TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025120977
公報種別
公開特許公報(A)
公開日
2025-08-19
出願番号
2024016063
出願日
2024-02-06
発明の名称
ボディ及び切削工具
出願人
株式会社タンガロイ
代理人
個人
,
個人
,
個人
,
個人
主分類
B23B
51/06 20060101AFI20250812BHJP(工作機械;他に分類されない金属加工)
要約
【課題】十分な剛性を確保しながら十分な断面積を有する流路が設けられたボディ及び切削工具を提供する。
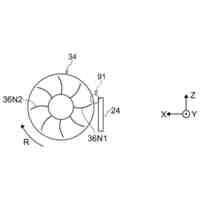
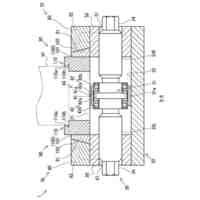
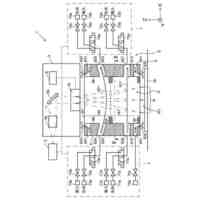
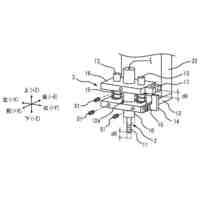
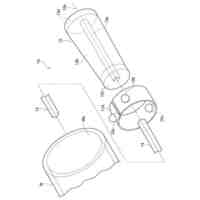
【解決手段】切削工具1のボディ10であって、切削インサート60が取り付けられるインサートポケット20と、切削インサート60をインサートポケット20に締結するインサート取付ねじ70がねじ込まれて挿入されるねじ穴22と、先端で開口する吐出口52からクーラントCを吐出させる切りくず排出用クーラント流路50と、を有し、軸方向に直交する断面において、切りくず排出用クーラント流路50の少なくとも一部は、インサートポケット20からの距離Daと、ねじ穴22からの距離Dbと、ボディ10の外周10cからの距離Dcと、が所定寸法以上である。
【選択図】図5
特許請求の範囲
【請求項1】
切削工具のボディであって、
切削インサートが取り付けられるインサート取付座と、
前記切削インサートを前記インサート取付座に締結する締結部品が挿入される締結部分と、
先端で開口する吐出口から流体を吐出させる流路と、
を有し、
軸方向に直交する断面において、前記流路の少なくとも一部は、前記インサート取付座からの距離と、前記締結部分からの距離と、ボディの外周からの距離とが、それぞれ所定寸法以上である、
ボディ。
続きを表示(約 620 文字)
【請求項2】
前記インサート取付座からの距離、前記ねじ穴からの距離及びボディの外周からの距離は、0.1mm以上0.5mm以下である、
請求項1に記載のボディ。
【請求項3】
前記インサート取付座からの距離と、前記ねじ穴からの距離と、ボディの外周からの距離と、が同等寸法である、
請求項1に記載のボディ。
【請求項4】
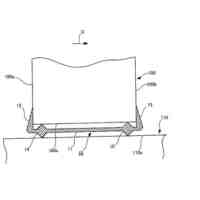
軸方向に直交する断面における前記流路の少なくとも一部は、略三角形状である、
請求項1に記載のボディ。
【請求項5】
軸方向に直交する断面において、ボディの外周の少なくとも一部に円弧形状の部分を有し、前記流路の少なくとも一部は、ボディの外周に沿う円弧形状の部分を有する略扇形状である、
請求項4に記載のボディ。
【請求項6】
前記吐出口は、軸方向に直交する断面における前記流路の少なくとも一部と異なる形状とされている、
請求項1に記載のボディ。
【請求項7】
前記流路における前記吐出口に繋がる一部は、前記締結部分の外周に沿って湾曲している、
請求項1に記載のボディ。
【請求項8】
前記インサート取付座における基端部側で開口する他の流路をさらに有する、
請求項1に記載のボディ。
【請求項9】
請求項1から8のいずれか一項に記載のボディを備えた切削工具。
発明の詳細な説明
【技術分野】
【0001】
本発明は、ボディ及び切削工具に関する。
続きを表示(約 1,400 文字)
【背景技術】
【0002】
特許文献1には、穴あけ加工用や旋削加工用としての切削工具が示されている。また、特許文献2には、流体の流路を有する切削工具が示され、さらに、特許文献3,4には、先端に流路が開口する切削工具が開示されている。
【先行技術文献】
【特許文献】
【0003】
特許第7290206号公報
国際公開第2019/069924号
特開2007-185765号公報
特開2016-128195号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
