TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025095859
公報種別
公開特許公報(A)
公開日
2025-06-26
出願番号
2023212224
出願日
2023-12-15
発明の名称
中空軸部品の製造方法
出願人
日東精工株式会社
代理人
主分類
B21K
1/10 20060101AFI20250619BHJP(本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き)
要約
【課題】製造コストを低減できる中空軸部品の製造方法の提供。
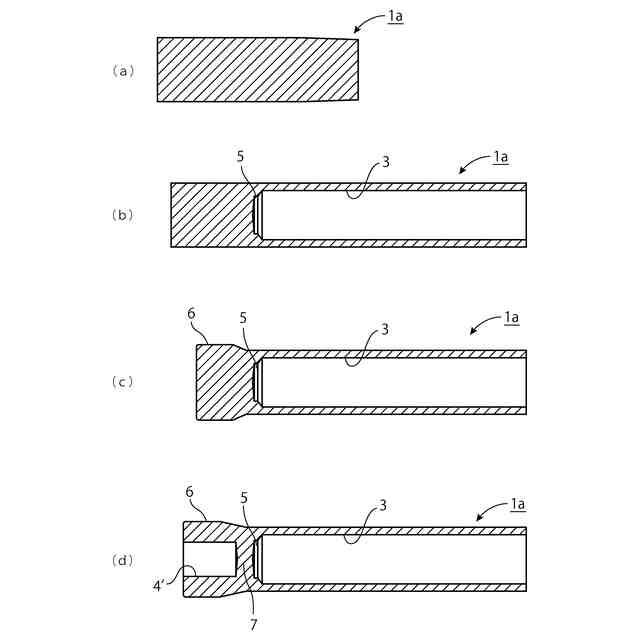
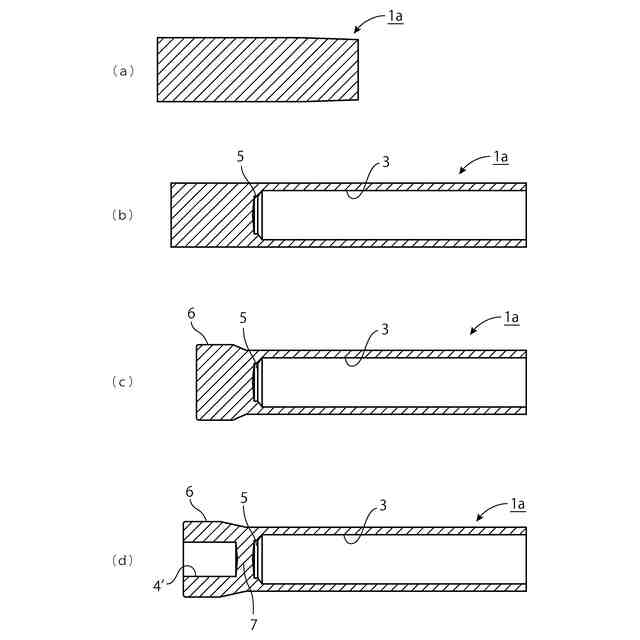
【解決手段】本発明の中空軸部品の製造方法は、素材1aの一端側から大径穴部3を成形する圧造工程と、前記素材1aの他端側から前記大径穴部3と同軸上に位置し、かつ大径穴部3と所定の厚みの隔壁部7で隔てられた小径穴部4′を成形する圧造工程とを備え、隔壁部7を切削工程で切削することにより中空軸部品を得るものである。この製造方法であれば、比較的能力の低い安価な圧造装置によって圧造工程を行うことができる。また、圧造時に大径穴部3の底部に大径穴部3と同軸上に連続しかつ小径穴部と同じ直径で成る逃げ部5を成形しておくことにより、続く切削工程においてバリの発生を抑制することができる。
【選択図】図2
特許請求の範囲
【請求項1】
素材の一端側から大径穴部を成形する圧造工程と、前記素材の他端側から前記大径穴部と同軸上に位置し、かつ大径穴部と所定の厚みの隔壁部で隔てられた小径穴部を成形する圧造工程と、前記小径穴部側から隔壁部を削って小径穴部を大径穴部に貫通させる切削工程とを備えて成ることを特徴とする中空軸部品の製造方法。
続きを表示(約 270 文字)
【請求項2】
素材の一端側から大径穴部を成形する圧造工程と、前記素材の他端側から前記大径穴部と同軸上に位置し、かつ大径穴部と所定の厚みの隔壁部で隔てられた小径穴部を成形する圧造工程とを備えた中空軸部品の製造方法であって、
前記大径穴部の底部に大径穴部と同軸上に連続しかつ小径穴部と同じ直径で成る逃げ部を成形する圧造工程を有することを特徴とする中空軸部品の製造方法。
【請求項3】
素材は加工硬化によって所望の硬度となる冷間圧造用炭素鋼で成ることを特徴とする請求項1または請求項2に記載の中空軸部品の製造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、軸方向に直径の異なる貫通穴を備えた中空軸部品の製造方法に関する。
