TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025101360
公報種別
公開特許公報(A)
公開日
2025-07-07
出願番号
2023218164
出願日
2023-12-25
発明の名称
銅合金板材、絞り加工用銅合金板材および絞り加工品
出願人
古河電気工業株式会社
代理人
個人
,
個人
主分類
C22C
9/06 20060101AFI20250630BHJP(冶金;鉄または非鉄合金;合金の処理または非鉄金属の処理)
要約
【課題】絞り加工性に優れると共に優れた寸法精度を有する絞り加工品を得ることができる銅合金板材、絞り加工用銅合金板材、および優れた寸法精度を有する絞り加工品を提供する。
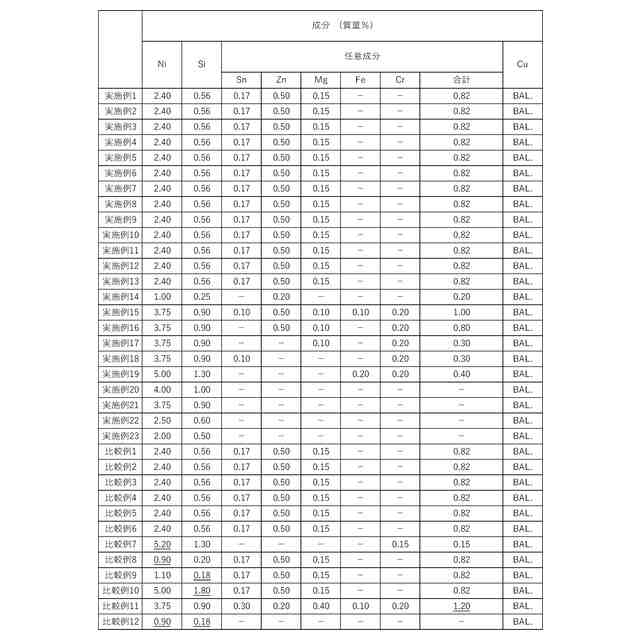
【解決手段】銅合金板材は、Niを1.00質量%以上5.00質量%以下、Siを0.20質量%以上1.50質量%以下、ならびにSn、Zn、Mg、FeおよびCrからなる群より選択される少なくとも1種の元素を合計で0質量%以上1.00質量%以下含有し、残部がCuおよび不可避不純物である合金組成を有し、表面に対するEBSD法による測定で得られる、{111}<112>方位から20°以内の結晶方位の領域の面積率は、3.0%以上である。
【選択図】なし
特許請求の範囲
【請求項1】
Niを1.00質量%以上5.00質量%以下、Siを0.20質量%以上1.50質量%以下、ならびにSn、Zn、Mg、FeおよびCrからなる群より選択される少なくとも1種の元素を合計で0質量%以上1.00質量%以下含有し、残部がCuおよび不可避不純物である合金組成を有し、
表面に対するEBSD法による測定で得られる、{111}<112>方位から20°以内の結晶方位の領域の面積率は、3.0%以上である、
銅合金板材。
続きを表示(約 350 文字)
【請求項2】
前記銅合金板材の前記表面に対するEBSD法による測定で得られる、{100}<001>方位から20°以内の結晶方位の領域の面積率は、4.5%以下である、請求項1に記載の銅合金板材。
【請求項3】
請求項1または2に記載の銅合金板材が絞り加工に用いられる、絞り加工用銅合金板材。
【請求項4】
請求項1または2に記載の銅合金板材を絞り加工してなる、絞り加工品。
【請求項5】
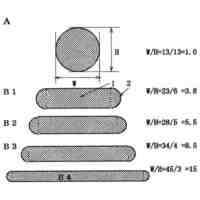
前記絞り加工品の縁部における最大直径をD(mm)および最小直径をd(mm)としたとき、下記式(1)で定義される真円度Iは、0.10mm以下である、請求項4に記載の絞り加工品。
真円度I(mm)={D(mm)-d(mm)}/2 式(1)
発明の詳細な説明
【技術分野】
【0001】
本開示は、銅合金板材、絞り加工用銅合金板材および絞り加工品に関する。
続きを表示(約 2,100 文字)
【背景技術】
【0002】
Cu-Ni-Si系合金は、これまでコネクタ向けとして曲げ加工に注目され、結晶方位制御により様々な改良がなされてきた。一方で、絞り加工性に優れるCu-Ni-Si系合金の報告は少ない。
【0003】
例えば、曲げ加工性の技術としては、高強度かつ曲げ加工性に優れ、さらに、曲げ異方性が小さく、コネクタなどの電子材料用銅合金として好適であるCu-Ni-Si系銅合金条が特許文献1に記載されている。このようなCu-Ni-Si系銅合金条は、NiおよびSiを所定量含有し、残部がCuおよび不可避不純物よりなる銅基合金の圧延面においてX線回折を用いて測定した3つの(hkl)面のX線回折強度が(I
(111)
+I
(311)
)/I
(220)
≦2.0を満たす。
【0004】
また、絞り加工性の技術としては、深絞り加工性および耐疲労特性に優れたCu-Ni-Si系銅合金板が特許文献2に記載されている。このようなCu-Ni-Si系銅合金板は、NiおよびSiを所定量含有し、残部がCuおよび不可避不純物からなり、後方散乱電子回折像システム付の走査型電子顕微鏡によるEBSD法にて測定したGoss方位密度が2.0~6.0%であり、KAMの平均値が0.9~1.5°であり、結晶粒界の全粒界長さLに対する特殊粒界の全特殊粒界長さLσの比率(Lσ/L)が60~70%である。
【0005】
ところで、従来の標準的な工程で製造されるCu-Ni-Si系銅合金板材の表面に対するEBSD法やX線により測定される結晶方位には、絞り加工性に有利とされる{111}面を含む結晶粒はほとんど観察されない。また、X線回折強度では、{220}面からの回折強度は、他の主な結晶面である{111}面、{200}面、{311}面からの回折強度と比較して非常に大きい。その結果、このような銅合金板材については、材料異方性が強く、その後の様々な加工に悪影響を与える。そのため、上記特許文献1のCu-Ni-Si系銅合金材では、結晶方位の制御により、曲げ加工性の改良を図っている。
