TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025097498
公報種別
公開特許公報(A)
公開日
2025-07-01
出願番号
2023213717
出願日
2023-12-19
発明の名称
接合体およびその製造方法
出願人
JFEスチール株式会社
代理人
個人
,
個人
,
個人
,
個人
主分類
B23K
1/19 20060101AFI20250624BHJP(工作機械;他に分類されない金属加工)
要約
【課題】良好な耐食性を有するステンレス鋼のNiろう付け接合体およびその製造方法を提供することを目的とする。
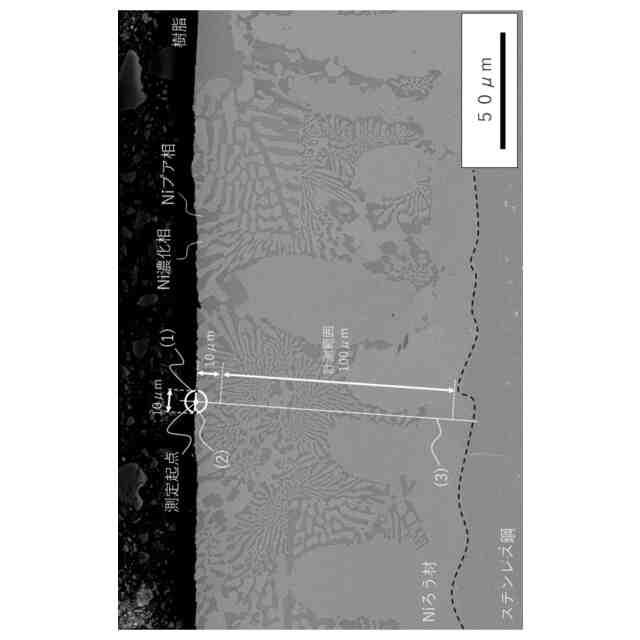
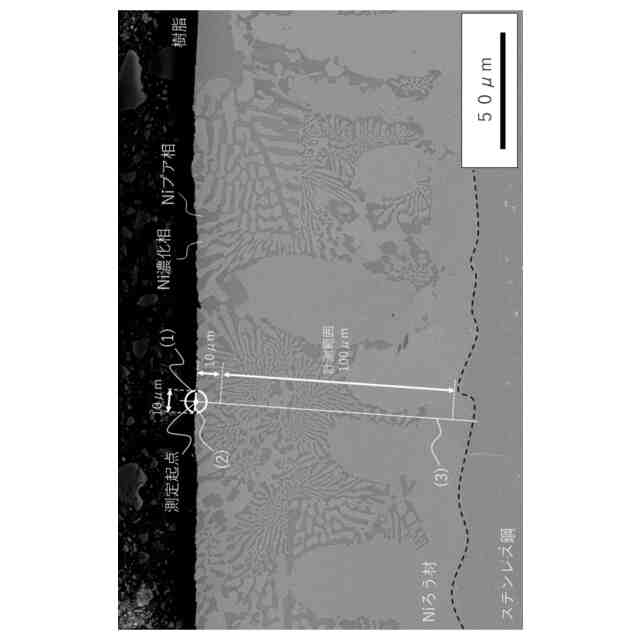
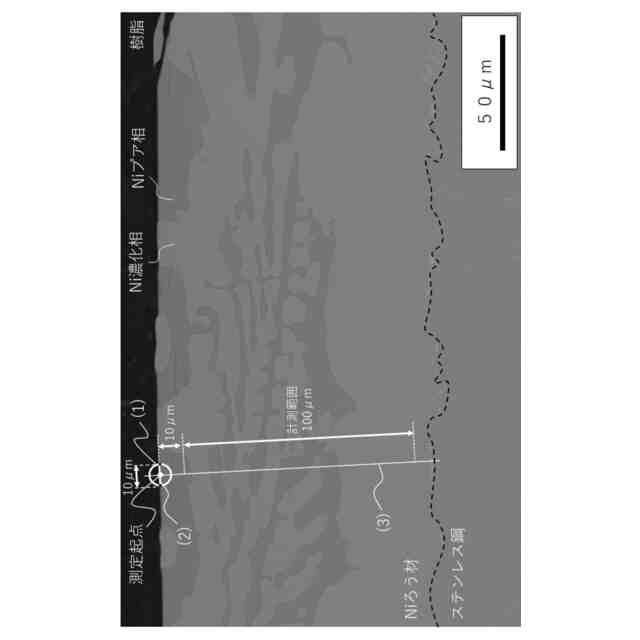
【解決手段】ステンレス鋼とステンレス鋼をNiろう材でろう付けしたろう付け部を有する接合体であって、前記ろう付け部のろう材断面において、Niプア相の平均個数が、線分長さ100μmあたり10個以上である、接合体。接合体の製造方法であって、ろう付け時の最高温度から300℃までの温度域を平均冷却速度30℃/min以上で冷却する、接合体の製造方法。
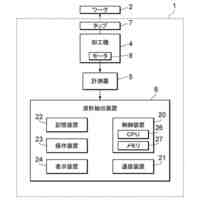
【選択図】図1
特許請求の範囲
【請求項1】
ステンレス鋼とステンレス鋼をNiろう材でろう付けしたろう付け部を有する接合体であって、
前記ろう付け部のろう材断面において、Niプア相の平均個数が、線分長さ100μmあたり10個以上である、接合体。
続きを表示(約 95 文字)
【請求項2】
請求項1に記載の接合体の製造方法であって、
ろう付け時の最高温度から300℃までの温度域を平均冷却速度30℃/min以上で冷却する、接合体の製造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、接合体およびその製造方法に関し、特に、良好な耐食性を示す、ステンレス鋼のNiろう付け接合体に関するものである。
続きを表示(約 1,600 文字)
【背景技術】
【0002】
ガス給湯器や電気温水器をはじめとした給湯器分野では、水や熱媒を流す配管として、銅管が広く採用される。また、地球環境保護の観点から、近年普及が進む環境対応型の給湯器には、熱交換器が適用され、ここにも銅が使用されている。
【0003】
近年、新興国の電力インフラ需要の増大や、自動車のEV化を背景に、電線、導線用の銅の需要が増加し、銅の需給がひっ迫した状態が続いている。今後も、銅需要は増加することが予想され、銅価格高騰に対応した銅の使用量削減は重要な課題となっている。
【0004】
こういった背景から、給湯器分野では、銅から他素材、特に比較的安価かつ耐食性に優れたステンレス鋼への置き換えが進められている。
【0005】
ガス給湯器や電気温水器の熱交換器や配管は、内部を高温の水などの流体で常に満たされた状態で使用されるため、優れた耐食性、耐熱性が必要となる。そのためこれらの特性が優れたステンレス鋼が適用されるが、設置された地域によっては通常の基準よりもさらに高い耐食性が求められる場合がある。
【0006】
例えば、浄水能力が低い地域では、水道水に腐食成分が含まれ、給湯器内部に腐食が発生する恐れがある。さらに、沿岸部のような塩化物が付着する環境下での使用においても、腐食による寿命低下が課題となっている。
【0007】
こういった配管や熱交換器の腐食において、接合部分における腐食が問題となる場合がある。熱交換器等の接合部分は、主にろう付けにより接合された部材(接合体)が用いられている。これらの部材にステンレス鋼を使用する場合、その接合には、ステンレス鋼と同等の耐食性を有するNiろう材が主に利用される。