続きを表示(約 2,400 文字)
【背景技術】
【0002】
従来、中空軸部品の製造方法としては、特許文献1に示されるような冷間押出しによる方法が知られている。この特許文献1によれば、あらかじめ一端につば部を形成した原素材の一端側から穴明けポンチを押し込んで筒状部を形成しつつ、これによって前方に押し出された軸部をバックアップポンチに沿わせることにより中空軸部に形成することが明らかである。また、特許文献2には、外径と内径のそれぞれが両端部で異なる径に構成された中空軸部品であって、中空穴が貫通穴となっている中空軸物の製造方法が開示されている。この特許文献2によれば、後方押出しによる予備成形で素材の一端に中空穴を形成し、続く芯バリ抜加工により中空穴を打ち抜き、前記中空穴よりも小さい径の貫通穴を形成することが明らかである。
【先行技術文献】
【特許文献】
【0003】
特開昭54-11063号公報
特開昭63-63546号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
特許文献1で得られた中空軸部品の穴をさらに加工して貫通穴にする場合は、特許文献2のような芯バリ抜加工のように隔壁部分を打ち抜く必要がある。しかし、圧造による貫通穴の成形には、相当の能力を有する高価な圧造装置が必要になる等の問題があった。また、特許文献1のような径の異なる穴を貫通させる加工を行うと、貫通した部分、すなわち大径穴と小径穴の境界となる段差部分にバリが形成されやすく、これを除去する工程が別途必要になる等の問題があった。この場合、貫通穴の途中であって、かつ段差部分にバリが生じることから、これを除去するのにも手間がかかることになる。さらに、金属製の中空軸部品の中には、ある程度の硬度が必要にもかかわらず、熱処理で硬化させることが許されない部品も多くある。このような場合は、素材の状態で硬度が高い材料を選定することになるが、硬度が高い材料で貫通穴を有し、なおかつ長尺の中空軸部品を圧造により得ようとすると、この場合も相当の能力を有する大型の圧造装置が必要になり、中空軸部品の製造コストが高くなってしまう等の問題があった。
【課題を解決するための手段】
【0005】
本発明は上記課題に鑑みて創成されたものであり、製造コストを抑制する中空軸部品の製造方法の提供を目的とする。
【0006】
