TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025093660
公報種別
公開特許公報(A)
公開日
2025-06-24
出願番号
2023209438
出願日
2023-12-12
発明の名称
レーザ加工装置
出願人
浜松ホトニクス株式会社
代理人
個人
,
個人
,
個人
主分類
B23K
26/00 20140101AFI20250617BHJP(工作機械;他に分類されない金属加工)
要約
【課題】装置の複雑化及び高価格化を抑えつつ、複数の計測を行うことができるレーザ加工装置を提供する。
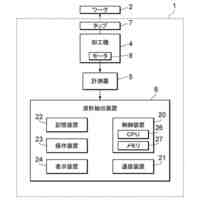
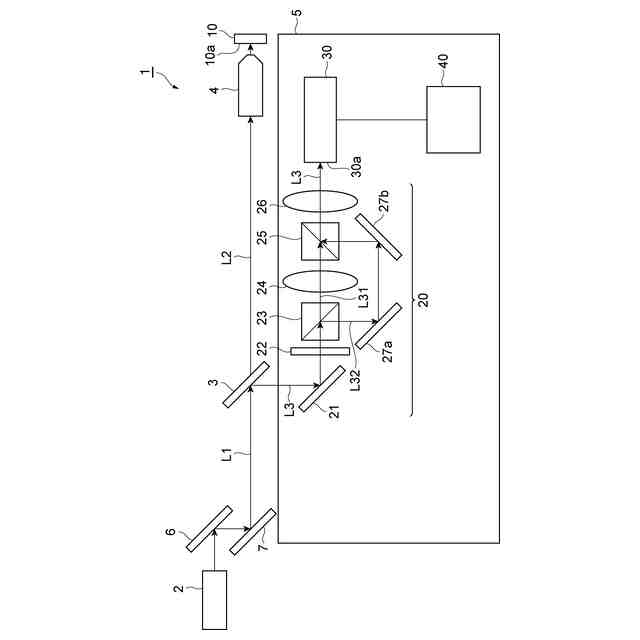
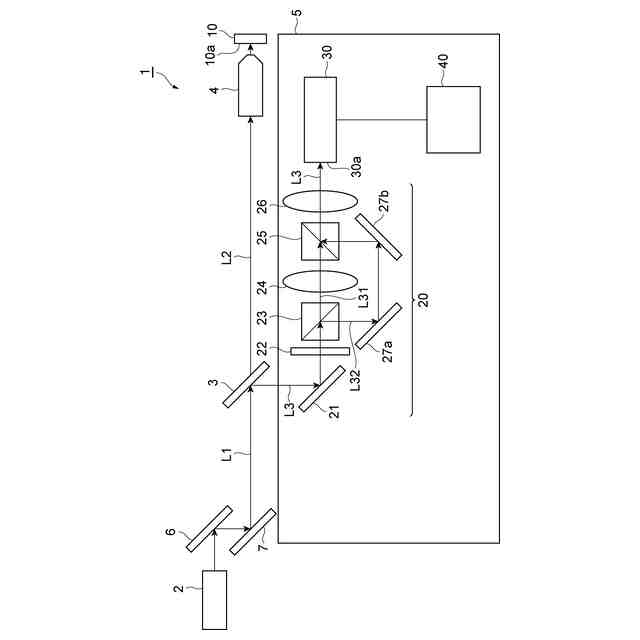
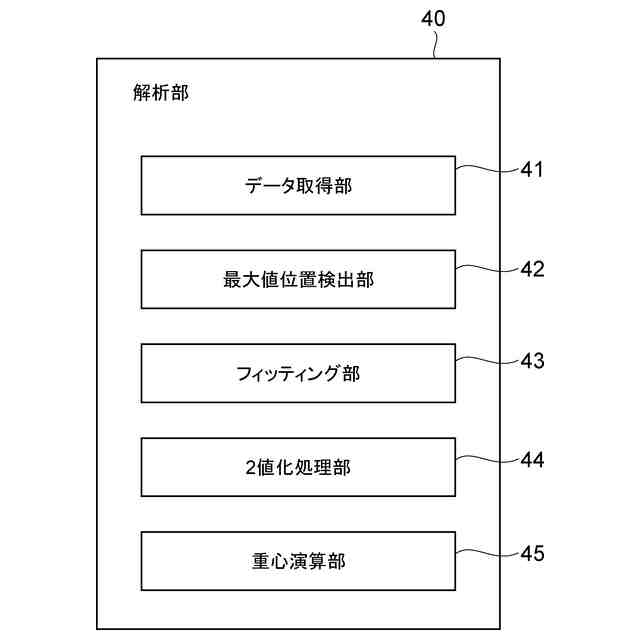
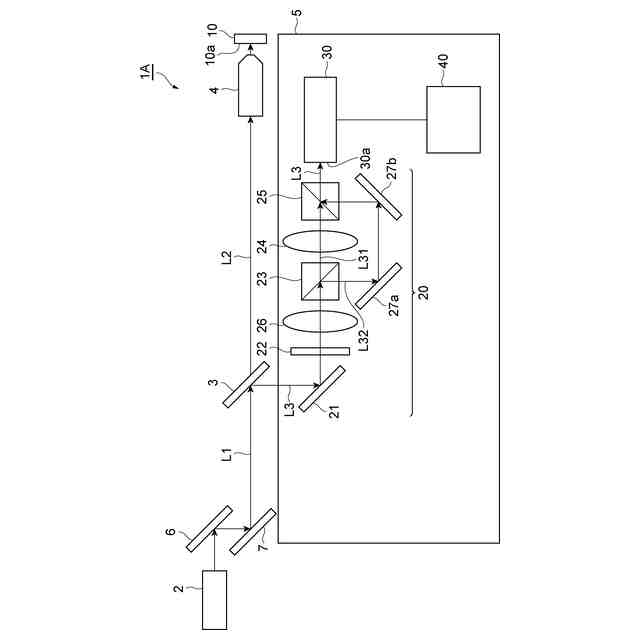
【解決手段】レーザ加工装置1は、レーザ光L1から分岐されたモニタ光L3より複数の計測値を取得するモニタ部5を備える。モニタ部5は、第1レンズ24及び第2レンズ26と、第1モニタ光L31と第2モニタ光L32とに偏光分離する第2分岐部23と、合流部25と、モニタ光L3の強度分布を示すモニタデータDMを形成する検出部30と、解析部40と、を有する。第1モニタ光L31は、第1レンズ24及び第2レンズ26によって、検出部30の光入射面30aに結像される。第2モニタ光L32は、第2レンズ26によって、光入射面30aに集光される。解析部40は、1つのモニタデータDMの解析によって、第1モニタ光L31に基づいた第1計測値及び第2モニタ光L32に基づいた第2計測値を計測値として取得する。
【選択図】図1
特許請求の範囲
【請求項1】
レーザ光を出射する光源と、
前記光源から出射されたレーザ光を加工光とモニタ光とに分岐する第1分岐部と、
前記モニタ光から複数の計測値を取得するモニタ部と、
を備え、
前記モニタ部は、
前記モニタ光の光路上に配置された第1レンズ及び第2レンズと、
前記モニタ光を、第1モニタ光と第2モニタ光とに偏光分離する第2分岐部と、
前記第1モニタ光と前記第2モニタ光とを合流することで前記モニタ光を構成して出射する合流部と、
前記合流部から出射された前記モニタ光を検出することで前記モニタ光の強度分布を示すモニタデータを形成する検出部と、
1つの前記モニタデータに対して複数種類の解析を行うことで複数種類の前記計測値を取得する解析部と、
を有し、
前記第1レンズは、前記モニタ光のうちの前記第1モニタ光のみが通過するように配置され、
前記第2レンズは、前記第1モニタ光及び前記第2モニタ光を含む前記モニタ光が通過するように配置され、
前記第1モニタ光は、前記第1レンズ及び前記第2レンズによって、前記検出部の光入射面に結像され、
前記第2モニタ光は、前記第2レンズによって、前記光入射面に集光され、
