TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025115461
公報種別
公開特許公報(A)
公開日
2025-08-07
出願番号
2024009924
出願日
2024-01-26
発明の名称
溶接電源装置
出願人
株式会社ダイヘン
代理人
主分類
B23K
9/073 20060101AFI20250731BHJP(工作機械;他に分類されない金属加工)
要約
【課題】正負両極性の溶接電流を得る溶接電源装置において、外部インダクタンスが大きい場合でも、極性切替えに要する時間を短くできる溶接電源装置を提供する。
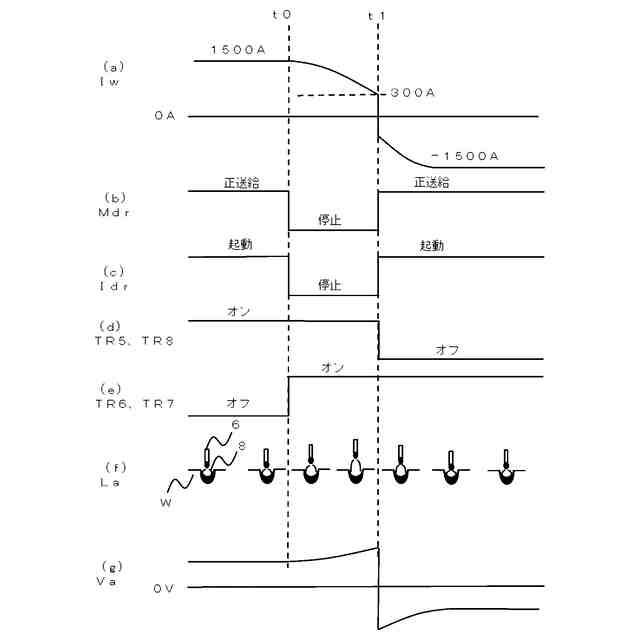
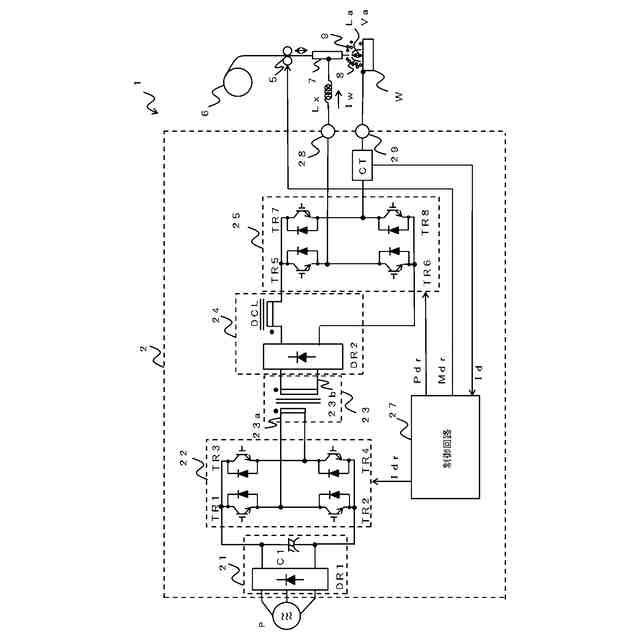
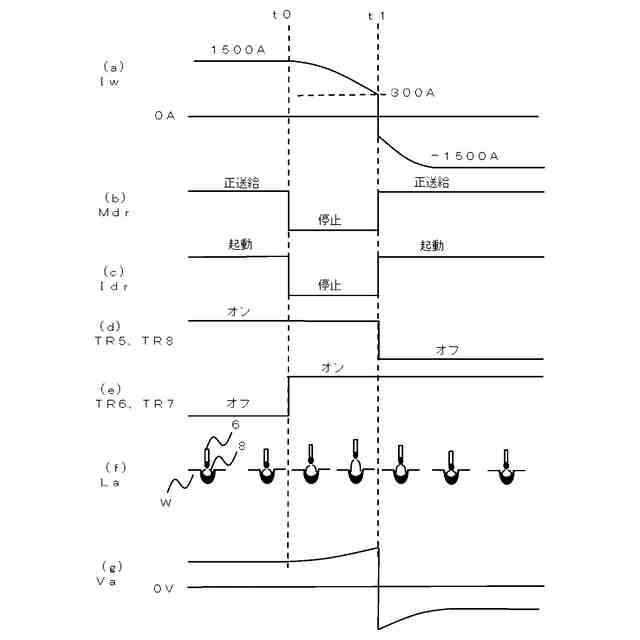
【解決手段】極性切替え開始とともにワイヤ送給装置の溶接ワイヤ送給を停止、インバータ回路を停止、極性切替回路の直列に接続されたスイッチング素子TR5~8を両方オンして溶接電源の出力を短絡する。溶接ワイヤ送給を停止したことにより、溶接ワイヤ6と被溶接物Wの間に発生しているアーク8のアーク長La及びアーク電圧Vaは徐々に増加するため、外部インダクタンスに蓄えられたエネルギーのアーク8での消費は速まり、極性切替えに要する時間を短縮する。
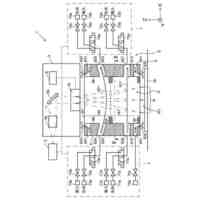
【選択図】図2
特許請求の範囲
【請求項1】
直流電力を高周波電力に変換するインバータ回路と、
前記インバータ回路によって発生させた前記高周波電力を一次巻線に印可して所定の電圧に変換するトランスと、
前記トランスの二次巻線に発生する高周波電力を直流電力に変換する整流回路と、
前記整流回路の出力を直列に接続されたスイッチング素子により正負両極性の溶接電流に切替える極性切替回路と、
前記溶接出電流を検出する電流検出器と、
前記インバータ回路及び前記極性切替回路を駆動する制御回路と、
を備えた溶接電源と、
前記制御回路からの指令により溶接ワイヤ送給を行うワイヤ送給装置と、
を備えた溶接電源装置において、
前記溶接電源が極性切替えを行う場合、前記制御回路は、前記インバータ回路を停止し、前記極性切替回路の直列に接続されたスイッチング素子を両方オンし、前記ワイヤ送給装置の溶接ワイヤ送給を停止又は逆送給し、前記電流検出器の出力の絶対値が所定値以下になった時点で、前記ワイヤ送給装置の溶接ワイヤ送給を正送給に切替え、前記スイッチング素子の一方をオフし、前記インバータ回路を起動して極性切替えを行うこと、
