TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025146628
公報種別
公開特許公報(A)
公開日
2025-10-03
出願番号
2024203272
出願日
2024-11-21
発明の名称
光学部材の製造方法
出願人
日本電気硝子株式会社
代理人
主分類
C04B
35/14 20060101AFI20250926BHJP(セメント;コンクリート;人造石;セラミックス;耐火物)
要約
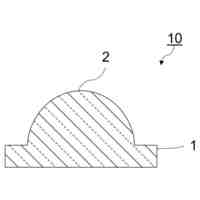
【課題】収縮の影響が少なく量産性を向上させた光学部材の製造方法を提供する。
【解決手段】光学部材の製造方法であって、前記光学部材は、石英焼結体からなり、石英前駆体をプレスすることにより圧粉体を得る圧粉工程、前記圧粉体を焼成して石英焼結体を得る焼成工程、を含み、前記石英前駆体の平均粒子径が30μm以下である、光学部材の製造方法。
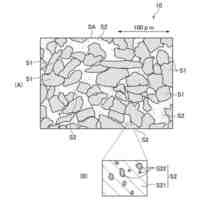
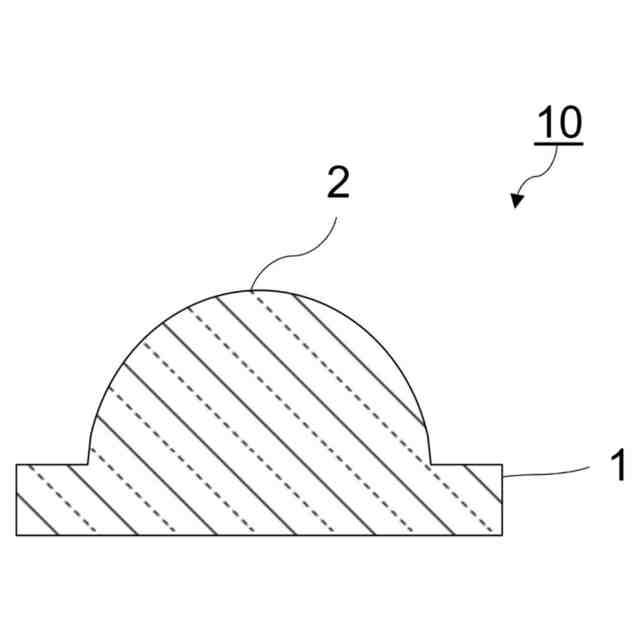
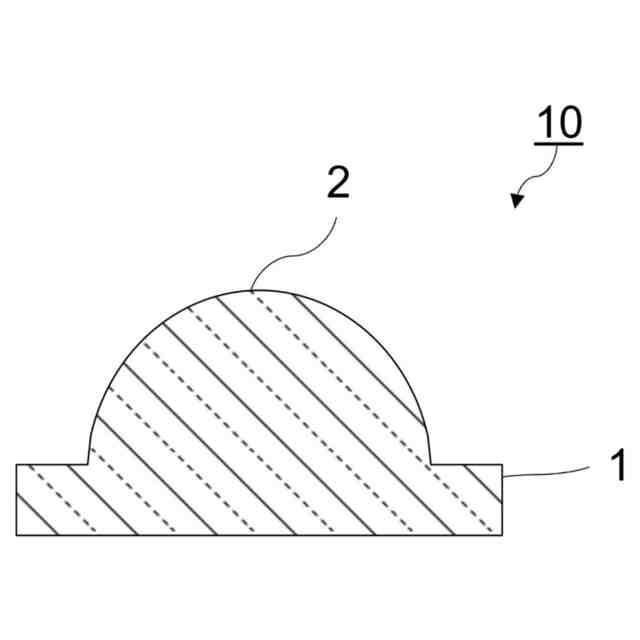
【選択図】図4
特許請求の範囲
【請求項1】
光学部材の製造方法であって、
前記光学部材は、石英焼結体からなり、
石英前駆体をプレスすることにより圧粉体を得る圧粉工程、
前記圧粉体を焼成して石英焼結体を得る焼成工程、を含み、
前記石英前駆体の平均粒子径が30μm以下である、光学部材の製造方法。
続きを表示(約 770 文字)
【請求項2】
光学部材の製造方法であって、
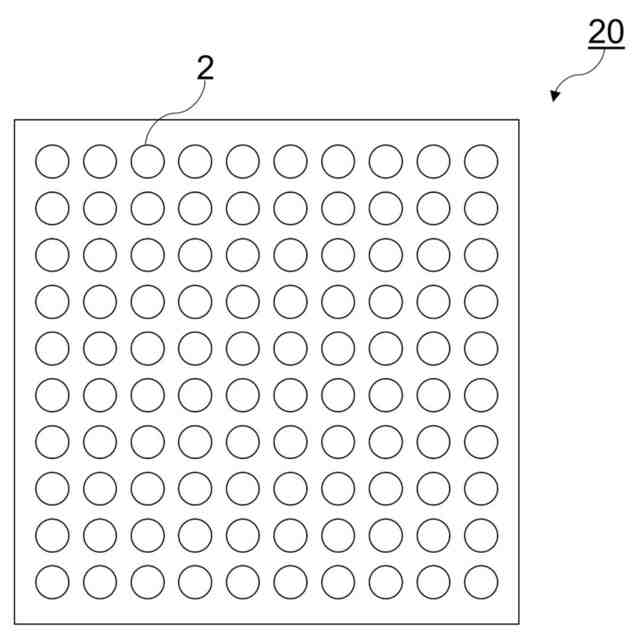
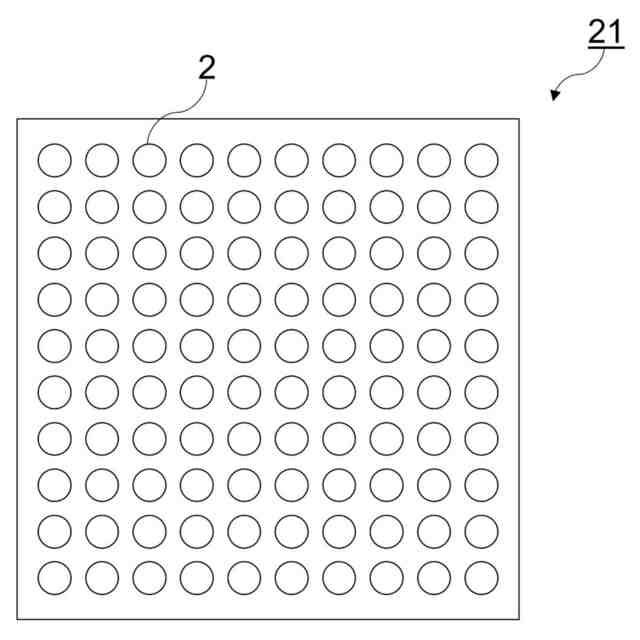
前記光学部材は、石英焼結体からなり、かつレンズ部を有し、
石英前駆体をプレスすることにより複数のレンズ部を有する圧粉体を得る圧粉工程、
前記圧粉体を焼成して石英焼結体を得る焼成工程、を含み、
前記石英前駆体の平均粒子径が30μm以下である、光学部材の製造方法。
【請求項3】
さらに、前記石英焼結体を個片化する個片化工程を備える、請求項1又は2に記載の光学部材の製造方法。
【請求項4】