前記解析部は、1つの前記モニタデータの解析によって、前記第1モニタ光に基づいた第1計測値及び前記第2モニタ光に基づいた第2計測値を前記計測値として取得する、
レーザ加工装置。
続きを表示(約 970 文字)
【請求項2】
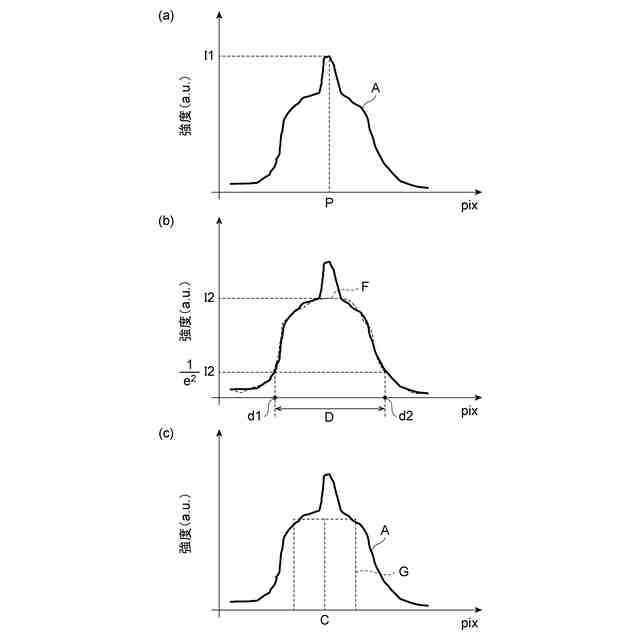
前記解析部は、前記モニタデータに対してガウスフィットを行うことにより、前記第1計測値として前記モニタ光のビーム径を取得する、
請求項1に記載のレーザ加工装置。
【請求項3】
前記解析部は、前記モニタデータに対して重心演算を行うことにより、前記第1計測値として前記モニタ光の前記光入射面への入射位置を取得する、
請求項1に記載のレーザ加工装置。
【請求項4】
前記解析部は、前記モニタデータにおける前記モニタ光の強度の最大値を抽出することで、前記第2計測値として前記モニタ光の強度の最大値及び集光位置を取得する、
請求項1に記載のレーザ加工装置。
【請求項5】
前記第2レンズは、前記モニタ光の前記光路において前記合流部の後段に配置されている、
請求項1に記載のレーザ加工装置。
【請求項6】
前記第2レンズは、前記モニタ光の前記光路において前記第2分岐部の前段に配置されている、
請求項1に記載のレーザ加工装置。
【請求項7】
前記モニタ部は、前記モニタ光の偏光成分を調整する波長板を更に有し、
前記波長板は、前記モニタ光の前記光路において前記第2分岐部の前段に配置されている、
請求項1に記載のレーザ加工装置。
【請求項8】
前記第1レンズ及び前記第2レンズのうちの前記検出部に対して遠い位置に配置された一方のレンズの焦点距離は、前記光源から当該一方のレンズまでの光路長以下であり、
前記第1レンズ及び前記第2レンズのうちの他方のレンズの焦点距離は、当該他方のレンズから前記光入射面までの光路長と等しい、
請求項1に記載のレーザ加工装置。
【請求項9】
前記第2レンズの焦点距離は、前記第2レンズから前記光入射面までの光路長と等しい、
請求項1に記載のレーザ加工装置。
【請求項10】
前記第1分岐部から前記光入射面までの前記モニタ光の光路長は、前記第1分岐部から前記加工光が照射される加工面までの前記加工光の光路長よりも短い、
請求項1に記載のレーザ加工装置。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は、レーザ加工装置に関する。
続きを表示(約 2,200 文字)
【背景技術】
【0002】
特許文献1には、レーザ光のビームプロファイル及びビームポインティングを計測するための光学センサ部を有するレーザ光源装置が記載されている。このレーザ光源装置では、反射ミラーを透過したレーザ光を、ビームスプリッタにより反射光と透過光とに分割する。透過光は、集光レンズにより2次元の赤外線センサ上に集光され、ポインティング状態の計測に供される。一方、反射光は、転写レンズにより2次元の別の赤外線センサ上に転写されて結像され、ビームプロファイルの計測に供される。
【先行技術文献】
【特許文献】
【0003】
特開第2016-58742号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
