TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025116413
公報種別
公開特許公報(A)
公開日
2025-08-08
出願番号
2024010816
出願日
2024-01-29
発明の名称
圧延材のウエッジ予測方法、ウエッジ制御方法、製造方法、ウエッジ予測モデルの生成方法、及びウエッジ制御装置
出願人
JFEスチール株式会社
代理人
弁理士法人酒井国際特許事務所
主分類
B21B
37/58 20060101AFI20250801BHJP(本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き)
要約
【課題】圧延機を用いて複数の圧延パスにより圧延材のレバース圧延を行う圧延工程において圧延材のウエッジを多くの労力を要することなく精度よく予測可能な圧延材のウエッジ予測方法及びウエッジ予測モデル生成方法を提供すること。
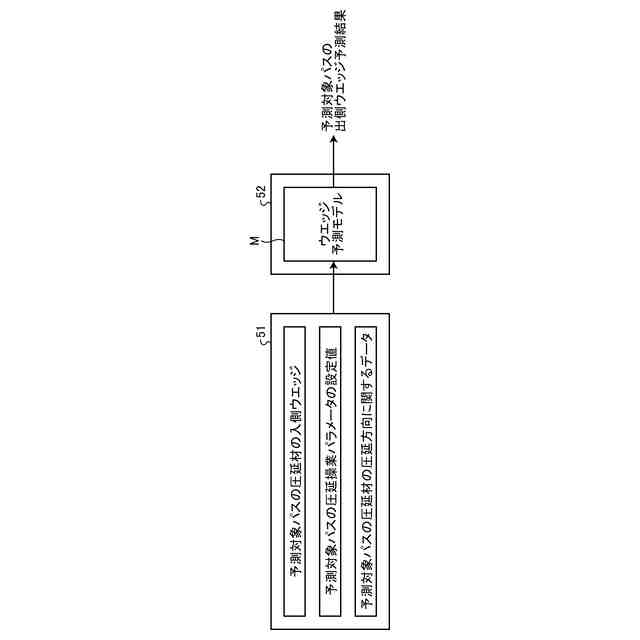
【解決手段】本発明に係る圧延材のウエッジ予測方法は、圧延機を用いて複数の圧延パスにより圧延材をレバース圧延する圧延工程における、複数の圧延パスから選択した圧延パスである予測対象パスにおける圧延機の出側での圧延材のウエッジを予測する圧延材のウエッジ予測方法であって、予測対象パスにおける、圧延機の入側での圧延材のウエッジと、圧延操業パラメータのうちの少なくとも1つと、圧延材の圧延方向に関するデータと、を入力に含み、予測対象パスにおける圧延機の出側での圧延材のウエッジを出力とする、機械学習により学習されたウエッジ予測モデルを用いて、予測対象パスにおける圧延機の出側での圧延材のウエッジを予測するステップを含む。
【選択図】図9
特許請求の範囲
【請求項1】
圧延機を用いて複数の圧延パスにより圧延材をレバース圧延する圧延工程における、前記複数の圧延パスから選択した圧延パスである予測対象パスにおける前記圧延機の出側での圧延材のウエッジを予測する圧延材のウエッジ予測方法であって、
前記予測対象パスにおける、前記圧延機の入側での前記圧延材のウエッジと、圧延操業パラメータのうちの少なくとも1つと、前記圧延材の圧延方向に関するデータと、を入力に含み、前記予測対象パスにおける前記圧延機の出側での圧延材のウエッジを出力とする、機械学習により学習されたウエッジ予測モデルを用いて、前記予測対象パスにおける前記圧延機の出側での圧延材のウエッジを予測するステップを含む、圧延材のウエッジ予測方法。
続きを表示(約 1,200 文字)
【請求項2】
前記圧延操業パラメータには、前記圧延機のレベリング量が含まれる、請求項1に記載の圧延材のウエッジ予測方法。
【請求項3】
請求項1又は2に記載の圧延材のウエッジ予測方法を用いて予測した前記圧延機の出側での圧延材のウエッジに基づいて、前記予測対象パスにおける前記圧延機の出側での圧延材のウエッジの大きさが予め設定された閾値以下となるように前記予測対象パスにおける前記圧延機の操作量を算出する操作量算出ステップを含む、圧延材のウエッジ制御方法。
【請求項4】
請求項3に記載の圧延材のウエッジ制御方法を用いて圧延材を製造するステップを含む、圧延材の製造方法。
【請求項5】
圧延機を用いて複数の圧延パスにより圧延材をレバース圧延する圧延工程における、前記複数の圧延パスから選択した圧延パスである予測対象パスにおける前記圧延機の出側での圧延材のウエッジを予測する圧延材のウエッジ予測モデルの生成方法であって、
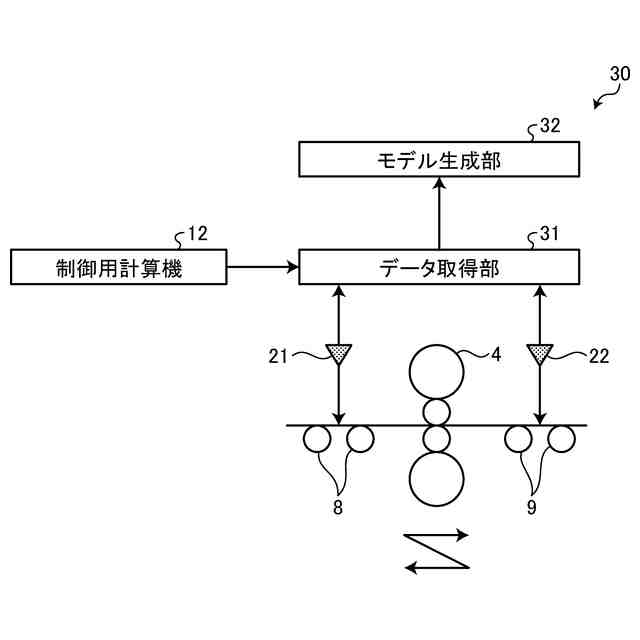