前記石英前駆体が石英粉末を含む、請求項1又は2に記載の光学部材の製造方法。
【請求項5】
前記石英粉末が略球状である、請求項4に記載の光学部材の製造方法。
【請求項6】
前記石英粉末の平均粒子径が1000nm以下である、請求項4に記載の光学部材の製造方法。
【請求項7】
前記石英前駆体が合成石英からなる、請求項1又は2に記載の光学部材の製造方法。
【請求項8】
前記石英焼結体はNa
2
O+K
2
Oの含有量が150質量ppm以下、TiO
2
の含有量が10質量ppm未満、Fe
2
O
3
の含有量が100質量ppm以下である、請求項1又は2に記載の光学部材の製造方法。
【請求項9】
前記圧粉工程において、プレス金型の表面粗さRaが1μm以下である、請求項1又は2に記載の光学部材の製造方法。
【請求項10】
前記焼成工程において、焼成温度が1400℃未満である、請求項1又は2に記載の光学部材の製造方法。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は、光学部材の製造方法に関する。
続きを表示(約 1,200 文字)
【背景技術】
【0002】
短波長域(例えば、波長350nm以下)において長寿命のLED光源が開発され、殺菌用途、医療用途、半導体工程用途等の様々な領域に展開されている。その市場は急速に拡大しており、高効率なLED光源の開発が進んでいる。また、当該波長域で使用可能な光学部材についても需要が増加している。
【0003】
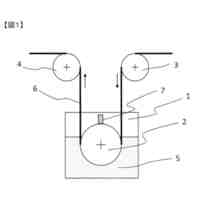
一般に、短波長域の光透過率が高い材料として石英ガラスが挙げられ、例えば、LED光源の出射効率の向上のためレンズ形状が付与される。このようなレンズ形状の石英ガラスを製造、加工する方法は量産性が低く、製造コストが大きくなりやすい。そこで、量産性を向上させた石英ガラスの製造方法として石英ガラス粉末の焼結体を得る方法が検討されている。例えば、特許文献1では石英スラリーを成形型に鋳込むことで成形体を作製し、当該成形体を焼成することにより石英焼結体を得る方法(ゲルキャスト法)が提案されている。
【先行技術文献】
【特許文献】
【0004】
国際公開第2018/131668号
【発明の概要】
【発明が解決しようとする課題】
【0005】
