TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025125932
公報種別
公開特許公報(A)
公開日
2025-08-28
出願番号
2024022217
出願日
2024-02-16
発明の名称
液体噴射ヘッドの製造方法
出願人
セイコーエプソン株式会社
代理人
弁理士法人旺知国際特許事務所
主分類
B41J
2/16 20060101AFI20250821BHJP(印刷;線画機;タイプライター;スタンプ)
要約
【課題】複数のヘッドモジュール同士のアライメントを容易に行うことができる液体噴射ヘッドの製造方法。
【解決手段】液体噴射ヘッドの製造方法は、複数のノズルが形成されたノズルプレートを少なくとも含むチップ及び流路開口形成部材をそれぞれが有する複数のヘッドモジュールと、前記複数のヘッドモジュールを保持するホルダーと、を備える液体噴射ヘッドの製造方法であって、前記ノズルを基準に前記ノズルプレートと前記流路開口形成部材とを光学的に位置決めする第1位置決め工程と、前記流路開口形成部材の第1位置決め部及び前記ホルダーの第2位置決め部の一方を他方に圧入することで、前記ヘッドモジュールと前記ホルダーとを位置決めする第2位置決め工程と、を含む。
【選択図】図4
特許請求の範囲
【請求項1】
複数のノズルが形成されたノズルプレートを少なくとも含むチップ及び流路開口形成部材をそれぞれが有する複数のヘッドモジュールと、前記複数のヘッドモジュールを保持するホルダーと、を備える液体噴射ヘッドの製造方法であって、
前記ノズルを基準に前記ノズルプレートと前記流路開口形成部材とを光学的に位置決めする第1位置決め工程と、
前記流路開口形成部材の第1位置決め部及び前記ホルダーの第2位置決め部の一方を他方に圧入することで、前記ヘッドモジュールと前記ホルダーとを位置決めする第2位置決め工程と、
を含むことを特徴とする液体噴射ヘッドの製造方法。
続きを表示(約 1,400 文字)
【請求項2】
前記第1位置決め工程の後に、前記チップと前記流路開口形成部材とを固定するための接着剤を硬化させる接着工程を含む、
ことを特徴とする請求項1に記載の液体噴射ヘッドの製造方法。
