TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025093414
公報種別
公開特許公報(A)
公開日
2025-06-24
出願番号
2023209031
出願日
2023-12-12
発明の名称
工作機械
出願人
DMG森精機株式会社
代理人
弁理士法人タス・マイスター
主分類
B23Q
15/013 20060101AFI20250617BHJP(工作機械;他に分類されない金属加工)
要約
【課題】従来開示されていない新規な振動加工を行うことが可能な工作機械を提供する。
【解決手段】工作機械の制御部は、ワーク保持部と工具保持部とを、軸線方向に沿って相対的に移動させる送り動作を実行させながら、半径方向に相対的に振動させる振動動作を実行させる。制御部は、切り込み動作を実行した後に振動動作を伴った旋削動作を実行する振動旋削サイクルを複数回実行し、ワークの回転位相に対する振動動作の位相を、前後の振動旋削サイクル間で逆位相とし、且つ旋削動作における工具の移動軌跡が前後の振動旋削サイクル間で一部交差するように動作させる。制御部は、複数回の振動旋削サイクルを実行した後、振動動作を伴わない旋削動作である仕上げ旋削動作を複数回実行させる。
【選択図】図3
特許請求の範囲
【請求項1】
ワークを加工するための工具を保持する工具保持部と、ワークを保持するワーク保持部と、該ワーク保持部を軸線中心に回転させる回転駆動部と、前記ワーク保持部と前記工具保持部とを相対的に、前記軸線に沿った方向、及び該軸線と直交する方向に移動させる送り機構部と、前記回転駆動部及び送り機構部をNCプログラムに従って制御する制御部とを備え、該制御部は、NCプログラムに基づいた制御の下、ワークを保持した前記ワーク保持部と工具を保持した前記工具保持部とを、前記軸線と直交するX軸方向に移動させて前記ワークに前記工具を切り込ませる切り込み動作を実行した後、前記軸線と平行なZ軸方向に移動させて前記ワークを旋削加工する旋削動作を実行し、該旋削動作では、前記Z軸方向に沿って移動させる送り動作を実行しながら、X軸方向に所定の周波数で進退振動させる振動動作を実行させるように構成された工作機械であって、
前記制御部は、