上記目的を達成するために本発明は、素材の一端側から大径穴部を成形する圧造工程と、前記素材の他端側から前記大径穴部と同軸上に位置し、かつ大径穴部と所定の厚みの隔壁部で隔てられた小径穴部を成形する圧造工程と、前記小径穴部側から隔壁部を削って小径穴部を大径穴部に貫通させる切削工程とを備えて成ることを特徴とする。これにより、比較的能力の低い安価な圧造装置によって圧造工程を行うことが可能となる。
【0007】
また本発明は、素材の一端側から大径穴部を成形する圧造工程と、前記素材の他端側から前記大径穴部と同軸上に位置し、かつ大径穴部と所定の厚みの隔壁部で隔てられた小径穴部を成形する圧造工程とを備えた中空軸部品の製造方法であって、前記大径穴部の底部に大径穴部と同軸上に連続しかつ小径穴部と同じ直径で成る逃げ部を成形する圧造工程を有することを特徴とするものである。このように大径穴部の底部に小径穴部と同じ直径の逃げ部を成形しておくことにより、続く切削工程で小径穴部側から小径穴部を大径穴部に貫通させる切削加工を行った際、貫通部分にバリが発生しにくくなる。
【0008】
前記素材は加工硬化によって所望の硬度となる冷間圧造用炭素鋼で成ることが好ましい。このように、加工硬化によって所望の硬度となる冷間圧造用炭素鋼を素材として選定して用いることにより、圧造や切削などの加工性が高く、しかも熱処理を介さずに圧造と切削の加工圧のみで所望の硬度の中空軸部品を得ることが可能になる。
【発明の効果】
【0009】
本発明によれば、大径穴部の底部に小径穴部と同じ直径の逃げ部を圧造成形するため、続く工程で小径穴部側から小径穴部を大径穴部に貫通させる加工を行った際、貫通部分にバリが発生しにくくなる。よって、バリを除去する工程が不要となり、加工工数を削減することが可能になる等の利点がある。また、加工硬化によって所望の硬度となる冷間圧造用炭素鋼を材料とすることで、圧造も切削もしやすく、また熱処理を介さずに圧造や切削の加工圧のみで所望の硬度を備えた中空軸部品を得ることが可能になる。特に、圧造工程では両端からそれぞれ形成した大径穴部と小径穴部を貫通させない加工を行い、その後に切削加工でこれらを貫通させているため、切削加工で削り取る部分の加工硬化を極力抑えることができ、冷間圧造用炭素鋼の加工性の高さを活かして切削加工までを行うことができる。しかも、圧造工程では貫通穴を成形しないため、比較的能力の低い圧造装置によっても加工が可能となる等の利点もある。このように本発明の中空軸部品の製造方法によると、加工工数の削減や加工性の向上、加工設備コストの抑制等を量ることが可能となり、中空軸部品の製造コストを低減することが可能となる。
【図面の簡単な説明】
【0010】
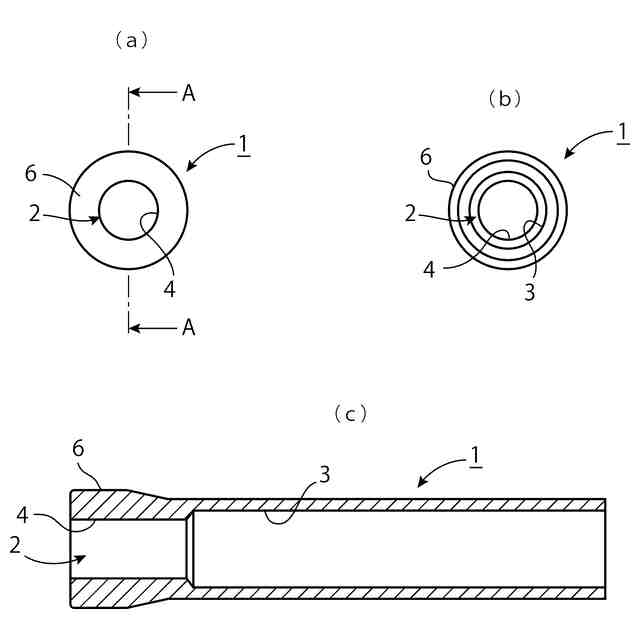
