TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025094166
公報種別
公開特許公報(A)
公開日
2025-06-24
出願番号
2025047637,2023525938
出願日
2025-03-24,2022-06-06
発明の名称
自動車パネルの製造方法
出願人
日本製鉄株式会社
代理人
弁理士法人ブライタス
主分類
B62D
25/10 20060101AFI20250617BHJP(鉄道以外の路面車両)
要約
【課題】効率よく生産できる自動車パネルおよびその製造方法を提供する。
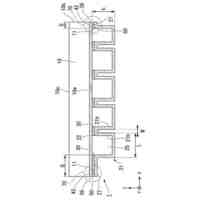
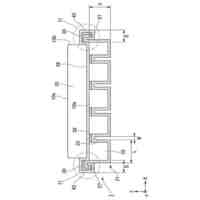
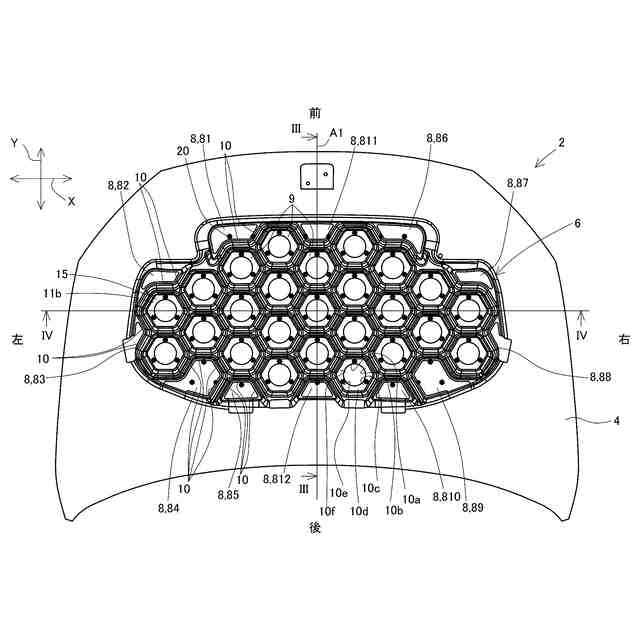
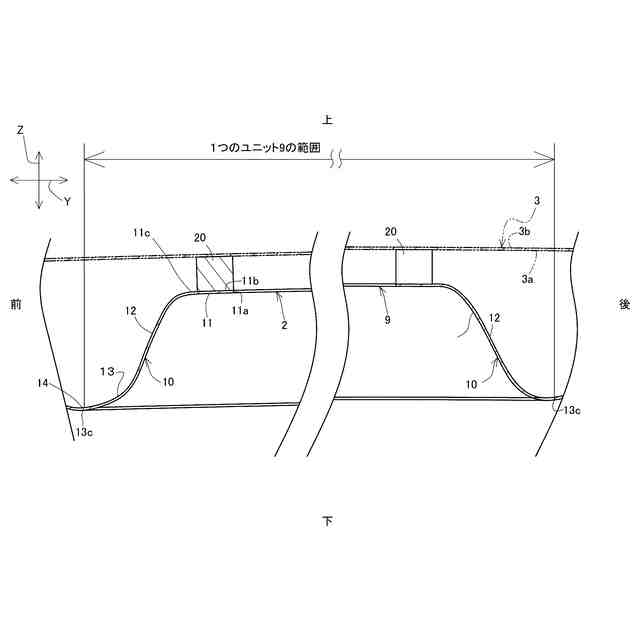
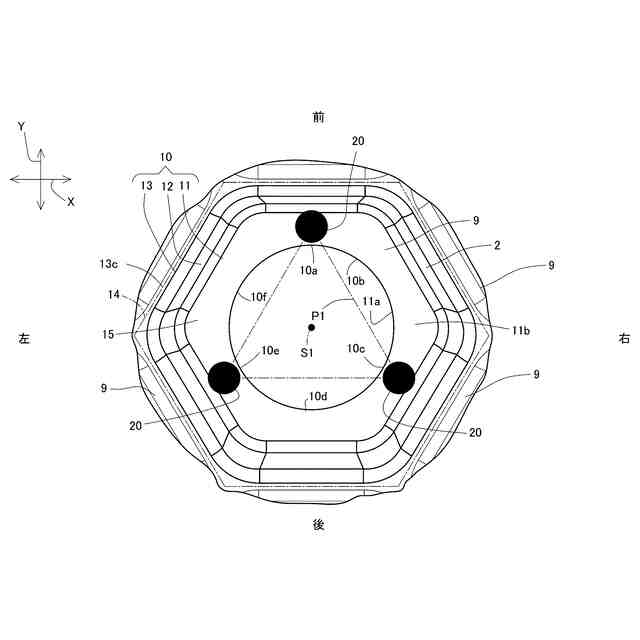
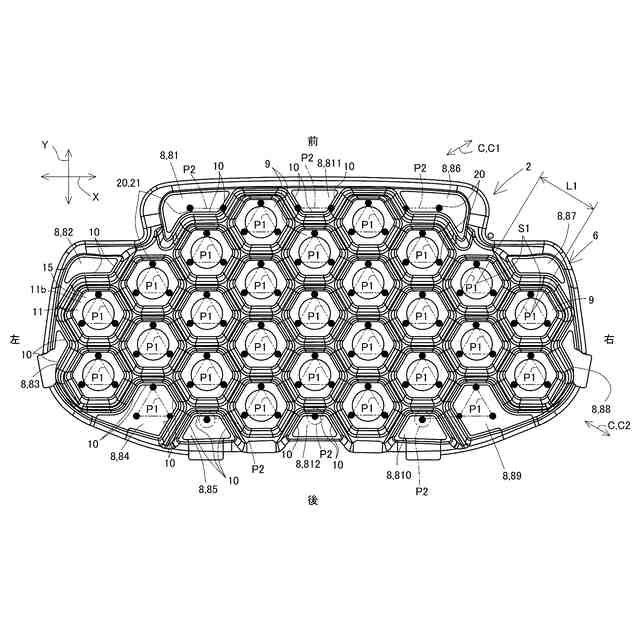
【解決手段】自動車フードは、インナーパネル2とアウターパネルとを接合している接合部20を有している。インナーパネル2は、例えば幅方向Xに複数並ぶとともに長さ方向Yに複数並ぶユニット8,9を含んでいる。複数のユニット8,9は、接合部20が設けられた接合部付ユニットを複数含んでいる。自動車フードには、所定の第1形態または第2形態が設けられている。第1形態では、一部の接合部付ユニット84,89,9では接合部20が所定のパターンP1を含む配列で配置され且つ残りの接合部付ユニット81,85,86,810,811,812では接合部20が所定のパターンP1の一部を含む配列で配置されている。第2形態では、全ての接合部付ユニット8,9のそれぞれにおいて、複数の接合部20が所定のパターンP1を含む配列で配置される。
【選択図】図7
特許請求の範囲
【請求項1】
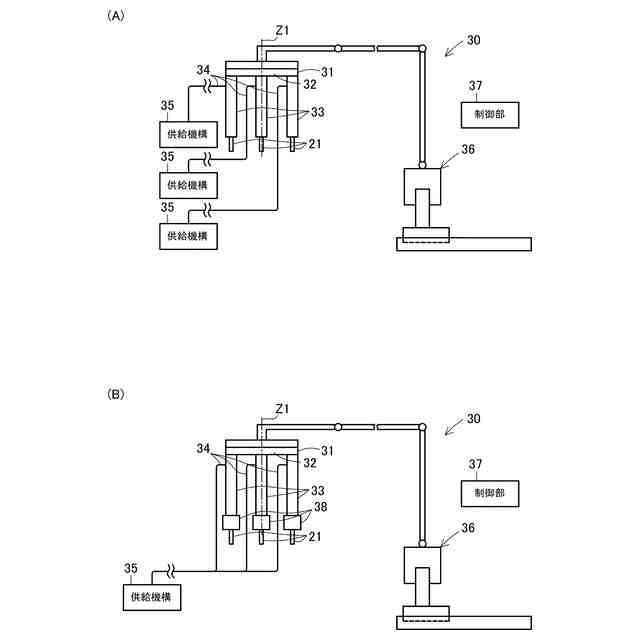
アウターとインナーとを接合する接合部となる接着剤を、前記アウターおよび前記インナーの少なくとも一方を含む塗布対象に塗布するときにおいて、所定のパターンの少なくとも一部を含んで配列された複数のノズルを含む塗布機を用いて前記接着剤を前記塗布対象に塗布し、