【請求項3】
前記第1位置決め工程は、前記第1位置決め部と前記ノズルとの相対位置を位置決めする、
ことを特徴とする請求項1に記載の液体噴射ヘッドの製造方法。
【請求項4】
前記第1位置決め工程は、前記ノズルプレートおよび前記流路開口形成部材に対して、前記ノズルが開口する第1方向に位置する撮像手段によって前記第1位置決め部、及び、前記ノズルを光学的に検出する、
ことを特徴とする請求項3に記載の液体噴射ヘッドの製造方法。
【請求項5】
前記第1位置決め工程は、前記流路開口形成部材のうち前記第1方向を向く面に配置された前記第1位置決め部、及び、前記ノズルを光学的に検出する、
ことを特徴とする請求項4に記載の液体噴射ヘッドの製造方法。
【請求項6】
前記第1位置決め部は、前記第2位置決め部である位置決めピンが圧入される位置決め孔であり、
前記流路開口形成部材のうち前記第1方向を向く面は、前記位置決め孔に対して前記第1方向に配置され、且つ、前記位置決め孔と連通するとともに前記位置決め孔よりも外形が大きい貫通孔を有する、
ことを特徴とする請求項4に記載の液体噴射ヘッドの製造方法。
【請求項7】
前記貫通孔の深さは、前記位置決め孔の深さよりも深い、
ことを特徴とする請求項6に記載の液体噴射ヘッドの製造方法。
【請求項8】
複数の第1ヘッドモジュールと前記複数の第1ヘッドモジュールを保持する第1ホルダーとを備える第1液体噴射ヘッドの前記第1ヘッドモジュールの一部を用いて、第2ホルダーを備える第2液体噴射ヘッドを製造する方法であって、
前記第1ヘッドモジュールの第1位置決め部および前記第1ホルダーの第2位置決め部の一方が他方に圧入されている圧入状態を解除する圧入解除工程と、
前記圧入解除工程で前記第1ホルダーとの前記圧入状態が解除された前記第1ヘッドモジュールを、複数のノズルが形成された第1ノズルプレートを少なくとも含む第1チップと、前記第1位置決め部が設けられた流路開口形成部材とに分解する分解工程と、
前記分解工程で前記第1チップに対して分離した流路開口形成部材と、前記第1ノズルプレートとは別の第2ノズルプレートを少なくとも含む第2チップとを、前記第2ノズルプレートのノズルを基準に前記第2ノズルプレートと前記流路開口形成部材とを光学的に位置決めする第1位置決め工程と、
