TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025094596
公報種別
公開特許公報(A)
公開日
2025-06-25
出願番号
2023210258
出願日
2023-12-13
発明の名称
抵抗溶接方法
出願人
トヨタ自動車株式会社
,
株式会社豊田中央研究所
代理人
個人
主分類
B23K
11/30 20060101AFI20250618BHJP(工作機械;他に分類されない金属加工)
要約
【課題】電極交換後の初期段階における電極の電気抵抗上昇を抑制でき、電極交換後の初期段階における溶接品質を向上可能な抵抗溶接方法の提供。
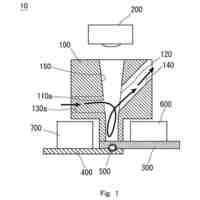
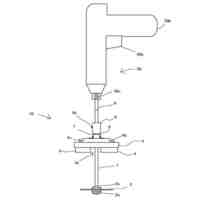
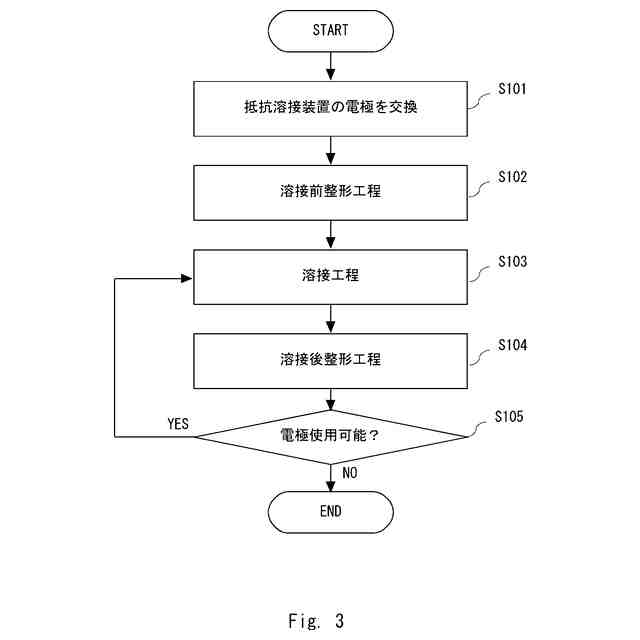
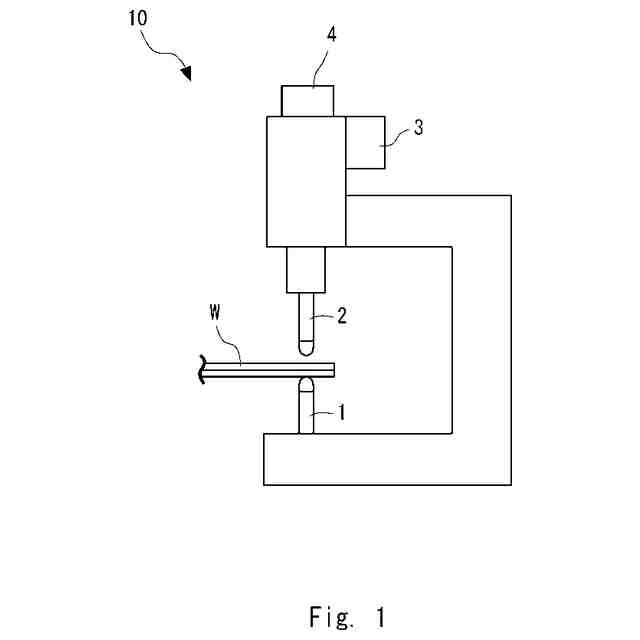
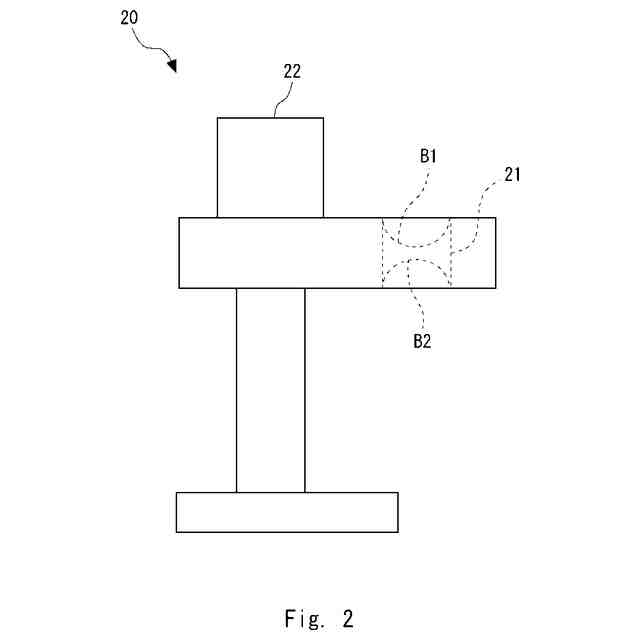
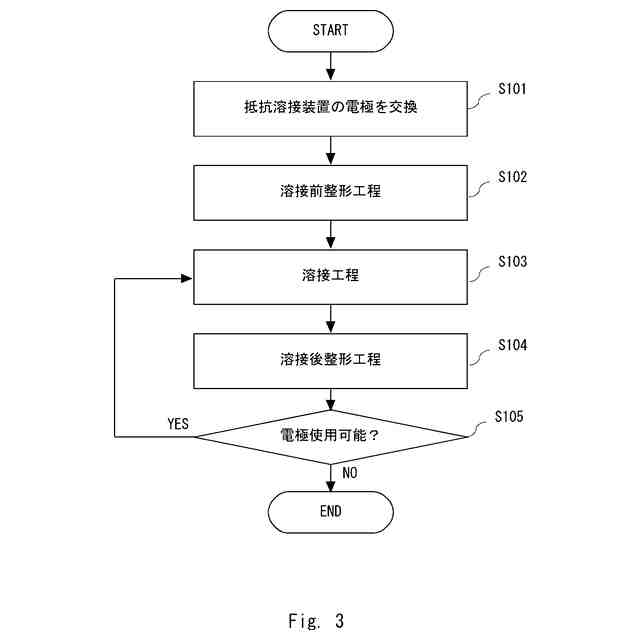
【解決手段】本発明に係る抵抗溶接方法は、抵抗溶接装置10の一対の電極(固定電極1及び可動電極2)を交換した後、一対の電極(固定電極1及び可動電極2)の間に被溶接部材Wを挟み込んで加圧しつつ通電溶接する溶接工程(S103)と、溶接工程の後に、一対(固定電極1及び可動電極2)のそれぞれの先端部に回転する整形工具21を押し当てて整形する溶接後整形工程(S104)と、を繰り返す抵抗溶接方法である。一対の電極(固定電極1及び可動電極2)を交換した後、被溶接部材Wを最初に溶接する前に、一対の電極(固定電極1及び可動電極2)のそれぞれの先端部に回転する整形工具21を押し当てて整形する溶接前整形工程(S102)を備えるものである。
【選択図】図3
特許請求の範囲
【請求項1】
抵抗溶接装置の一対の電極を交換した後、
前記一対の電極の間に被溶接部材を挟み込んで加圧しつつ通電溶接する溶接工程と、
前記溶接工程の後に、前記一対の電極のそれぞれの先端部に回転する整形工具を押し当てて整形する溶接後整形工程と、を繰り返す抵抗溶接方法であって、