ところで、加工対象物にレーザ光を照射するレーザ加工装置では、レーザ本体や導光光学系の経時的もしくは環境依存(周囲温度、振動、及び衝撃等)による出射位置や出射角度のズレ、或いは、拡がり角の変化により加工不良が発生するおそれがある。そのような加工不良を抑制するためには、レーザ光のビームプロファイル及びビームポインティングといった複数の計測値を取得する必要がある。
【0005】
そのためには、上記特許文献1に記載されたレーザ光源装置のように、レーザ光を複数の光に分岐し、それぞれの光を、所定の光学系を介して赤外線センサに入射させ、当該赤外線センサの検出結果に基づいてレーザ光の複数の計測値を取得する構成とすることが考えられる。しかし、この場合には、取得しようとする計測値の数だけ、当該光学系や赤外線センサ、さらには各赤外線センサの検出結果を解析するためのソフトウェアが必要となり、複雑かつ高価となる。
【0006】
そこで、本発明は、装置の複雑化及び高価格化を抑えつつ、複数の計測を行うことができるレーザ加工装置を提供することを目的とする。
【課題を解決するための手段】
【0007】
本発明に係るレーザ加工装置は、[1]「レーザ光を出射する光源と、前記光源から出射されたレーザ光を加工光とモニタ光とに分岐する第1分岐部と、前記モニタ光から複数の計測値を取得するモニタ部と、を備え、前記モニタ部は、前記モニタ光の光路上に配置された第1レンズ及び第2レンズと、前記モニタ光を、第1モニタ光と第2モニタ光とに偏光分離する第2分岐部と、前記第1モニタ光と前記第2モニタ光とを合流することで前記モニタ光を構成して出射する合流部と、前記合流部から出射された前記モニタ光を検出することで前記モニタ光の強度分布を示すモニタデータを形成する検出部と、1つの前記モニタデータに対して複数種類の解析を行うことで複数種類の前記計測値を取得する解析部と、を有し、前記第1レンズは、前記モニタ光のうちの前記第1モニタ光のみが通過するように配置され、前記第2レンズは、前記第1モニタ光及び前記第2モニタ光を含む前記モニタ光が通過するように配置され、前記第1モニタ光は、前記第1レンズ及び前記第2レンズによって、前記検出部の光入射面に結像され、前記第2モニタ光は、前記第2レンズによって、前記光入射面に集光され、前記解析部は、1つの前記モニタデータの解析によって、前記第1モニタ光に基づいた第1計測値及び前記第2モニタ光に基づいた第2計測値を前記計測値として取得する、レーザ加工装置。」である。
【0008】
このレーザ加工装置では、レーザ光から分岐されたモニタ光が、第2分岐部によって第1モニタ光と第2モニタ光とに分岐される。第1モニタ光と第2モニタ光は、合流部によって合流され、再びモニタ光を構成しつつ検出部によって検出される。このとき、第1モニタ光は、第1レンズ及び第2レンズによって検出部の光入射面に結像され、第2モニタ光は、第2レンズによって検出部の光入射面に集光される。すなわち、検出部によって検出されるモニタ光において、第1モニタ光の集光状態と第2モニタ光の集光状態とが違えられる。この結果、検出部で形成された1つのモニタデータの解析によって、第1モニタ光に基づいた第1計測値及び第2モニタ光に基づいた第2計測値といった複数の計測値を取得することが可能となる。このように、このレーザ加工装置にあっては、複数の計測値を得るための複数の光の間で、少なくとも部分的に光学系(第2レンズ)を共通化しつつ、複数の光を合流させて1つの検出部により検出する。よって、このレーザ加工装置によれば、装置の複雑化及び高価格化を抑制しつつ、複数の計測を行うことが可能となる。