本発明に係る中空軸部品の製造方法によって製造される中空軸部品の説明図であり、(a)は正面図、(b)は背面図、(c)は(a)におけるA-A線断面図である。
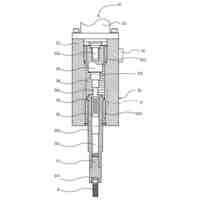
本発明に係る中空軸部品の製造方法の説明用断面図である。
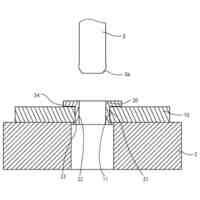
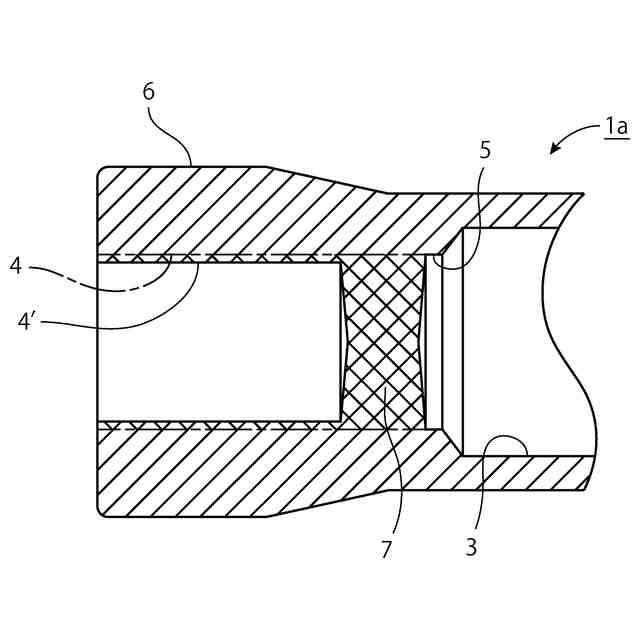
図2(d)の要部拡大図である。
【発明を実施するための形態】
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
日東精工株式会社
ねじ締め機
19日前
日東精工株式会社
ねじ締め機
1か月前
日東精工株式会社
ねじ締め装置
10日前
日東精工株式会社
地盤の液状化判定方法
今日
日東精工株式会社
異種金属バスバーおよびその製造方法
2か月前
日東精工株式会社
位置決め装置およびこれを備えた作業機
19日前
個人
棒鋼連続引抜装置
6か月前
個人
ヘッダー加工機
3か月前
株式会社オプトン
曲げ加工装置
6か月前
日伸工業株式会社
プレス加工装置
3か月前
株式会社不二越
NC転造盤
2か月前
株式会社不二越
NC転造盤
6か月前
日東精工株式会社
中空軸部品の製造方法
3か月前
オムロン株式会社
導線折り曲げ治具
1か月前
トヨタ紡織株式会社
プレス金型
10日前
株式会社アマダ
曲げ金型
1か月前
トヨタ紡織株式会社
プレス装置
4か月前
東栄工業株式会社
ダブルデッキヘミング金型
3か月前
株式会社西田製作所
パンチャーヘッド
4か月前
トヨタ紡織株式会社
プレス金型
3か月前
トヨタ紡織株式会社
プレス金型
5か月前
工機ホールディングス株式会社
ニブラ
4か月前
トヨタ自動車株式会社
打ち抜き加工方法
4か月前
株式会社アマダ
曲げ加工機
3か月前
株式会社トラバース
パンチング加工装置
5か月前
株式会社TMEIC
監視装置
5か月前
株式会社アマダ
曲げ加工機
6か月前
ユニプレス株式会社
プレス加工装置
1か月前
トヨタ紡織株式会社
プレス金型装置
4か月前
株式会社三明製作所
転造装置
1か月前
加藤軽金属工業株式会社
押出材の加工装置
6か月前
株式会社吉野機械製作所
プレス機械
3か月前
ユニオンツール株式会社
転造ダイスセット
2か月前
株式会社不二越
転造加工用平ダイス
6か月前
トヨタ自動車株式会社
パイプ曲げ加工装置
6か月前
浙江飛剣工貿有限公司
二重片口の製造方法
3か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