前記切り込み動作を実行した後に前記振動動作を伴った旋削動作を実行する振動旋削サイクルを実行し、該振動旋削サイクルを実行した後、前記振動動作を伴わない旋削動作である非振動旋削サイクルを実行するように構成され、振動旋削サイクル後の非振動旋削サイクルでは、該非振動旋削サイクルにおける工具の移動軌跡がその前の振動旋削サイクルにおける工具の移動軌跡と、少なくとも一部において重なるように構成された工作機械。
続きを表示(約 1,200 文字)
【請求項2】
前記制御部は、
前記振動旋削サイクルを複数回繰り返して実行し、該振動旋削サイクルと振動切削サイクルとの間に、前記振動動作を伴わない非振動旋削サイクルを少なくとも1回実行するように構成された請求項1記載の工作機械。
【請求項3】
ワークを加工するための工具を保持する工具保持部と、ワークを保持するワーク保持部と、該ワーク保持部を軸線中心に回転させる回転駆動部と、前記ワーク保持部と前記工具保持部とを相対的に、前記軸線に沿った方向、及び該軸線と直交する方向に移動させる送り機構部と、前記回転駆動部及び送り機構部をNCプログラムに従って制御する制御部とを備え、該制御部は、NCプログラムに基づいた制御の下、ワークを保持した前記ワーク保持部と工具を保持した前記工具保持部とを、前記軸線と直交するX軸方向に移動させて前記ワークに前記工具を切り込ませる切り込み動作を実行した後、前記軸線と平行なZ軸方向に移動させて前記ワークを旋削加工する旋削動作を実行し、該旋削動作では、前記Z軸方向に沿って移動させる送り動作を実行しながら、X軸方向に所定の周波数で進退振動させる振動動作を実行させるように構成された工作機械であって、
前記制御部は、
前記切り込み動作を実行した後に前記振動動作を伴った旋削動作を実行する振動旋削サイクルと、前記切り込み動作を実行した後に前記振動動作を伴わない旋削動作を実行する非振動旋削サイクルとを交互に、それぞれ1回以上繰り返して実行するように構成された工作機械。
【請求項4】
前記制御部は、
前記振動旋削サイクルを実行した後に実行する前記非振動旋削サイクルにおいて、その旋削動作における工具の移動軌跡が、直前の振動旋削サイクルの振動動作における工具の移動軌跡と、少なくとも一部において重なるように動作させる請求項3記載の工作機械。
【請求項5】
前記制御部は、