を特徴とする溶接電源装置。
続きを表示(約 330 文字)
【請求項2】
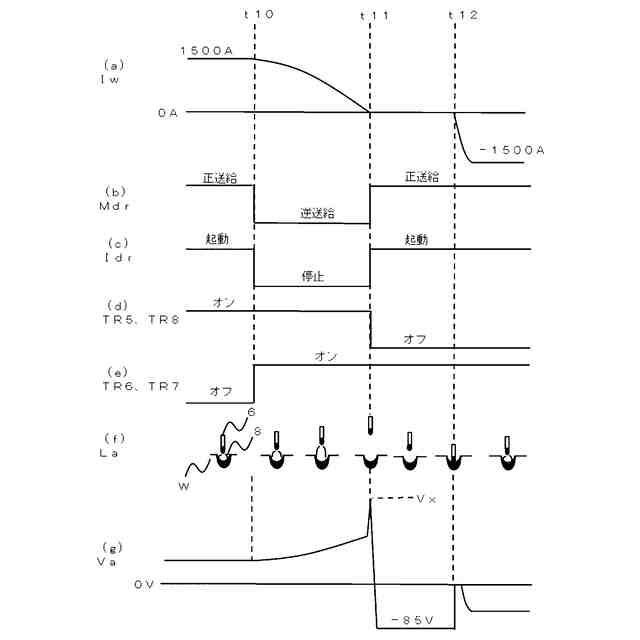
前記溶接電源が極性切替えを行う場合、前記制御回路は、前記インバータ回路を停止し、前記極性切替回路の直列に接続されたスイッチング素子を両方オンし、前記ワイヤ送給装置の溶接ワイヤ送給を逆送給し、前記電流検出器の出力の絶対値が零になった時点で、前記ワイヤ送給装置の溶接ワイヤ送給を正送給に切替え、前記スイッチング素子の一方をオフし、前記インバータ回路を起動して極性切替えを行うこと、
を特徴とする請求項1に記載の溶接電源装置。
【請求項3】
前記制御回路は、極性切替えを開始する所定時間前に前記ワイヤ送給装置の溶接ワイヤ送給を停止又は逆送給すること、
を特徴とする請求項1または2に記載の溶接電源装置。
発明の詳細な説明
【技術分野】
【0001】
溶接電源装置の極性切替えに関する。
続きを表示(約 2,000 文字)
【背景技術】
【0002】
正負両極性の溶接電流を得る溶接電源装置において、外部インダクタンスに流れる電流をある程度減少させた後、極性切替えを行う溶接電源装置が特許文献1には、記載されている。しかし、外部インダクタンスが大きいと外部インダクタンスに蓄えられたエネルギーの消費に時間がかかり、極性切替えに要する時間が長くなってしまう。
【先行技術文献】
【特許文献】
【0003】
特開2019-221010号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
直流電源をインバータ回路により高周波電源に変換し、トランスにて所望の電圧に変換し、整流して得た直流電力の出力に直列に接続されたスイッチング素子により正負両極性の溶接電流を得る溶接電源装置が先行文献2にて開示されている。先行文献2に記載されているとおり、外部インダクタンスにより発生する過大な誘起電圧がスイッチング素子に印加されるのを防ぐため、極性切替え時には、直列に接続されたスイッチング素子を両方オンさせ、外部インダクタンスに流れる電流を所定値に減少させてから、スイッチング素子の一方をオフして、極性切替えを行っている。しかし、外部インダクタンスが大きいと、電流を所定値に減少させるまでの時間も長くなり、極性切替えに要する時間も長くなる課題がある。
【0005】
本開示は、上記事情に鑑みて考え出されたものであり、外部インダクタンスが大きい場合でも、極性切替えに要する時間を短くできる溶接電源装置を提供する。
【課題を解決するための手段】
【0006】
上述した課題を解決するために、請求項1の発明は、