【0008】
前記の通り、給湯器分野では、使用環境により熱交換器等の接合部材に対して高い耐食性が求められる。したがって、Niろう材によりろう付けされたステンレス鋼とステンレス鋼の接合体(ステンレス鋼のNiろう付け接合体)も、十分な耐食性を示す必要がある。
【0009】
例えば、特許文献1には、「オーステナイト系ステンレス鋼を用いて成る第1の金属部材と、オーステナイト系ステンレス鋼を用いて成る第2の金属部材とが、硼素を含むろう層を介して接合されているろう継手であって、前記金属部材の前記ろう層に隣接する、Cr系硼化物を含む拡散領域において、前記ろう層に対して実質的に平行となる方向であって、前記平行となる方向を長手方向として前記ろう層に近接する前記Cr系硼化物がより高濃度であるろう層近接拡散領域を含むように所定の幅の領域を測定範囲として設定し、かつ、Lを、前記測定範囲の前記長手方向における基点と終点を結ぶ線分であって、前記測定範囲において均等性をもって設定された線分LSj(j=1~m、mは1以上の整数)の長さとし、Liをj本目の線分LSj上における基点からi番目のCr系硼化物の線分LSj上の長さとし、n(1以上の整数)をj本目の線分LSj上において計数されたCr系硼化物の個数としたときに、λj=(L-ΣLi)/nによって求まるj個のλj値の平均値であるλ値がλ≧10μmを満足する、ろう継手。」が開示されている。
【0010】
例えば、特許文献2には、熱交換器を構成する複数のステンレス鋼でなる構成部品を、それぞれ所望の配置で組み合わせ、これら各構成部品の当接部間にろう材を設けて加熱することによりろう付する熱交換器のろう付方法において、上記ろう材がニッケル(Ni)とリン(P)とを有する合金でなり、ろう付温度を950℃より高温で1050℃未満とする熱交換器のろう付方法が開示されている。
【先行技術文献】
【特許文献】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
タップ
1か月前
個人
加工機
1か月前
麗豊実業股フン有限公司
ラクトバチルス・パラカセイNB23菌株及びそれを筋肉量の増加や抗メタボリック症候群に用いる用途
1か月前
日東精工株式会社
ねじ締め機
2か月前
日東精工株式会社
ねじ締め機
1か月前
株式会社不二越
ドリル
2か月前
株式会社不二越
ドリル
1か月前
株式会社北川鉄工所
回転装置
21日前
日東精工株式会社
ねじ締め装置
2日前
日東精工株式会社
多軸ねじ締め機
2か月前
株式会社FUJI
工作機械
2か月前
株式会社FUJI
工作機械
6日前
株式会社ダイヘン
多層盛り溶接方法
2か月前
株式会社アンド
半田付け方法
1か月前
エフ・ピー・ツール株式会社
リーマ
2か月前
日進工具株式会社
エンドミル
2か月前
株式会社アンド
半田付け方法
1か月前
株式会社FUJI
チャック装置
3か月前
ブラザー工業株式会社
工作機械
2か月前
株式会社トヨコー
被膜除去方法
1か月前
村田機械株式会社
レーザ加工機
1か月前
村田機械株式会社
レーザ加工機
1か月前
トヨタ自動車株式会社
接合方法
2か月前
ブラザー工業株式会社
工作機械
2か月前
トヨタ自動車株式会社
溶接ヘッド
21日前
トヨタ自動車株式会社
溶接マスク
2日前
大肯精密株式会社
自動送り穿孔機
2か月前
株式会社プロテリアル
金属箔の溶接方法
2か月前
株式会社不二越
管用テーパタップ
2か月前
トヨタ自動車株式会社
溶接ヘッド
22日前
株式会社不二越
超硬合金製ドリル
2か月前
株式会社コスメック
クランプ装置
3か月前
ビアメカニクス株式会社
レーザ加工装置
2か月前
株式会社ダイヘン
溶接装置
2か月前
株式会社不二越
波形抽出装置
13日前
オーエスジー株式会社
ドリル
3か月前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