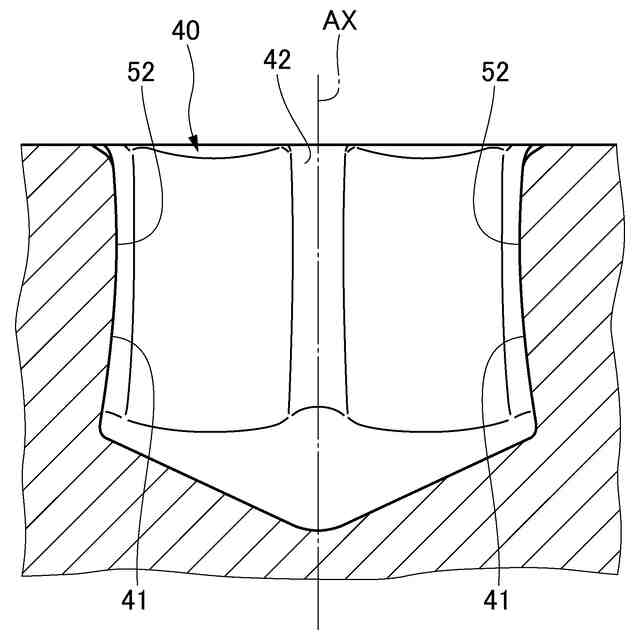
【解決手段】アーバ10に締結されて回転切削工具であるカッタ20をアーバ10に固定する締結部品100であって、アーバ10のめねじ13cに螺合される軸部30と、アーバ10への締結側と反対側の端面における軸中心AXに形成されて六角レンチ60が挿し込み可能な六角穴40と、を備え、六角穴40は、上面視において、六角レンチ60との接触部に凸円弧形状の上面凸円弧部51を有し、側面視において、凸円弧形状の側面凸円弧部52を有する。
【選択図】図7
特許請求の範囲
【請求項1】
アーバに締結されて回転切削工具を前記アーバに固定する締結部品であって、
前記アーバのめねじに螺合される軸部と、
前記アーバへの締結側と反対側の端面における軸中心に形成されて六角レンチが挿し込み可能な六角穴と、
を備え、
前記六角穴は、上面視において、前記六角レンチとの接触部に凸円弧形状の上面凸円弧部を有し、側面視において、凸円弧形状の側面凸円弧部を有する、
締結部品。
続きを表示(約 390 文字)
【請求項2】
前記上面凸円弧部は、前記六角穴の内接円の直径よりも大きい円弧を有している、
請求項1に記載の締結部品。
【請求項3】
前記側面凸円弧部は、前記上面凸円弧部よりも大きい円弧を有している、
請求項1に記載の締結部品。
【請求項4】
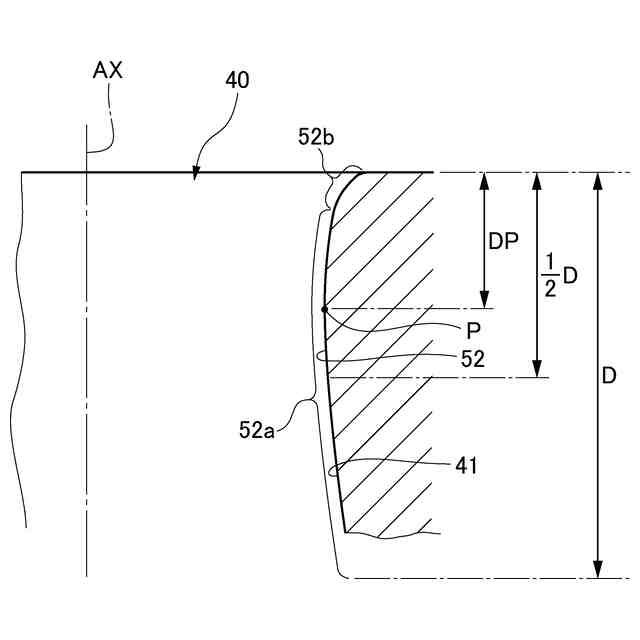
前記側面凸円弧部における前記六角穴の軸中心に最も近い点は、前記六角穴の深さの半分以下の位置に配置されている、
請求項1に記載の締結部品。
【請求項5】
前記側面凸円弧部は、少なくとも2つの凸円弧部からなる、
請求項1に記載の締結部品。
【請求項6】
前記側面凸円弧部は、少なくとも2つの凸円弧部からなり、
前記六角穴の軸中心に最も近い凸円弧部は、他の凸円弧部より大きな円弧を有する、
請求項1に記載の締結部品。
発明の詳細な説明
【技術分野】
【0001】
本発明は、締結部品に関する。
続きを表示(約 1,400 文字)
【背景技術】
【0002】
正面フライス、シェルエンドミル、ボーリングカッタ、サイドカッタ等の回転切削工具をアーバに固定する締結部品としては、六角穴付きボルトを使用することが知られている。この締結部品は、六角穴に六角レンチを挿し込んで回すことにより、アーバに対する締結及び締結の解除が行われる。この六角穴付きボルトの六角穴の形状には、例えば、特許文献1,2で開示されたものがある。
【先行技術文献】
【特許文献】
【0003】
特開2000-97217号公報
特開2013-113308号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
ところで、上記の締結部品では、六角穴に六角レンチが挿し込まれる際に、六角レンチが傾いていると、六角穴の内壁面に六角レンチの先端部が接触する。これにより、六角穴の内壁面または六角レンチに変形が生じるおそれがある。このため、締結部品としては、六角穴の内壁面や六角レンチの変形を抑えるために、六角穴の形状のさらなる改善が望まれている。
【0005】
本発明は、上記事情に鑑みてなされたもので、六角穴へ六角レンチを挿し込む際及び六角穴へ挿し込んだ六角レンチを回す際の変形を効果的に抑制可能な締結部品を提供することを目的としている。
【課題を解決するための手段】
【0006】
本発明の一態様に係る締結部品は、アーバに締結されて回転切削工具をアーバに固定する締結部品であって、アーバのめねじに螺合される軸部と、アーバへの締結側と反対側の端面における軸中心に形成されて六角レンチが挿し込み可能な六角穴と、を備え、六角穴は、上面視において、六角レンチとの接触部に凸円弧形状の上面凸円弧部を有し、側面視において、凸円弧形状の側面凸円弧部を有する構成とされている。