前記第1位置決め工程によって位置決めされた前記第2チップ及び前記流路開口形成部材を備える第2ヘッドモジュールの前記流路開口形成部材の前記第1位置決め部及び前記第2ホルダーの第2位置決め部の一方を他方に圧入することで、前記第2ヘッドモジュールと前記第2ホルダーとを位置決めする第2位置決め工程と、
を含むことを特徴とする液体噴射ヘッドの製造方法。
【請求項9】
前記流路開口形成部材は、金属で構成されている、
ことを特徴とする請求項8に記載の液体噴射ヘッドの製造方法。
発明の詳細な説明
【技術分野】
【0001】
本開示は、液体噴射ヘッドの製造方法に関する。
続きを表示(約 2,800 文字)
【背景技術】
【0002】
印刷用紙等の媒体に対してインク等の液体を噴射する液体噴射ヘッドを備える液体噴射装置が従来から提案されている。
【0003】
特許文献1に記載の液体噴射ヘッドは、複数のヘッドチップ(ヘッドモジュール)と、固定板と、ホルダーとを有する。複数のヘッドチップは、固定板とホルダーとによって囲まれた空間内に収容されている。複数のヘッドチップは、固定板にアライメントされるとともに接着剤により固定されている。また、固定板は、ホルダーに接着剤により固定されている。
【先行技術文献】
【特許文献】
【0004】
特開2022-42753号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
複数のヘッドモジュールのうちの一部のヘッドモジュールが故障した際に、その故障したヘッドモジュールのみを取り外して新しいヘッドモジュールに交換することで液体噴射ヘッドを修理したいという要望がある。
【0006】
しかしながら、従来文献では、一部のヘッドモジュールをホルダーから取り外そうとする際に、固定板をホルダーから取り外す必要がある。このため、固定板を基準とした複数のヘッドモジュール同士のアライメントずれが生じてしまうおそれがある。それゆえ、1つの液体噴射ヘッドが備える複数のヘッドモジュールのうちの一部のヘッドモジュールを交換して液体噴射ヘッドを修理して交換する作業を行う際に、複数のヘッドモジュール同士のアライメントを容易に行うことができることが望まれている。さらには、液体噴射ヘッドの交換する作業に限らず、液体噴射ヘッドの製造時において、複数のヘッドもモジュール同士のアライメントを高精度に行うことが望まれている。