前記複数のノズルは、個別に前記接着剤の供給のオン/オフを切替可能に構成されており、
全ての前記ノズルから前記接着剤を一括して供給することで前記塗布対象に前記所定のパターンの少なくとも一部を含む配列で前記接着剤を塗布するか、または、一部の前記ノズルから前記接着剤を供給することで前記塗布対象に前記所定のパターンの一部の配列で前記接着剤を塗布する、自動車パネルの製造方法。
続きを表示(約 730 文字)
【請求項2】
前記複数のノズルを前記塗布対象に対して往復移動させつつ前記塗布対象の複数箇所に前記接着剤を塗布する、請求項1に記載の自動車パネルの製造方法。
【請求項3】
前記複数のノズルの相対位置が固定された状態で前記接着剤が塗布される、請求項1または請求項2に記載の自動車パネルの製造方法。
【請求項4】
前記複数のノズルを直線方向に移動させながら前記接着剤を塗布する、請求項1または請求項2に記載の自動車パネルの製造方法。
【請求項5】
前記インナーは、前記アウターの板厚方向視で所定の第1方向に複数並ぶとともに前記第1方向と交差する第2方向に複数並ぶユニットを含み、
前記直線方向は、前記第1方向、前記第2方向、および、前記第1方向と前記第2方向の双方に交差する第3方向の少なくとも一つである、請求項4に記載の自動車パネルの製造方法。
【請求項6】
全ての前記ノズルから前記接着剤を一括して供給することで前記塗布対象に前記所定のパターンの少なくとも一部を含む配列で前記接着剤を塗布するか、または、一部の前記ノズルから前記接着剤を供給することで前記塗布対象に前記所定のパターンの一部の配列で前記接着剤を塗布する塗布工程の前の工程または後の工程で、前記所定のパターンでの前記接着剤のレイアウトから外れた箇所に前記接着剤を塗布する、請求項1または請求項2に記載の自動車パネルの製造方法。
【請求項7】
複数の前記ノズル同士の間隔よりも短い間隔で複数の前記ノズルを移動させながら前記接着剤を前記塗布対象へ供給する、請求項1または請求項2に記載の自動車パネルの製造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、自動車パネルおよびその製造方法に関する。