前記複数の圧延パスにおける、前記圧延機の入側での圧延材のウエッジと、圧延操業パラメータのうちの少なくとも1つと、圧延材の圧延方向に関するデータと、前記圧延機の出側での圧延材のウエッジと、を1組とするデータセットを複数取得し、取得された複数のデータセットを教師データとする機械学習によって、前記圧延機の入側での圧延材のウエッジと、前記圧延操業パラメータのうちの少なくとも1つと、前記圧延材の圧延方向に関するデータと、を含む入力データを入力とし、前記圧延機の出側での圧延材のウエッジを出力とするウエッジ予測モデルを生成するステップを含む、圧延材のウエッジ予測モデルの生成方法。
【請求項6】
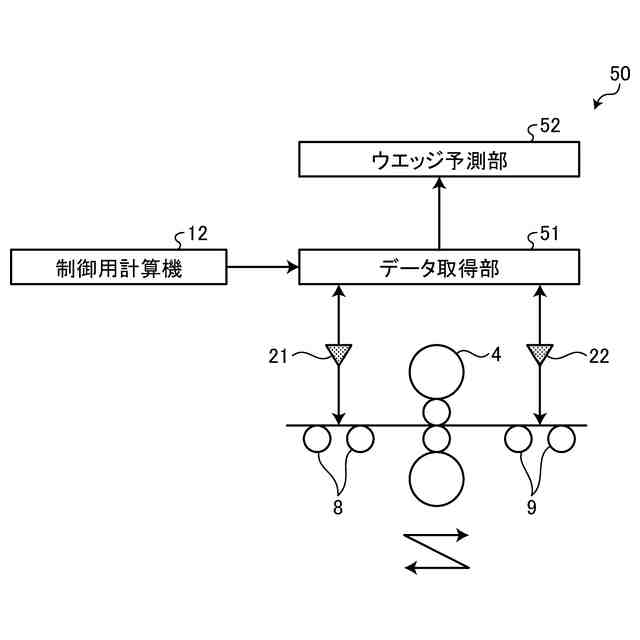
圧延機を用いて複数の圧延パスにより圧延材をレバース圧延する圧延工程における、前記複数の圧延パスから選択した圧延パスである予測対象パスにおける前記圧延機の出側での圧延材のウエッジを制御する圧延材のウエッジ制御装置であって、
前記予測対象パスにおける、前記圧延機の入側での圧延材のウエッジと、圧延操業パラメータのうちの少なくとも1つと、圧延材の圧延方向に関するデータと、を入力に含み、前記予測対象パスにおける前記圧延機の出側での圧延材のウエッジを出力とする、機械学習により学習されたウエッジ予測モデルを用いて、前記予測対象パスにおける前記圧延機の出側での圧延材のウエッジを予測するウエッジ予測部と、
前記ウエッジ予測部が予測した前記圧延機の出側での圧延材のウエッジに基づいて、前記予測対象パスにおける前記圧延機の出側での圧延材のウエッジの大きさが予め設定された閾値以下となるように前記予測対象パスにおける前記圧延機の操作量を算出する操作量算出部と、
を備える、圧延材のウエッジ制御装置。
発明の詳細な説明
【技術分野】
【0001】
本発明は、圧延材のウエッジ予測方法、ウエッジ制御方法、製造方法、ウエッジ予測モデルの生成方法、及びウエッジ制御装置に関する。
続きを表示(約 3,000 文字)
【背景技術】
【0002】
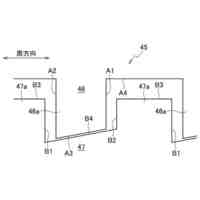
厚板圧延機や熱延ラインの粗圧延機では、複数の圧延パスにより圧延材のレバース圧延が行われる。レバース圧延を行う圧延機を可逆式圧延機と呼ぶことがある。レバース圧延は、連続圧延に比べて圧延パス間の時間が長いことから、圧延材の厚みが厚く、圧延材の温度降下が小さい段階で行われるのが通常である。圧延材の厚みが厚い場合、圧延機の作業側(WS)と駆動側(DS)との間にロールギャップ差が生じていても、圧延材の曲がり(キャンバー)や蛇行は顕在化しにくい。しかしながら、圧延機の作業側と駆動側との間にロールギャップ差が生じていると、圧延材の幅方向の一端側の厚みと他端側の厚みとの差であるウエッジが形成されやすい。圧延材にウエッジが形成されても、圧延材の厚みが厚い段階では操業トラブルの直接的な原因になることは少ない。ところが、圧延材に形成されたウエッジが大きくなると、圧延パスが進行し、圧延材の厚みが薄くなった段階で、キャンバーや蛇行が発生することがある。そして、この結果、圧延材が圧延機のサイドガイド等の機器と接触する等、圧延材の通板トラブルが発生しやすくなる。また、圧延材の製品厚みが厚い場合であっても、圧延材のウエッジが大きくなると、製品の厚み精度が悪化し、寸法精度不良によって製品の歩留まりが低下する。
【0003】