【課題を解決するための手段】
【0007】
本開示の一態様に係る液体噴射ヘッドの製造方法は、複数のノズルが形成されたノズルプレートを少なくとも含むチップ及び流路開口形成部材をそれぞれが有する複数のヘッドモジュールと、前記複数のヘッドモジュールを保持するホルダーと、を備える液体噴射ヘッドの製造方法であって、前記ノズルを基準に前記ノズルプレートと前記流路開口形成部材とを光学的に位置決めする第1位置決め工程と、前記流路開口形成部材の第1位置決め部及び前記ホルダーの第2位置決め部の一方を他方に圧入することで、前記ヘッドモジュールと前記ホルダーとを位置決めする第2位置決め工程と、を含む。
【0008】
本開示の一態様に係る液体噴射ヘッドの製造方法は、複数の第1ヘッドモジュールと前記複数の第1ヘッドモジュールを保持する第1ホルダーとを備える第1液体噴射ヘッドの前記第1ヘッドモジュールの一部を用いて、第2ホルダーを備える第2液体噴射ヘッドを製造する方法であって、前記第1ヘッドモジュールの第1位置決め部および前記第1ホルダーの第2位置決め部の一方が他方に圧入されている圧入状態を解除する圧入解除工程と、前記圧入解除工程で前記ホルダーとの前記圧入状態が解除された前記第1ヘッドモジュールを、複数のノズルが形成された第1ノズルプレートを少なくとも含む第1チップと、前記第1位置決め部が設けられた流路開口形成部材とを分解する分解工程と、前記分解工程で前記第1チップに対して分離した流路開口形成部材と、前記第1ノズルプレートとは別の第2ノズルプレートを少なくとも含む第2チップとを、前記第2ノズルプレートのノズルを基準に前記第2ノズルプレートと前記流路開口形成部材とを光学的に位置決めする第1位置決め工程と、前記第1位置決め工程によって位置決めされた前記第2チップ及び前記流路開口形成部材を備える第2ヘッドモジュールの前記流路開口形成部材の前記第1位置決め部及び前記第2ホルダーの第2位置決め部の一方を他方に圧入することで、前記第2ヘッドモジュールと前記第2ホルダーとを位置決めする第2位置決め工程と、を含む。