直流電力を高周波電力に変換するインバータ回路と、
前記インバータ回路によって発生させた前記高周波電力を一次巻線に印可して所定の電圧に変換するトランスと、
前記トランスの二次巻線に発生する高周波電力を直流電力に変換する整流回路と、
前記整流回路の出力を直列に接続されたスイッチング素子により正負両極性の溶接電流に切替える極性切替回路と、
前記溶接出電流を検出する電流検出器と、
前記インバータ回路及び前記極性切替回路を駆動する制御回路と、
を備えた溶接電源と、
前記制御回路からの指令により溶接ワイヤ送給を行うワイヤ送給装置と、
を備えた溶接電源装置において、
前記溶接電源が極性切替えを行う場合、前記制御回路は、前記インバータ回路を停止し、前記極性切替回路の直列に接続されたスイッチング素子を両方オンし、前記ワイヤ送給装置の溶接ワイヤ送給を停止又は逆送給し、前記電流検出器の出力の絶対値が所定値以下になった時点で、前記ワイヤ送給装置の溶接ワイヤ送給を正送給に切替え、前記スイッチング素子の一方をオフし、前記インバータ回路を起動して極性切替えを行うこと、
を特徴とする溶接電源装置である。
【0007】
請求項2の発明は、
前記溶接電源が極性切替えを行う場合、前記制御回路は、前記インバータ回路を停止し、前記極性切替回路の直列に接続されたスイッチング素子を両方オンし、前記ワイヤ送給装置の溶接ワイヤ送給を逆送給し、前記電流検出器の出力の絶対値が零になった時点で、前記ワイヤ送給装置の溶接ワイヤ送給を正送給に切替え、前記スイッチング素子の一方をオフし、前記インバータ回路を起動して極性切替えを行うこと、
を特徴とする請求項1に記載の溶接電源装置である。
【0008】
請求項3の発明は、
前記制御回路は、極性切替えを開始する所定時間前に前記ワイヤ送給装置の溶接ワイヤ送給を停止又は逆送給すること、
を特徴とする請求項1または2に記載の溶接電源装置である。
【発明の効果】
【0009】
本開示の溶接電源装置によれば、外部インダクタンスが大きい場合でも、溶接電源装置の極性切替えに要する時間を短くすることができる。
【図面の簡単な説明】
【0010】
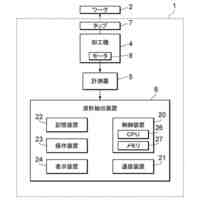
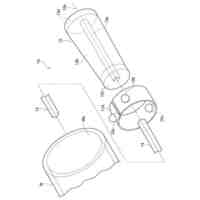
本発明の実施の形態1に係る溶接電源装置の各機能のブロック図である。
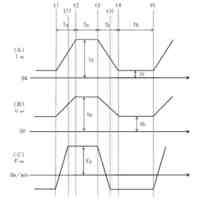
本発明の実施の形態1に係る溶接電源装置の逆極性(EP)から正極性(EN)に切替わる動作を示すタイミングチャートである。