このような背景から、レバース圧延を対象として、圧延材のウエッジを制御するために圧延機のレベリング(圧延機の作業側と駆動側との間の圧下位置差)を調整する技術が提案されている。具体的には、特許文献1には、金属板等の板材圧延におけるウエッジの設定・制御方法が記載されている。詳しくは、特許文献1に記載の方法は、まず、粗ミルの奇数パスの圧延において、板材先端からの距離に応じてウエッジと板幅中央部板厚を測定し、これを記憶する。次に、粗ミルの偶数パスの圧延において、記憶したウエッジ及び板幅中央部板厚とロールギャップレベリングのウエッジに対する影響係数及びミル設定計算による出側板厚とを用いて、板材先端からの距離に応じたロールギャップレベリング制御量を求める。そして、求めたロールギャップレベリング制御量を粗ミルのロールギャップレベリングにフィードフォワード制御で印加する。特許文献1によれば、これにより、作業側と駆動側で同一板厚の板材を圧延することができるとされている。
【0004】
また、特許文献2には、熱間圧延時のウエッジとキャンバーを許容範囲内に制御することができる熱間圧延材のウエッジ制御方法が記載されている。詳しくは、特許文献2に記載の方法は、まず、仕上圧延機の出側に設置したウエッジ計により測定した熱間圧延材のウエッジが閾値を超えた場合、少なくともウエッジの閾値を超えた分を解消するに足るロールギャップ制御量を求める。ロールギャップ制御量は、熱間圧延材の厚み、幅、及び材質に応じて予め求めたロールギャップ制御量とウエッジ変化量の関係から求められる。次に、粗圧延機出側のキャンバー量を予測し、予測したキャンバー量が予め定めた閾値を超えないよう次の熱間圧延材の粗圧延機でのレベリング量を制御する。特許文献2によれば、これにより、熱間圧延時のウエッジとキャンバーを許容範囲内に制御することができるとされている。
【先行技術文献】
【特許文献】
【0005】
特許第4685777号公報
特開平11-10215号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
特許文献1に記載の方法は、粗ミルの偶数パスの圧延において、ロールギャップレベリングのウエッジに対する影響係数を用いて、板材先端からの距離に応じたロールギャップレベリング制御量を算出する。しかしながら、この場合、ロールギャップレベリングのウエッジに対する影響係数とは、ロールギャップレベリングの変更量に対する板材のウエッジの変化量を意味するものであるが、その具体的な特定方法は開示されていない。一般的には、ロールギャップレベリングのウエッジに対する影響係数は、圧延材の厚み、幅、圧下率等の圧延条件の他、圧延機の作業側と駆動側との間の剛性差等、種々の条件によって変化する。このため、これらの条件に対応したロールギャップレベリングのウエッジに対する影響係数を予め特定するには多大な労力を要する。
【0007】
一方、特許文献2には、熱間圧延材の厚み、幅、及び材質に応じてロールギャップ制御量とウエッジ変化量の関係を予め特定しておくことが記載されている。そして、特許文献2に記載の方法は、熱間圧延材の厚み、幅、及び材質をグループ化し、それぞれのグループに対応してロールギャップ制御量とウエッジ変化量の関係の実測結果からロールギャップ制御量とウエッジ変化量の関係を特定している。この場合、熱間圧延材の厚みや幅は、熱間圧延材の寸法に関するパラメータであり、材質は変形抵抗に影響することから圧延荷重と相関を有するパラメータである。しかしながら、ロールギャップ制御量とウエッジ変化量の関係は、熱間圧延材の圧延条件に関するパラメータだけでなく、圧延機の作業側と駆動側との間の剛性差等、圧延機の特性に応じて変化する。このため、熱間圧延材の圧延条件に関するパラメータである、熱間圧延材の厚み、幅、及び材質に応じてロールギャップ制御量とウエッジ変化量の関係を特定しておくだけでは、高精度なウエッジ制御を実現することは難しい。