【0009】
本発明に係るレーザ加工装置は、[2]「前記解析部は、前記モニタデータに対してガウスフィットを行うことにより、前記第1計測値として前記モニタ光のビーム径を取得する、上記[1]に記載のレーザ加工装置」であってもよい。この場合、レーザ光のビーム径の変化を検出することができる。
【0010】
本発明に係るレーザ加工装置は、[3]「前記解析部は、前記モニタデータに対して重心演算を行うことにより、前記第1計測値として前記モニタ光の前記光入射面への入射位置を取得する、上記[1]又は[2]に記載のレーザ加工装置」であってもよい。この場合、レーザ光の入射位置の変化を検出することができる。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
タップ
1か月前
個人
加工機
1か月前
麗豊実業股フン有限公司
ラクトバチルス・パラカセイNB23菌株及びそれを筋肉量の増加や抗メタボリック症候群に用いる用途
1か月前
株式会社北川鉄工所
回転装置
21日前
日東精工株式会社
ねじ締め機
1か月前
株式会社不二越
ドリル
2か月前
株式会社不二越
ドリル
1か月前
日東精工株式会社
ねじ締め機
2か月前
日東精工株式会社
ねじ締め装置
2日前
株式会社FUJI
工作機械
6日前
日東精工株式会社
多軸ねじ締め機
2か月前
株式会社FUJI
工作機械
2か月前
株式会社アンド
半田付け方法
1か月前
株式会社アンド
半田付け方法
1か月前
株式会社ダイヘン
多層盛り溶接方法
2か月前
エフ・ピー・ツール株式会社
リーマ
2か月前
日進工具株式会社
エンドミル
2か月前
株式会社トヨコー
被膜除去方法
1か月前
トヨタ自動車株式会社
接合方法
2か月前
村田機械株式会社
レーザ加工機
1か月前
村田機械株式会社
レーザ加工機
1か月前
ブラザー工業株式会社
工作機械
2か月前
ブラザー工業株式会社
工作機械
2か月前
株式会社ダイヘン
溶接装置
2か月前
株式会社不二越
超硬合金製ドリル
2か月前
ビアメカニクス株式会社
レーザ加工装置
2か月前
トヨタ自動車株式会社
溶接ヘッド
22日前
トヨタ自動車株式会社
溶接マスク
2日前
大肯精密株式会社
自動送り穿孔機
2か月前
トヨタ自動車株式会社
溶接ヘッド
21日前
株式会社プロテリアル
金属箔の溶接方法
2か月前
株式会社不二越
管用テーパタップ
2か月前
株式会社不二越
通り穴加工用タップ
2か月前
株式会社不二越
摩耗判定装置
13日前
株式会社不二越
波形抽出装置
13日前
個人
管の切断装置及び管の切断方法
2か月前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