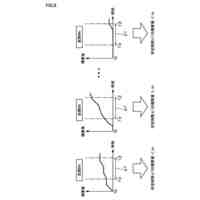
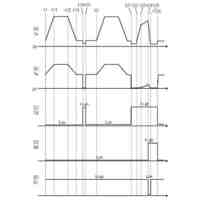
本発明の実施の形態2に係る溶接電源装置の逆極性(EP)から正極性(EN)に切替わる動作を示すタイミングチャートである。
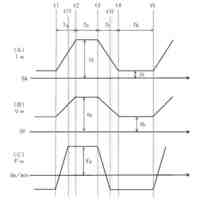
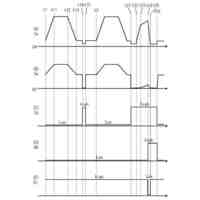
本発明の実施の形態3に係る溶接電源装置の逆極性(EP)から正極性(EN)に切替わる動作を示すタイミングチャートである。
【発明を実施するための形態】
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
個人
フライス盤
19日前
日東精工株式会社
ねじ締め機
19日前
日東精工株式会社
ねじ締め機
1か月前
株式会社ダイヘン
溶接電源装置
1か月前
株式会社ダイヘン
溶接電源装置
2か月前
日東精工株式会社
ねじ締め装置
3か月前
日東精工株式会社
ねじ締め装置
10日前
株式会社ダイヘン
溶接電源装置
2か月前
個人
切削油供給装置
1か月前
株式会社FUJI
工作機械
2か月前
株式会社FUJI
工作機械
3か月前
株式会社アンド
半田付け方法
21日前
キヤノン電子株式会社
加工システム
1か月前
大見工業株式会社
ドリル
2か月前
株式会社ツガミ
工作機械
27日前
津田駒工業株式会社
センタリングバイス
1か月前
株式会社不二越
ブローチ盤
10日前
住友重機械工業株式会社
加工装置
2か月前
有限会社 ナプラ
ソルダペースト
2か月前
株式会社不二越
ブローチ盤
1か月前
株式会社ダイヘン
溶接装置
2か月前
株式会社ダイヘン
溶接装置
2か月前
トヨタ自動車株式会社
溶接マスク
3か月前
株式会社不二越
摩耗判定装置
3か月前
株式会社不二越
波形抽出装置
3か月前
大見工業株式会社
エンドミル
1か月前
株式会社タマリ工業
レーザ加工装置
1か月前
関東冶金工業株式会社
ろう付け方法
7日前
株式会社向洋技研
プロジェクション溶接部材
2か月前
株式会社IHI
支持機構
3か月前
株式会社ダイヘン
パルスアーク溶接制御方法
2か月前
株式会社MOLDINO
被覆切削工具
2か月前
DMG森精機株式会社
工作機械
3か月前
株式会社ダイヘン
パルスアーク溶接制御方法
2か月前
株式会社ダイヘン
パルスアーク溶接制御方法
3か月前
株式会社ダイヘン
パルスアーク溶接制御方法
3か月前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