【0006】
また、特許文献1は、強度および曲げ加工性の改良を目的とする発明であり、絞り加工性については検討されていない。さらに、曲げ加工性と絞り加工性の有利な結晶方位は同一ではなく、特許文献1のCu-Ni-Si系銅合金材では、優れた絞り加工性を具備していないと考えられる。
【0007】
また、特許文献2については、深絞り加工性の改良に関する発明ではあるが、絞り加工に関する評価が深絞り加工の可否判断のみであり、絞り加工品の寸法精度については言及されていない。また、特許文献2では、結晶方位制御によってGoss方位密度を2.0~6.0%に制御しているが、絞り加工性に有利とされる{111}面を含む結晶粒を制御していない。そのため、特許文献2のCu-Ni-Si系銅合金材では、絞り加工性が不十分であると考えられる。さらには、特許文献2のCu-Ni-Si系銅合金材の絞り加工で得られる絞り加工品の寸法精度も不十分であると考えられる。
【先行技術文献】
【特許文献】
【0008】
特開2006-9108号公報
特開2012-122114号公報
【発明の概要】
【発明が解決しようとする課題】
【0009】
本開示の目的は、絞り加工性に優れると共に優れた寸法精度を有する絞り加工品を得ることができる銅合金板材、絞り加工用銅合金板材、および優れた寸法精度を有する絞り加工品を提供することである。
【課題を解決するための手段】
【0010】
[1] Niを1.00質量%以上5.00質量%以下、Siを0.20質量%以上1.50質量%以下、ならびにSn、Zn、Mg、FeおよびCrからなる群より選択される少なくとも1種の元素を合計で0質量%以上1.00質量%以下含有し、残部がCuおよび不可避不純物である合金組成を有し、表面に対するEBSD法による測定で得られる、{111}<112>方位から20°以内の結晶方位の領域の面積率は、3.0%以上である、銅合金板材。
[2] 前記銅合金板材の前記表面に対するEBSD法による測定で得られる、{100}<001>方位から20°以内の結晶方位の領域の面積率は、4.5%以下である、上記[1]に記載の銅合金板材。
[3] 上記[1]または[2]に記載の銅合金板材が絞り加工に用いられる、絞り加工用銅合金板材。
[4] 上記[1]または[2]に記載の銅合金板材を絞り加工してなる、絞り加工品。
[5] 前記絞り加工品の縁部における最大直径をD(mm)および最小直径をd(mm)としたとき、下記式(1)で定義される真円度Iは、0.10mm以下である、上記[4]に記載の絞り加工品。
真円度I(mm)={D(mm)-d(mm)}/2 式(1)
【発明の効果】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
株式会社プロテリアル
焼結体
4か月前
宏幸株式会社
金属回収方法
2か月前
個人
高強度せん断補強筋用の鋼材
2か月前
株式会社神戸製鋼所
鋼材
2か月前
ハイモ株式会社
水中金属の回収除去方法
5か月前
株式会社クボタ
比重分離装置
3か月前
株式会社クボタ
比重分離装置
3か月前
株式会社クボタ
比重分離装置
3か月前
国立大学法人東北大学
高耐食銅合金
5か月前
日本製鉄株式会社
鋼材
2か月前
日本製鉄株式会社
鋼材
1か月前
日本製鉄株式会社
鋼線
11日前
日本製鉄株式会社
線材
11日前
日本製鉄株式会社
鋼材
2か月前
日本製鉄株式会社
鋼材
2か月前
日本製鉄株式会社
鋼線
5か月前
日本製鉄株式会社
鋼材
3か月前
国立大学法人東北大学
腐食環境用銅合金
5か月前
日本製鉄株式会社
鋼材
4か月前
JFEスチール株式会社
浸炭鋼部品
3か月前
日本製鉄株式会社
鉄道車輪
1か月前
日本製鉄株式会社
鉄道車輪
1か月前
JFEスチール株式会社
亜鉛回収方法
今日
日本精線株式会社
銅合金
3か月前
NTN株式会社
転動部材
4か月前
NTN株式会社
転動部材
4か月前
日本製鉄株式会社
軸受用鋼管
26日前
株式会社プロテリアル
合金部材及び合金部材の製造方法
28日前
株式会社村田製作所
スズイオンの分離方法
1か月前
日本製鉄株式会社
焼結鉱の製造方法
1か月前
日本製鉄株式会社
熱間圧延鋼材
3か月前
中部リサイクル株式会社
銅含有物の製造方法
3か月前
株式会社神戸製鋼所
鋼板およびその製造方法
5か月前
山陽特殊製鋼株式会社
肉盛層
18日前
住友金属鉱山株式会社
酸化亜鉛鉱の製造方法
3か月前
日本冶金工業株式会社
表面性状に優れたNi基合金
4か月前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