続きを表示(約 1,100 文字)
【背景技術】
【0002】
特許文献1には、車両のフードパネルが開示されている。このフードパネルは、歩行者がフードパネルに衝突したときに歩行者に与える傷害値を低減することを主眼としている。
【0003】
特許文献2には、自動車用外装品としての自動車用フードが開示されている。この自動車用フードは、歩行者が自動車用フードに接触したときに、自動車の内方へ少ない量変形するだけで接触のエネルギーを吸収することを主眼としている。
【先行技術文献】
【特許文献】
【0004】
特開2005-193863号公報
特開2017-1553号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
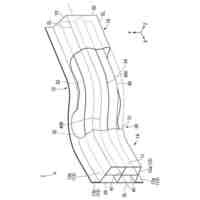
特許文献1に記載の自動車フードでは、インナーパネルとアウターパネルとが接着剤で接合されている。インナーパネルとアウターパネルとを接合する接着剤として、マスチックシーラ等が知られている。自動車フードを組み立てるとき、例えばアウターパネルにマスチックシーラを塗り、次に、インナーパネルとアウターパネルとを重ね合わせることで、マスチックシーラがインナーパネルおよびアウターパネルに挟まれる。これにより、マスチックシーラを介してインナーパネルとアウターパネルが互いに接合される。
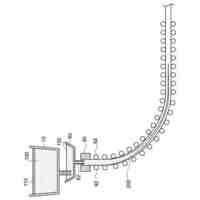
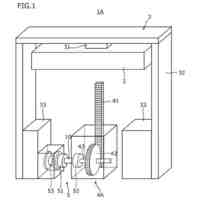
【0006】
マスチックシーラをアウターパネルに塗る作業は、例えば、シーラが供給されるノズルを保持したロボットアームによって行われる。1つの自動車パネルにシーラを塗布するのにかかる時間は、タクトタイム(cycle time)と称されることがある。タクトタイムを短くすることは、自動車フードの生産効率を高める観点から好ましい。
【0007】
同様の課題は、シーラを用いて接合された構造を有する他の自動車パネル、例えば、バックドア、サイドドア、ルーフ構造にも存在する。すなわち、外板パネルとこの外板パネルにシーラで接合されるインナーとを有する構造に、上記の課題が存在する。なお、ここでは、一般的に呼称されるインナー(内板部材)に加え、補剛部材や、補強部材も含めインナーと呼ぶこととする。