前記振動旋削サイクルと、前記非振動旋削サイクルとを交互に、それぞれ複数回繰り返して実行するとともに、前後の振動旋削サイクルにおいて、前記ワークの回転位相に対する振動動作の位相を、前後の振動旋削サイクル間で同位相となるように動作させる請求項3記載の工作機械。
【請求項6】
前記制御部は、
最後の前記振動旋削サイクルを実行した後、前記非振動旋削サイクルとしての仕上げ旋削サイクルを1回以上実行するように構成された請求項3記載の工作機械。
【請求項7】
前記制御部は、
前記仕上げ切削サイクルにおいて、最後の仕上げ切削サイクルでは、前記切り込み動作を実行せず、それより前の仕上げ切削サイクルでは、前記切り込み動作を実行するように構成された請求項6記載の工作機械。
発明の詳細な説明
【技術分野】
【0001】
本件は、ワークを旋削加工する工作機械に関する。
続きを表示(約 1,500 文字)
【背景技術】
【0002】
これまで、ワークを旋削加工する工作機械として、工具を保持する工具保持部と、ワークを保持するワーク保持部と、ワーク保持部をワークの軸線中心に回転させる回転駆動部と、ワーク保持部と工具保持部とを相対的に、前記軸線に沿った方向に移動させる送り機構部と、NCプログラムに基づいて送り機構部の移動を制御する制御部と、を備える工作機械が知られている。このような工作機械には、NC旋盤や複合加工機などが含まれる。
【0003】
このような旋削加工において生じる切り屑の中には、工具にカール状に巻き付く長い切り屑が生じることがある。そして、このような切り屑が生じると、ワークの加工面を引っ掻いたり、工具に高い負荷が作用して工具が損傷するおそれがある。特に、ねじ切り加工の場合には、Z軸方向(軸線)への工具の送り速度が加工すべきねじピッチに依存され、その速度が一般的な旋削に比べて速いため、切りくずから受ける影響が大きい。そこで、特許文献1のような新たな加工方法が提案されている。
【先行技術文献】
【特許文献】
【0004】
米国特許第10610993号(特許第6914840号公報)
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかし、旋削加工の分野では、工作機械が備えている加工上の性能、工具の形状や材質、ワークの形状や材質などに応じて多様な加工態様が求められ、それに対応した加工が求められている。
【課題を解決するための手段】
【0006】