前記一対の電極を交換した後、前記被溶接部材を最初に溶接する前に、前記一対の電極のそれぞれの先端部に回転する前記整形工具を押し当てて整形する溶接前整形工程を備える、
抵抗溶接方法。
続きを表示(約 330 文字)
【請求項2】
前記溶接前整形工程の整形工具の回転速度は、前記溶接後整形工程の前記整形工具の回転速度以上である、
請求項1に記載の抵抗溶接方法。
【請求項3】
前記溶接前整形工程の前記一対の電極のそれぞれの先端部に対する前記整形工具の加圧力は、前記溶接後整形工程の前記一対の電極のそれぞれの先端部に対する整形工具の加圧力以上である、
請求項1に記載の抵抗溶接方法。
【請求項4】
前記溶接前整形工程の前記一対の電極のそれぞれの先端部に対する前記整形工具の押し当て時間は、前記溶接後整形工程の前記一対の電極のそれぞれの先端部に対する前記整形工具の押し当て時間以上である、
請求項1に記載の抵抗溶接方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は抵抗溶接方法に関する。
続きを表示(約 1,600 文字)
【背景技術】
【0002】
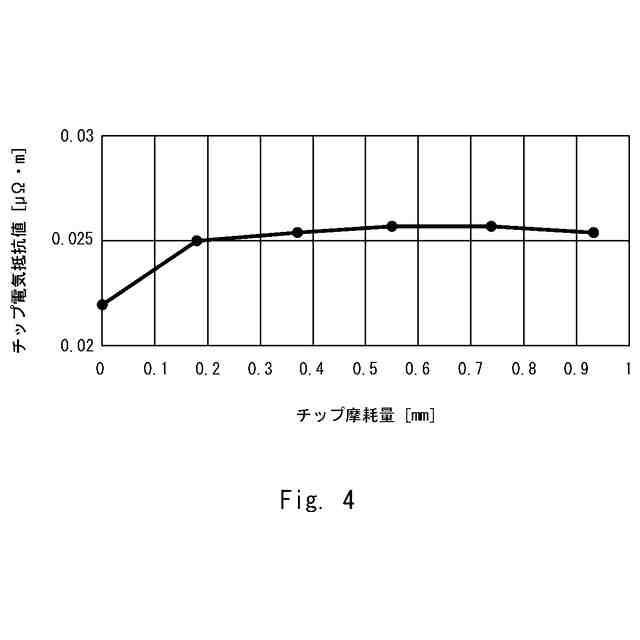
複数の金属板を互いに接合する手段として抵抗溶接が利用されている。一対の電極間に被溶接部材を挟み込み、加圧しながら通電させることにより溶接を行う。電極の先端部は、溶接を繰り返すに従って摩耗する。摩耗により電極先端部の面積が拡大すると、電極の電気抵抗が低下するため、溶接品質が低下する。
そのため、特許文献1に開示されているように、溶接品質を維持するため、溶接した後に電極の先端部の形状を整形する手法が提案されている。
【先行技術文献】
【特許文献】
【0003】
特開2009-136882号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
特許文献1に開示された抵抗溶接方法に関し、発明者らは以下の問題点を見出した。
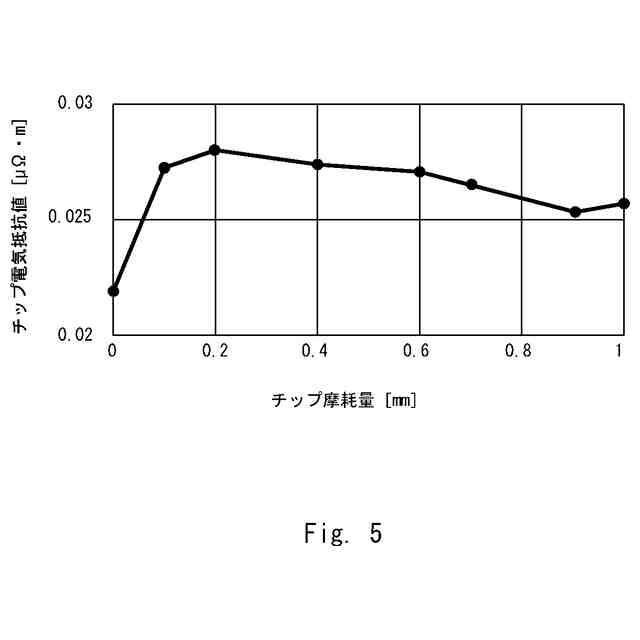