【0008】
一方、特許文献1,2の何れにおいても、マスチックシーラ等の接着剤を効率的に塗布する構成について、特段の開示はされていない。
【0009】
本発明の目的の一つは、効率よく生産できる自動車パネルおよびその製造方法を提供することにある。
【課題を解決するための手段】
【0010】
本発明は、下記の自動車パネルおよびその製造方法を要旨とする。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
日本製鉄株式会社
鋼材
2か月前
日本製鉄株式会社
鋼材
27日前
日本製鉄株式会社
部品
2か月前
日本製鉄株式会社
床構造
6日前
日本製鉄株式会社
評価方法
7日前
日本製鉄株式会社
溶接継手
13日前
日本製鉄株式会社
鉄道車輪
23日前
日本製鉄株式会社
鉄道車輪
23日前
日本製鉄株式会社
溶接継手
2か月前
日本製鉄株式会社
軸受用鋼管
14日前
日本製鉄株式会社
クランク軸
27日前
日本製鉄株式会社
脱りん方法
1か月前
日本製鉄株式会社
冷却構造体
1か月前
日本製鉄株式会社
冷却構造体
1か月前
日本製鉄株式会社
金属溶解方法
1か月前
日本製鉄株式会社
鋼の製造方法
1日前
日本製鉄株式会社
衝撃吸収部材
1か月前
日本製鉄株式会社
衝撃吸収部材
1か月前
日本製鉄株式会社
表面処理鋼材
2か月前
日本製鉄株式会社
鋼の製造方法
1か月前
日本製鉄株式会社
衝撃吸収部材
1か月前
日本製鉄株式会社
捻回試験装置
2か月前
日本製鉄株式会社
衝撃吸収部材
1か月前
日本製鉄株式会社
溶鉄の精錬方法
1か月前
日本製鉄株式会社
高炉の操業方法
1か月前
日本製鉄株式会社
高炉の操業方法
1か月前
日本製鉄株式会社
高炉の操業方法
16日前
日本製鉄株式会社
焼結鉱の製造方法
20日前
日本製鉄株式会社
焼結鉱の製造方法
1か月前
日本製鉄株式会社
焼結鉱の製造方法
1か月前
日本製鉄株式会社
焼結鉱の製造方法
1か月前
日本製鉄株式会社
ボルトの製造方法
1か月前
日本製鉄株式会社
焼結鉱の製造方法
2日前
日本製鉄株式会社
焼結鉱の製造方法
2日前
日本製鉄株式会社
棒製品の製造方法
1日前
日本製鉄株式会社
メタンの製造方法
1か月前
続きを見る
他の特許を見る



 特許ウォッチ
特許ウォッチ