そこで、新たな加工ができる工作機械、情報処理装置、方法、プログラムなどを提供するものである。
【発明の効果】
【0007】
本発明によれば、新たな加工ができる。
【図面の簡単な説明】
【0008】
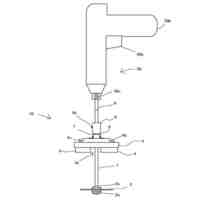
本発明の一実施形態に係る工作機械の運動機構系の主要な構成を示した説明図である。
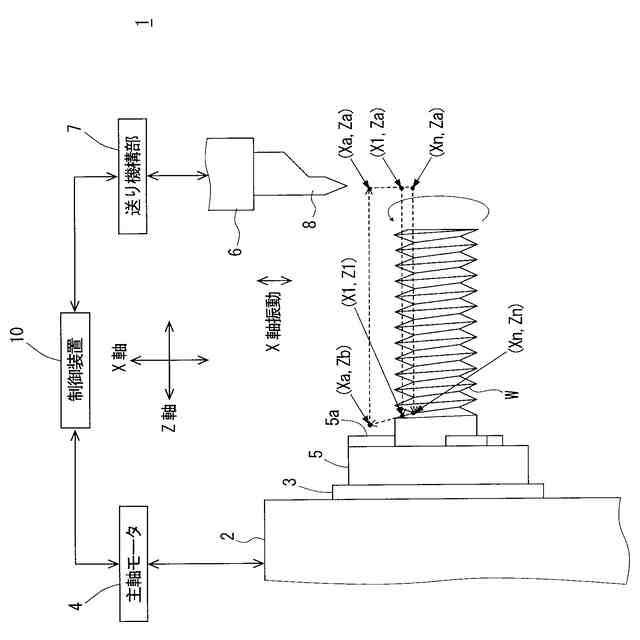
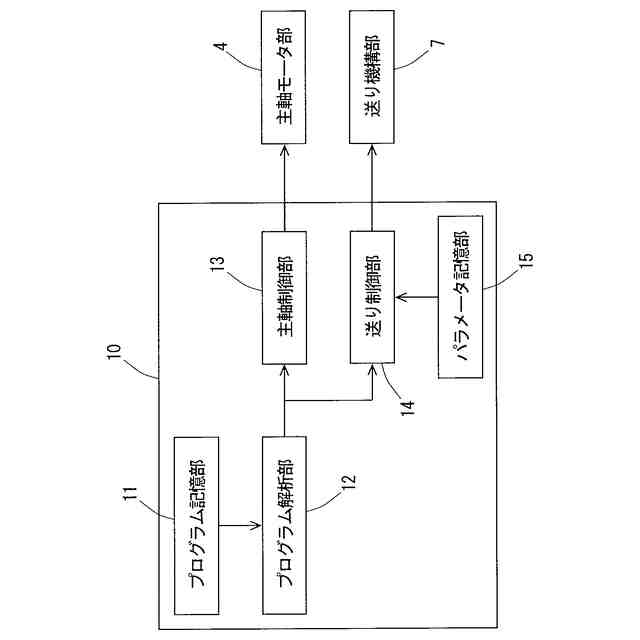
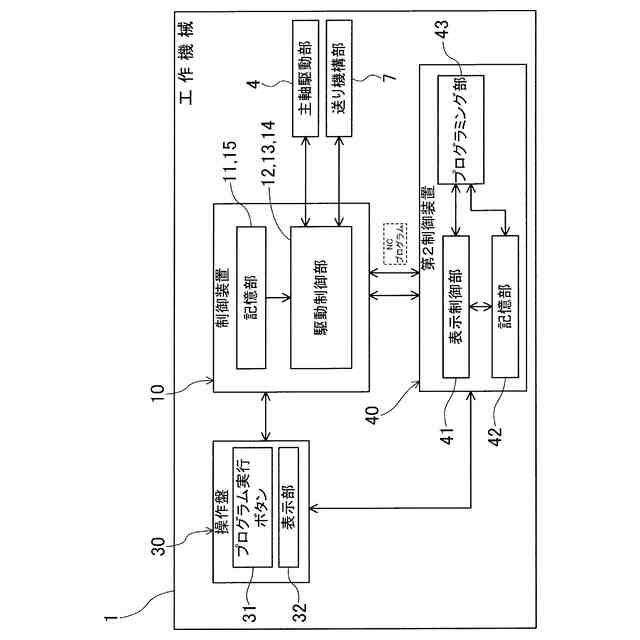
本実施形態に係る工作機械の制御系の主要な構成を示したブロック図である。
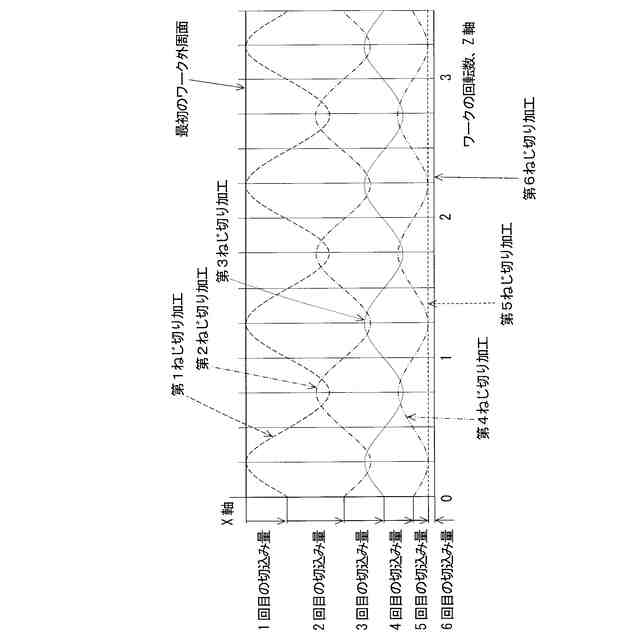
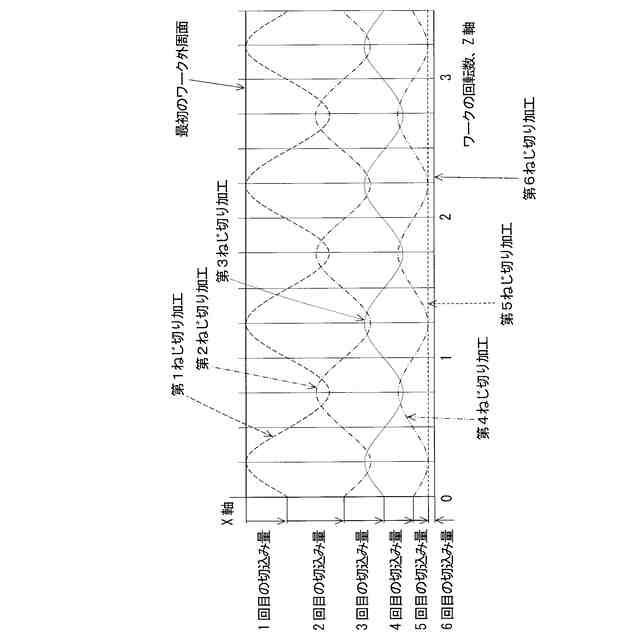
第1の態様のねじ切り加工における、半径方向から見たツールパスを示した説明図である。
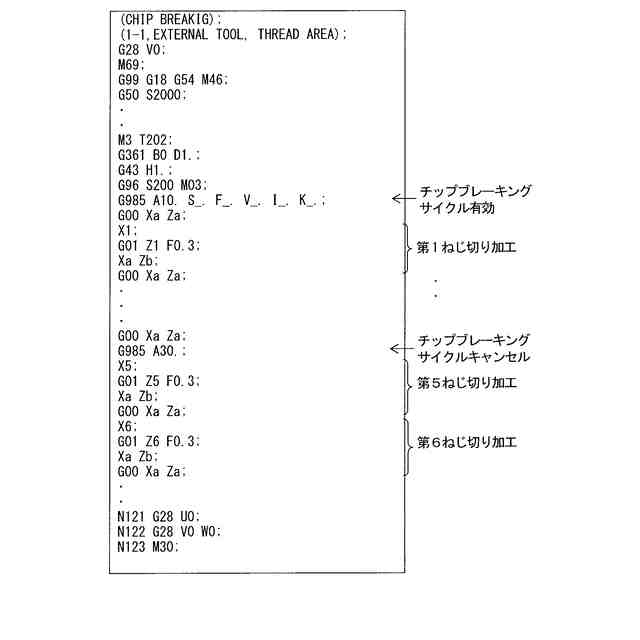
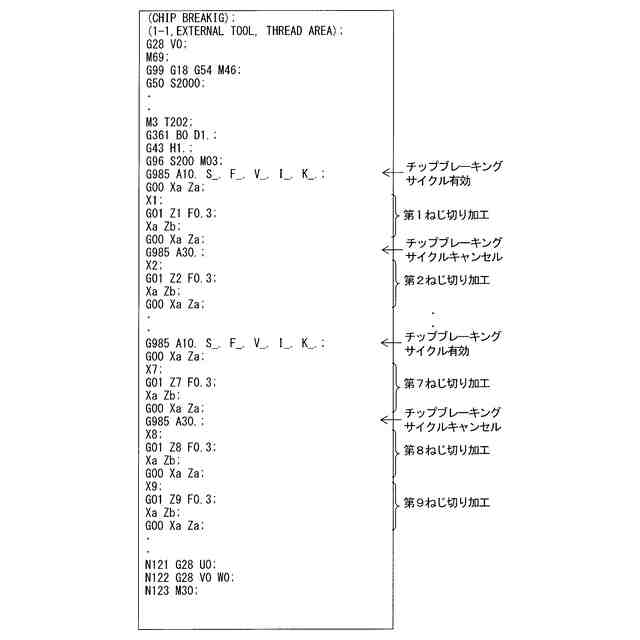
第1の態様に係るねじ切り加工を実行するためのNCプログラムの一例を示した説明図である。
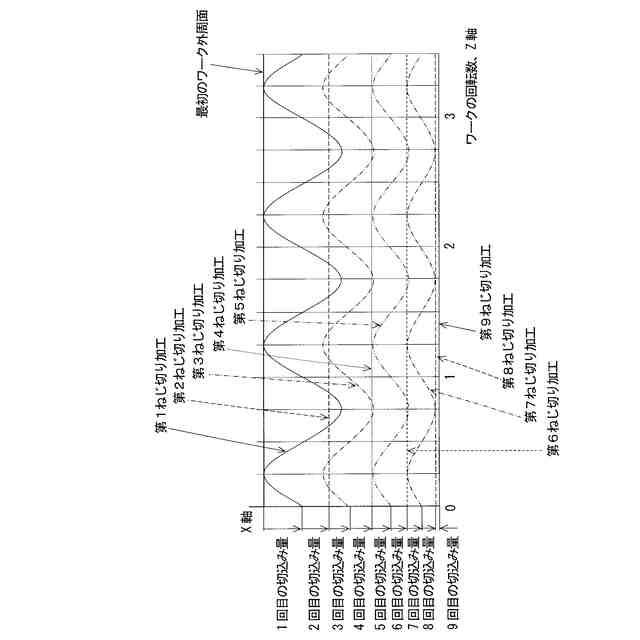
第2の態様のねじ切り加工における、半径方向から見たツールパスを示した説明図である。
第2の態様に係るねじ切り加工を実行するためのNCプログラムの一例を示した説明図である。
本発明の参考的態様に係る工作機械を示したブロック図である。
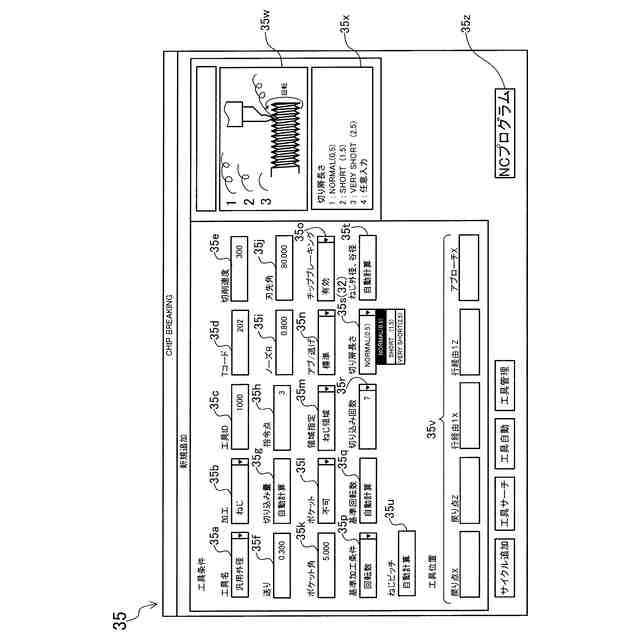
図7に示したプログラミング部によって、操作盤の表示部に表示される入力画面を示した説明図である。
【発明を実施するための形態】
【0009】
以下、本発明の具体的な実施の形態について、図面を参照しながら説明する。図1は、本実施形態に係る工作機械の運動機構系の主要な構成を示した平面図であり、図2は、制御系の主要構成を示したブロック図である。
【0010】