【図面の簡単な説明】
【0009】
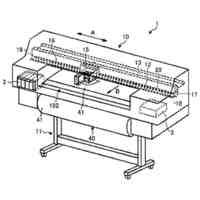
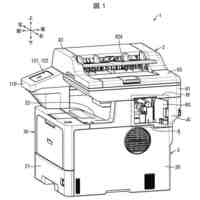
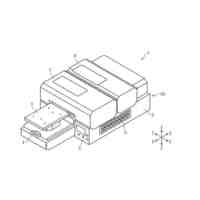
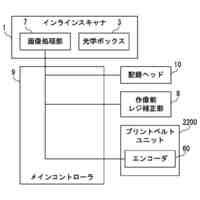
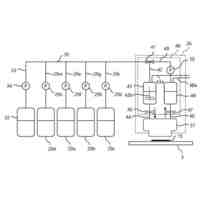
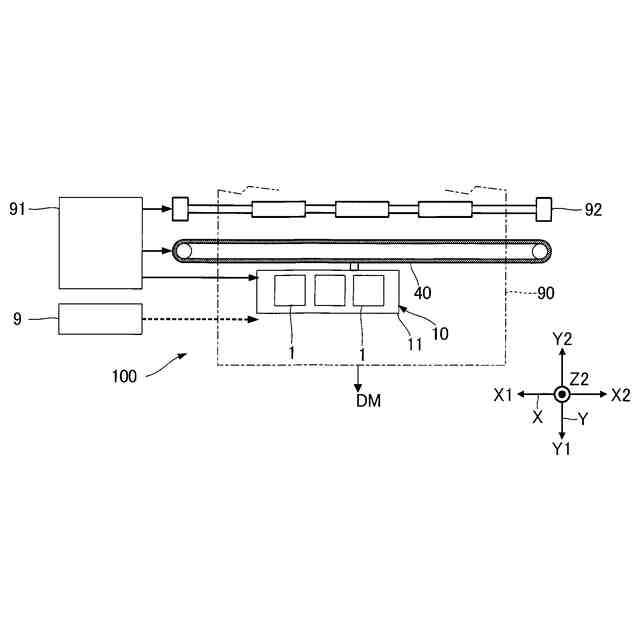
第1実施形態に係る液体噴射装置の構成例を示す概略図である。
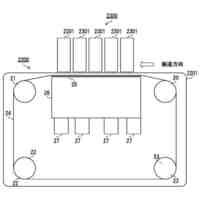
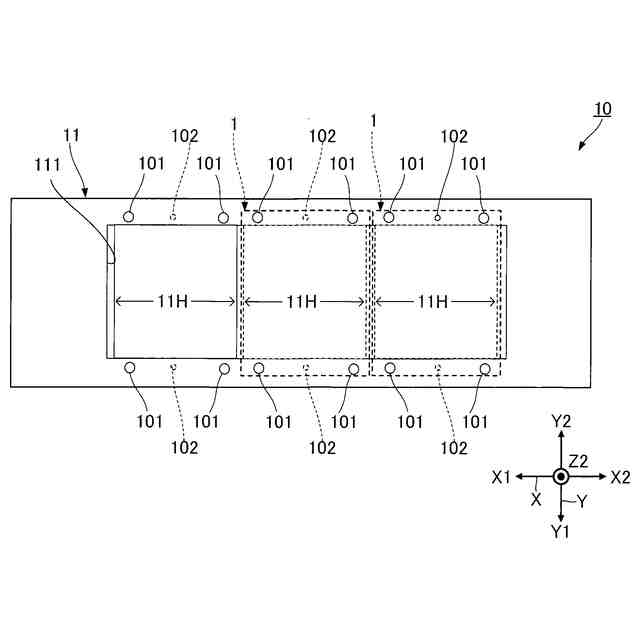
図1に示す液体噴射ユニットを示す平面図である。
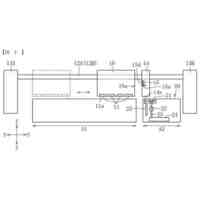
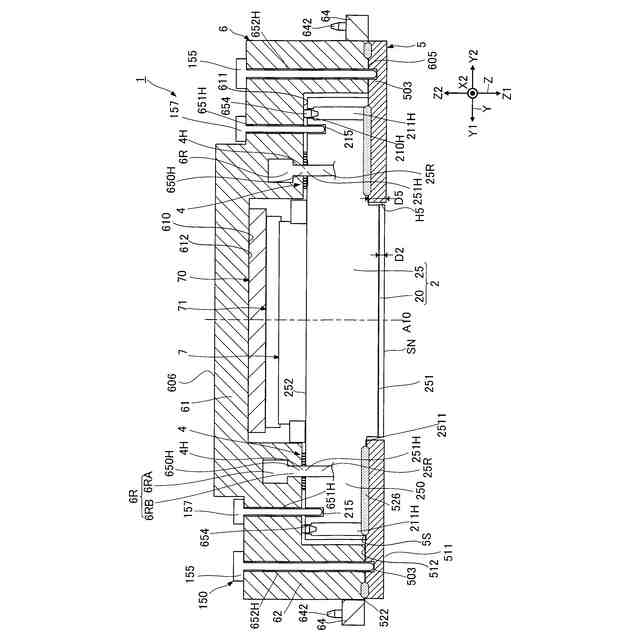
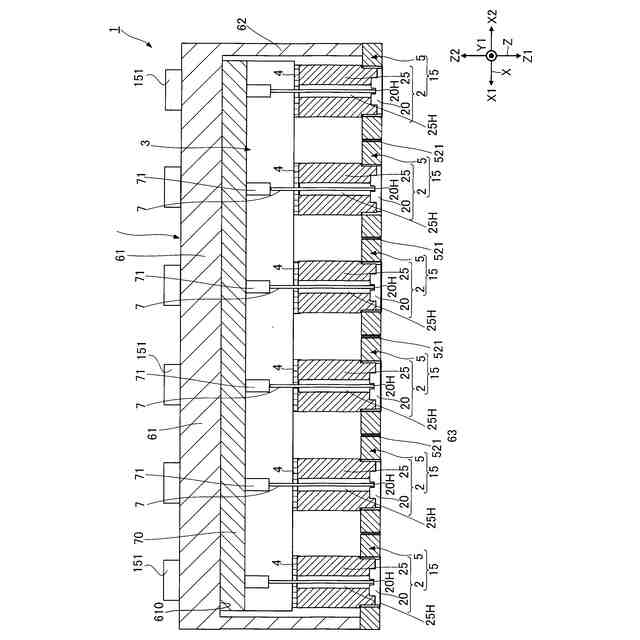
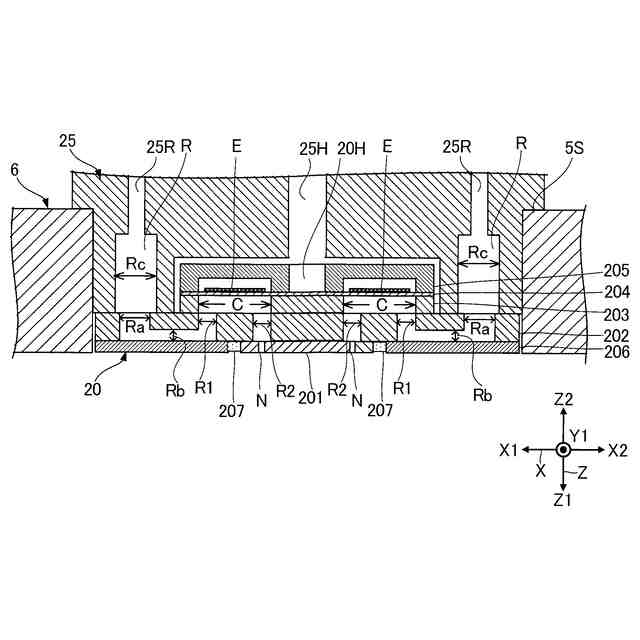
図2に示す液体噴射ヘッドのX軸に沿った方向に見た断面図である。
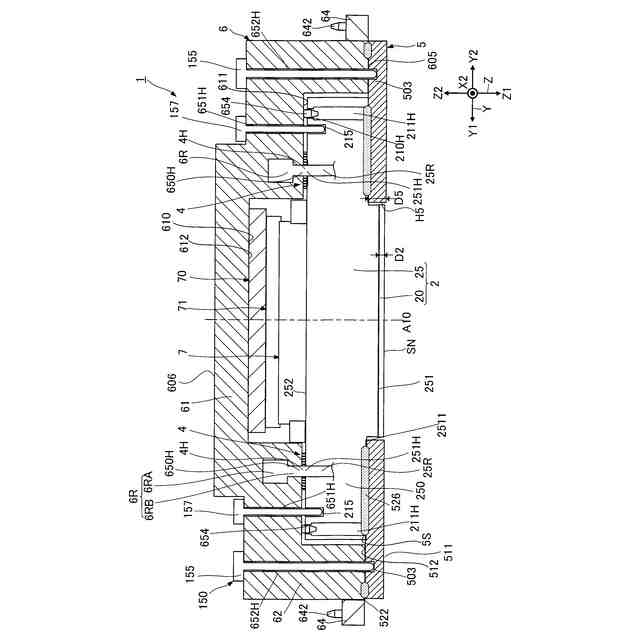
図2に示す液体噴射ヘッドをY軸に沿った方向に見た断面図である。
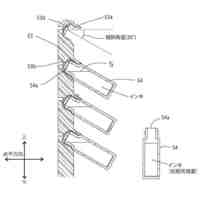
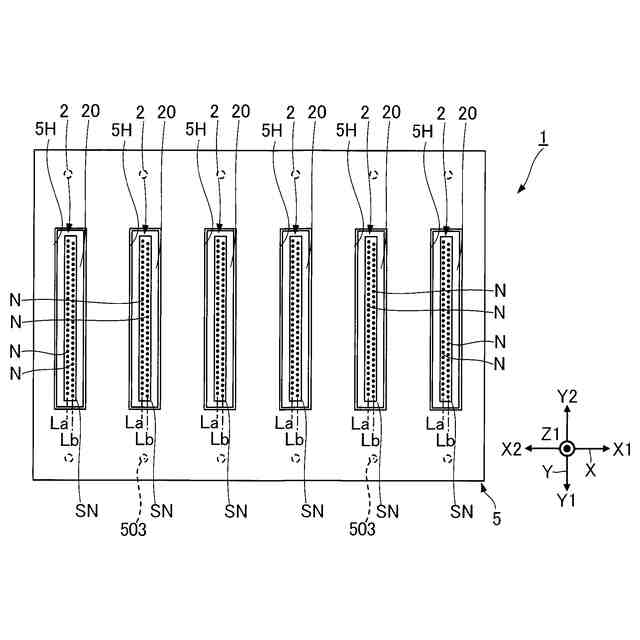
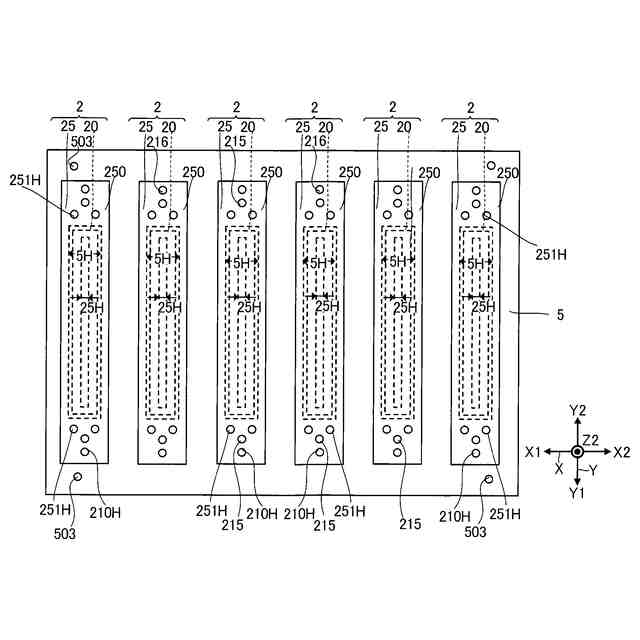
図3に示す液体噴射ヘッドの下面図である。
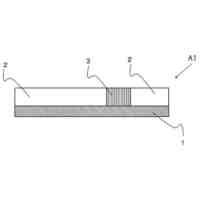