【0007】
上記構造の締結部品では、六角穴は、上面視において、六角レンチとの接触部に凸円弧形状の上面凸円弧部を有している。例えば、六角穴が上面視で直線となっていると、六角レンチによる締め付け時に、六角レンチのエッジ部が六角穴の内壁面に接触してエッジ部または六角穴が凹むおそれがある。上面視において、六角レンチとの接触部に凸円弧形状の上面凸円弧部を有することにより、内壁面と六角レンチとの接触面積が大きくなり、接触部の応力が緩和され、エッジ部や内壁面の凹みなどの変形の発生を抑制できる。
また、上記構造の締結部品では、六角穴は、側面視において、凸円弧形状の側面凸円弧部を有している。例えば、六角穴が側面視で直線となっていると、六角レンチが斜めに挿し込まれた際に、六角レンチの先端部が内壁面に干渉し、六角レンチの先端部または六角穴が凹むおそれがある。側面視において、凸円弧形状の側面凸円弧部を有することにより、六角レンチを六角穴の奥へ円滑に案内し、六角穴の内壁面への六角レンチの先端部の接触による六角レンチまたは六角穴の凹みなどの変形の発生を抑制できる。
【0008】
上面凸円弧部は、六角穴の内接円の直径よりも大きい円弧を有していてもよい。
【0009】
側面凸円弧部は、上面凸円弧部よりも大きい円弧を有していてもよい。
【0010】
側面凸円弧部における六角穴の軸中心に最も近い点は、六角穴の深さの半分以下の位置に配置されていてもよい。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
タップ
1か月前
個人
加工機
1か月前
麗豊実業股フン有限公司
ラクトバチルス・パラカセイNB23菌株及びそれを筋肉量の増加や抗メタボリック症候群に用いる用途
1か月前
株式会社不二越
ドリル
2か月前
日東精工株式会社
ねじ締め機
2か月前
日東精工株式会社
ねじ締め機
25日前
株式会社北川鉄工所
回転装置
12日前
株式会社不二越
ドリル
1か月前
日東精工株式会社
多軸ねじ締め機
2か月前
株式会社FUJI
工作機械
2か月前
株式会社アンド
半田付け方法
1か月前
株式会社アンド
半田付け方法
1か月前
株式会社ダイヘン
多層盛り溶接方法
1か月前
日進工具株式会社
エンドミル
1か月前
エフ・ピー・ツール株式会社
リーマ
1か月前
ブラザー工業株式会社
工作機械
2か月前
ブラザー工業株式会社
工作機械
2か月前
村田機械株式会社
レーザ加工機
26日前
村田機械株式会社
レーザ加工機
26日前
株式会社トヨコー
被膜除去方法
27日前
トヨタ自動車株式会社
接合方法
2か月前
株式会社不二越
超硬合金製ドリル
1か月前
トヨタ自動車株式会社
溶接ヘッド
12日前
トヨタ自動車株式会社
溶接ヘッド
13日前
ビアメカニクス株式会社
レーザ加工装置
2か月前
株式会社プロテリアル
金属箔の溶接方法
2か月前
大肯精密株式会社
自動送り穿孔機
2か月前
株式会社ダイヘン
溶接装置
2か月前
株式会社不二越
管用テーパタップ
2か月前
日東精工株式会社
はんだこて先の製造方法
1か月前
株式会社不二越
通り穴加工用タップ
2か月前
個人
管の切断装置及び管の切断方法
1か月前
株式会社不二越
スカイビングカッタ
2か月前
株式会社不二越
波形抽出装置
4日前
株式会社不二越
摩耗判定装置
4日前
日東精工株式会社
はんだこて先の製造方法
12日前
続きを見る
他の特許を見る


 特許ウォッチ
特許ウォッチ