特許文献1に開示された、溶接と、溶接後の電極整形とを繰り返す抵抗溶接方法では、電極交換後の初期段階において、電極の電気抵抗が、溶接後の電極整形によって上昇する。そして、溶接と電極整形を繰り返すに従い、電気抵抗は低下して安定する。そのため、この電極交換後の初期段階における電気抵抗上昇により、電極交換後の初期段階における溶接品質は低下する。
【0005】
本発明は、電極交換後の初期段階における電極の電気抵抗上昇を抑制でき、電極交換後の初期段階における溶接品質を向上可能な抵抗溶接方法を提供するものである。
【課題を解決するための手段】
【0006】
本発明の一態様に係る抵抗溶接方法は、
抵抗溶接装置の一対の電極を交換した後、
前記一対の電極の間に被溶接部材を挟み込んで加圧しつつ通電溶接する溶接工程と、
前記溶接工程の後に、前記一対の電極のそれぞれの先端部に回転する整形工具を押し当てて整形する溶接後整形工程と、を繰り返す抵抗溶接方法であって、
前記一対の電極を交換した後、前記被溶接部材を最初に溶接する前に、前記一対の電極のそれぞれの先端部に回転する前記整形工具を押し当てて整形する溶接前整形工程を備えるものである。
【0007】
本発明の一態様に係る抵抗溶接方法は、抵抗溶接装置の一対の電極を交換した後、溶接部材を最初に溶接する前に、一対の電極のそれぞれの先端を整形する溶接前整形工程を備えている。そのため、電極交換後の初期段階における電極の電気抵抗上昇を抑制でき、電極交換後の初期段階における溶接品質が向上する。
【0008】
前記溶接前整形工程の整形工具の回転速度は、前記溶接後整形工程の前記整形工具の回転速度以上であることが好ましい。このような構成により、電極交換後の初期段階における電極の電気抵抗上昇をより抑制でき、電極交換後の初期段階における溶接品質がより向上する。
【0009】
前記溶接前整形工程の前記一対の電極のそれぞれの先端部に対する前記整形工具の加圧力は、前記溶接後整形工程の前記一対の電極のそれぞれの先端部に対する整形工具の加圧力以上であることが好ましい。このような構成により、電極交換後の初期段階における電極の電気抵抗上昇をより抑制でき、電極交換後の初期段階における溶接品質がより向上する。
【0010】