図3に示すヘッドモジュールが有するチップの断面図である。
図4に示すヘッドモジュールが有する流路開口形成部材の上面図である。
図4に示す流路開口形成部材の拡大図である。
図4に示すホルダーおよび中継基板を示す下面図である。
図4に示すホルダーの上面図である。
図4に示すホルダーの下部の平面図である。
図4に示すシール部材の上面図である。
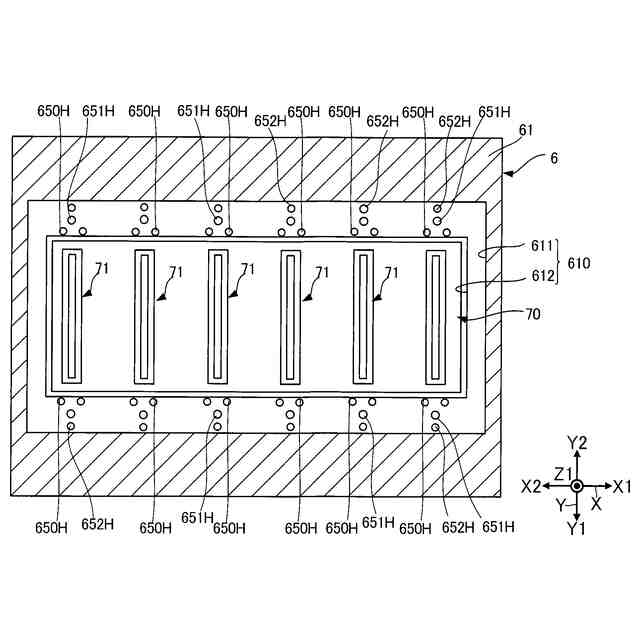
図4に示すカバーの上面図である。
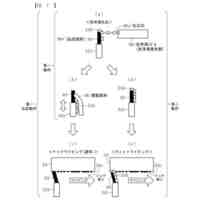
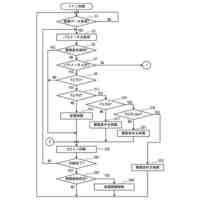
第1実施形態の液体噴射ヘッドの製造方法の一部を示すフロー図である。
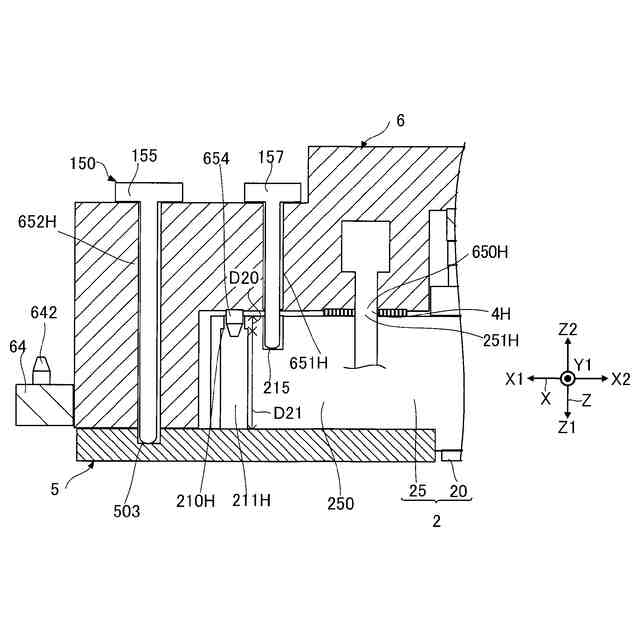
図14に示す第1位置決め工程を説明するための図である。
図14に示す第1位置決め工程を説明するための図である。
図14に示す第1位置決め工程を説明するための図である。
図14に示す第2位置決め工程を説明するための図である。
第2実施形態における液体噴射ヘッドの製造方法の一部を示すフロー図である。
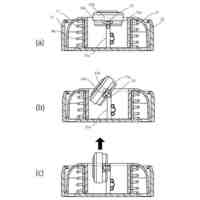
図19に示す圧入解除工程を説明するための図である。
図19に示す分解工程を説明するための図である。
図19に示す第1位置決め工程を説明するための図である。
図19に示す第2位置決め工程を説明するための図である。
第1変形例の液体噴射ヘッドの一部の断面図である。
【発明を実施するための形態】
【0010】
以下、添付図面を参照しながら本発明に係る好適な実施形態を説明する。なお、図面において各部の寸法または縮尺は実際と適宜に異なり、理解を容易にするために模式的に示す部分もある。また、本発明の範囲は、以下の説明において特に本発明を限定する旨の記載がない限り、これらの形態に限られない。また、「要素γ上の要素β」とは、要素γと要素βとが直接的に接触する構成に限定されず、要素γと要素βとが直接的に接触していない構成も含まれる。「要素γと要素βとが等しい」とは、要素γと要素βとが実質的に等しければよく、測定誤差および製造誤差等を含む。「要素γと要素βとが同じである」とは、要素γと要素βとが実質的に同じであればよく、測定誤差および製造誤差等を含む。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