図1及び図2に示すように、本例の工作機械1は、ワークWを工具8によって旋削加工する所謂NC旋盤である。このようなNC旋盤は、一般的に、ワークWに対して、外径加工、内径加工、端面加工、穴あけ加工、溝入れ加工及びねじ切り加工等を行うことができるようになっているが、本例では、特に、ねじ切り加工を好適に行うことができるように工夫されたものである。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
タップ
1か月前
個人
加工機
1か月前
麗豊実業股フン有限公司
ラクトバチルス・パラカセイNB23菌株及びそれを筋肉量の増加や抗メタボリック症候群に用いる用途
1か月前
株式会社不二越
ドリル
2か月前
日東精工株式会社
ねじ締め機
2か月前
株式会社不二越
ドリル
1か月前
株式会社北川鉄工所
回転装置
21日前
日東精工株式会社
ねじ締め機
1か月前
日東精工株式会社
ねじ締め装置
2日前
株式会社FUJI
工作機械
6日前
株式会社FUJI
工作機械
2か月前
日東精工株式会社
多軸ねじ締め機
2か月前
株式会社ダイヘン
多層盛り溶接方法
2か月前
エフ・ピー・ツール株式会社
リーマ
2か月前
日進工具株式会社
エンドミル
2か月前
株式会社アンド
半田付け方法
1か月前
株式会社アンド
半田付け方法
1か月前
ブラザー工業株式会社
工作機械
2か月前
株式会社トヨコー
被膜除去方法
1か月前
トヨタ自動車株式会社
接合方法
2か月前
ブラザー工業株式会社
工作機械
2か月前
村田機械株式会社
レーザ加工機
1か月前
村田機械株式会社
レーザ加工機
1か月前
株式会社ダイヘン
溶接装置
2か月前
株式会社不二越
管用テーパタップ
2か月前
トヨタ自動車株式会社
溶接ヘッド
22日前
トヨタ自動車株式会社
溶接マスク
2日前
株式会社プロテリアル
金属箔の溶接方法
2か月前
トヨタ自動車株式会社
溶接ヘッド
21日前
大肯精密株式会社
自動送り穿孔機
2か月前
株式会社不二越
超硬合金製ドリル
2か月前
ビアメカニクス株式会社
レーザ加工装置
2か月前
株式会社コスメック
クランプ装置
3か月前
個人
管の切断装置及び管の切断方法
2か月前
日東精工株式会社
はんだこて先の製造方法
21日前
株式会社不二越
摩耗判定装置
13日前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