前記溶接前整形工程の前記一対の電極のそれぞれの先端部に対する前記整形工具の押し当て時間は、前記溶接後整形工程の前記一対の電極のそれぞれの先端部に対する前記整形工具の押し当て時間以上であることが好ましい。このような構成により、電極交換後の初期段階における電極の電気抵抗上昇をより抑制でき、電極交換後の初期段階における溶接品質がより向上する。
【発明の効果】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
タップ
1か月前
個人
加工機
1か月前
麗豊実業股フン有限公司
ラクトバチルス・パラカセイNB23菌株及びそれを筋肉量の増加や抗メタボリック症候群に用いる用途
1か月前
株式会社不二越
ドリル
1か月前
日東精工株式会社
ねじ締め機
1か月前
日東精工株式会社
ねじ締め機
2か月前
株式会社北川鉄工所
回転装置
17日前
株式会社不二越
ドリル
2か月前
株式会社FUJI
工作機械
2か月前
株式会社FUJI
工作機械
2日前
日東精工株式会社
多軸ねじ締め機
2か月前
株式会社ダイヘン
多層盛り溶接方法
1か月前
株式会社アンド
半田付け方法
1か月前
株式会社アンド
半田付け方法
1か月前
エフ・ピー・ツール株式会社
リーマ
2か月前
日進工具株式会社
エンドミル
2か月前
トヨタ自動車株式会社
接合方法
2か月前
株式会社トヨコー
被膜除去方法
1か月前
村田機械株式会社
レーザ加工機
1か月前
ブラザー工業株式会社
工作機械
2か月前
村田機械株式会社
レーザ加工機
1か月前
ブラザー工業株式会社
工作機械
2か月前
株式会社FUJI
チャック装置
3か月前
株式会社コスメック
クランプ装置
2か月前
株式会社不二越
管用テーパタップ
2か月前
株式会社不二越
超硬合金製ドリル
1か月前
トヨタ自動車株式会社
溶接ヘッド
17日前
ビアメカニクス株式会社
レーザ加工装置
2か月前
トヨタ自動車株式会社
溶接ヘッド
18日前
株式会社プロテリアル
金属箔の溶接方法
2か月前
大肯精密株式会社
自動送り穿孔機
2か月前
株式会社ダイヘン
溶接装置
2か月前
トヨタ自動車株式会社
レーザ加工機
3か月前
日東精工株式会社
はんだこて先の製造方法
1か月前
個人
管の切断装置及び管の切断方法
1か月前
株式会社不二越
スカイビングカッタ
2か月前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