シヤチハタ株式会社
印判
3か月前
東レ株式会社
凸版印刷版原版
8か月前
三菱製紙株式会社
感熱記録材料
9か月前
シヤチハタ株式会社
反転式印判
7か月前
ブラザー工業株式会社
印刷装置
10か月前
独立行政法人 国立印刷局
印刷物
5か月前
三光株式会社
感熱記録材料
4か月前
株式会社リコー
液体吐出装置
6か月前
独立行政法人 国立印刷局
貼付装置
8日前
独立行政法人 国立印刷局
貼付機構
19日前
株式会社リコー
液体吐出装置
3か月前
株式会社リコー
液体吐出装置
6か月前
株式会社リコー
液体吐出装置
4か月前
日本製紙株式会社
感熱記録体
6か月前
独立行政法人 国立印刷局
記録媒体
7か月前
フジコピアン株式会社
熱転写シート
10か月前
株式会社リコー
液体吐出装置
7か月前
ブラザー工業株式会社
画像形成装置
10か月前
株式会社リコー
液体吐出装置
3か月前
株式会社リコー
液体吐出装置
2か月前
株式会社リコー
液体吐出装置
21日前
ブラザー工業株式会社
プリンタ
20日前
キヤノン株式会社
画像形成装置
9か月前
ブラザー工業株式会社
プリンタ
7か月前
キヤノン株式会社
画像形成装置
9か月前
キヤノン株式会社
印刷制御装置
8か月前
フジコピアン株式会社
中間転写シート
8か月前
キヤノン株式会社
画像形成装置
6か月前
キヤノン株式会社
画像形成装置
6か月前
独立行政法人 国立印刷局
潜像印刷物
19日前
キヤノン株式会社
印刷システム
5か月前
ブラザー工業株式会社
プリンタ
2か月前
キヤノン株式会社
画像処理装置
3か月前
ブラザー工業株式会社
プリンタ
4か月前
理想科学工業株式会社
印刷装置
5か月前
フジコピアン株式会社
熱転写記録媒体
9か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