【0008】
本発明は上記課題を解決するためになされたものであって、その目的は、圧延機を用いて複数の圧延パスにより圧延材のレバース圧延を行う圧延工程において圧延材のウエッジを多くの労力を要することなく精度よく予測可能な圧延材のウエッジ予測方法及びウエッジ予測モデルの生成方法を提供することにある。また、本発明の他の目的は、圧延材のウエッジを低減可能な圧延材のウエッジ制御方法及びウエッジ制御装置を提供することにある。また、本発明の他の目的は、厚みの偏差が小さい圧延材を製造可能な圧延材の製造方法を提供することにある。
【課題を解決するための手段】
【0009】
本発明に係る圧延材のウエッジ予測方法は、圧延機を用いて複数の圧延パスにより圧延材をレバース圧延する圧延工程における、前記複数の圧延パスから選択した圧延パスである予測対象パスにおける前記圧延機の出側での圧延材のウエッジを予測する圧延材のウエッジ予測方法であって、前記予測対象パスにおける、前記圧延機の入側での前記圧延材のウエッジと、圧延操業パラメータのうちの少なくとも1つと、前記圧延材の圧延方向に関するデータと、を入力に含み、前記予測対象パスにおける前記圧延機の出側での圧延材のウエッジを出力とする、機械学習により学習されたウエッジ予測モデルを用いて、前記予測対象パスにおける前記圧延機の出側での圧延材のウエッジを予測するステップを含む。
【0010】
前記圧延操業パラメータには、前記圧延機のレベリング量が含まれるとよい。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
棒鋼連続引抜装置
4か月前
個人
ヘッダー加工機
2か月前
株式会社オプトン
曲げ加工装置
5か月前
日東精工株式会社
中空軸部品の製造方法
1か月前
日伸工業株式会社
プレス加工装置
1か月前
株式会社不二越
NC転造盤
5か月前
株式会社不二越
NC転造盤
1か月前
工機ホールディングス株式会社
ニブラ
2か月前
トヨタ紡織株式会社
プレス金型
3か月前
東栄工業株式会社
ダブルデッキヘミング金型
1か月前
トヨタ紡織株式会社
プレス装置
3か月前
株式会社西田製作所
パンチャーヘッド
3か月前
トヨタ紡織株式会社
プレス金型
2か月前
トヨタ自動車株式会社
打ち抜き加工方法
2か月前
株式会社TMEIC
監視装置
3か月前
株式会社トラバース
パンチング加工装置
3か月前
株式会社アマダ
曲げ加工機
4か月前
株式会社アマダ
曲げ加工機
1か月前
浙江飛剣工貿有限公司
二重片口の製造方法
1か月前
トヨタ自動車株式会社
電磁鋼板の成形方法
1か月前
株式会社吉野機械製作所
プレス機械
1か月前
加藤軽金属工業株式会社
押出材の加工装置
5か月前
ユニオンツール株式会社
転造ダイスセット
1か月前
トヨタ自動車株式会社
パイプ曲げ加工装置
4か月前
トヨタ紡織株式会社
プレス金型装置
3か月前
ユニプレス株式会社
プレス加工装置
9日前
株式会社不二越
転造加工用平ダイス
4か月前
株式会社アマダ
プレスブレーキ
12日前
本田技研工業株式会社
鍛造用金型
5か月前
株式会社TMEIC
制御システム
1か月前
株式会社TMEIC
誘導加熱装置
1か月前
株式会社エナテック
製品分離システム
4か月前
JFEスチール株式会社
熱延鋼板の製造方法
12日前
日本製鉄株式会社
圧延装置
4か月前
トヨタ自動車株式会社
歯形を鍛造成形する方法
4か月前
トックス プレソテクニック株式会社
接合装置
4か月前
続きを見る
他の特許を見る




 特許ウォッチ
特許ウォッチ