ところで、切削工具のボディの先端部は、切削インサートを装着するインサートポケットや切削インサートを締結するためのねじ穴などの締結部分を有するため、スペースが狭くなっている。このため、ボディの先端で開口する流路を、剛性の低下を抑えつつ十分な流路断面で形成するのが難しかった。
【0005】
本発明は、上記事情に鑑みてなされたもので、十分な剛性を確保しながら十分な断面積を有する流路が設けられたボディ及び切削工具を提供することを目的としている。
【課題を解決するための手段】
【0006】
本発明の一態様に係るボディは、切削工具のボディであって、切削インサートが取り付けられるインサート取付座と、切削インサートをインサート取付座に締結する締結部品が挿入される締結部分と、先端で開口する吐出口から流体を吐出させる流路と、を有し、軸方向に直交する断面において、流路の少なくとも一部は、インサート取付座からの距離と、締結部分からの距離と、ボディの外周からの距離とが、それぞれ所定寸法以上である。
【0007】
一般に、穴加工を行う切削工具では、加工する穴よりもボディを小径にする必要がある。また、穴加工を行う切削工具では、加工する穴への外部からのクーラントの供給及び穴からの切りくずの排出が困難であるため、ボディの先端からクーラントを噴射させる流路を設けることが望まれる。切削インサートが取り付けられるインサート取付座と、切削インサートをインサート取付座に締結する締結部品がねじ込まれるねじ穴などの締結部分と、を有するボディにおいては、先端で開口する吐出口から流体を吐出させる流路を設ける場合、インサート取付座、締結部分及び外周で囲まれた狭い領域に流路の一部が通される。この点、上記構造のボディでは、軸方向に直交する断面において、先端に吐出口を有する流路の少なくとも一部におけるインサート取付座との距離、締結部分との距離及びボディの外周からの距離をそれぞれ所定寸法以上としている。これにより、剛性の低下を抑えつつ流路断面が最大限に確保された流路を設けることができる。したがって、切削インサートの冷却と切りくず排出性を向上させることが可能であり、結果、切りくずの詰まりを抑制することができるようになる。
【0008】
インサート取付座からの距離、ねじ穴からの距離及びボディの外周からの距離は、0.1mm以上0.5mm以下であってもよい。
【0009】
インサート取付座からの距離と、ねじ穴からの距離と、ボディの外周からの距離と、が同等寸法であってもよい。
【0010】
軸方向に直交する断面における流路の少なくとも一部は、略三角形状であってもよい。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
麗豊実業股フン有限公司
ラクトバチルス・パラカセイNB23菌株及びそれを筋肉量の増加や抗メタボリック症候群に用いる用途
3か月前
日東精工株式会社
ねじ締め機
3日前
株式会社北川鉄工所
回転装置
2か月前
日東精工株式会社
ねじ締め機
2か月前
株式会社ダイヘン
溶接電源装置
18日前
株式会社ダイヘン
溶接電源装置
1か月前
日東精工株式会社
ねじ締め装置
1か月前
株式会社ダイヘン
溶接電源装置
1か月前
個人
切削油供給装置
今日
株式会社FUJI
工作機械
1か月前
株式会社FUJI
工作機械
2か月前
キヤノン電子株式会社
加工システム
13日前
村田機械株式会社
レーザ加工機
2か月前
村田機械株式会社
レーザ加工機
2か月前
株式会社トヨコー
被膜除去方法
3か月前
大見工業株式会社
ドリル
26日前
有限会社 ナプラ
ソルダペースト
1か月前
トヨタ自動車株式会社
溶接ヘッド
2か月前
トヨタ自動車株式会社
溶接ヘッド
2か月前
住友重機械工業株式会社
加工装置
1か月前
株式会社不二越
ブローチ盤
7日前
津田駒工業株式会社
センタリングバイス
7日前
トヨタ自動車株式会社
溶接マスク
1か月前
株式会社ダイヘン
溶接装置
1か月前
株式会社ダイヘン
溶接装置
1か月前
株式会社不二越
波形抽出装置
2か月前
株式会社不二越
摩耗判定装置
2か月前
株式会社タマリ工業
レーザ加工装置
12日前
日東精工株式会社
はんだこて先の製造方法
2か月前
村田機械株式会社
ワーク位置決め治具
1か月前
株式会社ダイヘン
パルスアーク溶接制御方法
25日前
株式会社ジャノメ
インサート挿入装置
2か月前
株式会社IHI
支持機構
2か月前
株式会社東芝
異常検出装置
11日前
株式会社ダイヘン
パルスアーク溶接制御方法
25日前
株式会社向洋技研
プロジェクション溶接部材
1か月前
続きを見る
他の特許を見る









 特許ウォッチ
特許ウォッチ