ゲルキャスト法では石英ガラス粉末に大量のバインダや水を添加して石英スラリーを得る。したがって、石英スラリーを鋳込んだ後の乾燥工程及び焼成工程での収縮が大きくなりやすく、石英焼結体に割れが生じやすい、形状制御が難しいといった問題が生じる。特に寸法精度が求められる微小な光学部材の製造では収縮の影響が大きくなりやすい。
【0006】
以上に鑑み、本発明は収縮の影響が少なく量産性を向上させた光学部材の製造方法を提供することを目的とする。
【課題を解決するための手段】
【0007】
態様1の光学部材の製造方法は、光学部材の製造方法であって、前記光学部材は、石英焼結体からなり、石英前駆体をプレスすることにより圧粉体を得る圧粉工程、前記圧粉体を焼成して石英焼結体を得る焼成工程、を含み、前記石英前駆体の平均粒子径が30μm以下であることを特徴とする。
【0008】
態様2の光学部材の製造方法は、光学部材の製造方法であって、前記光学部材は、石英焼結体からなり、かつレンズ部を有し、石英前駆体をプレスすることにより複数のレンズ部を有する圧粉体を得る圧粉工程、前記圧粉体を焼成して石英焼結体を得る焼成工程、を含み、前記石英前駆体の平均粒子径が30μm以下であることを特徴とする。
【0009】
態様3の光学部材の製造方法は、態様1又は態様2において、さらに、前記石英焼結体を個片化する個片化工程を備えることが好ましい。
【0010】
態様4の光学部材の製造方法は、態様1から態様3のいずれか一つの態様において、前記石英前駆体が石英粉末を含むことが好ましい。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
日本電気硝子株式会社
ガラス製造装置
2日前
日本電気硝子株式会社
光アイソレータ
5日前
日本電気硝子株式会社
光学部材の製造方法
1日前
日本電気硝子株式会社
ガラス板の製造方法
15日前
日本電気硝子株式会社
減圧脱泡装置及びガラス製造装置
2日前
日本電気硝子株式会社
固体電解質前駆体溶液、固体電解質前駆体、及び固体電解質
15日前
古野電気株式会社
電磁波整合装置、電磁波通過装置、及び壁
8日前
株式会社トクヤマ
水硬性組成物
3か月前
株式会社トクヤマ
水硬性組成物
9日前
株式会社トクヤマ
窒化ケイ素基板
1か月前
株式会社トクヤマ
窒化ケイ素基板
4か月前
株式会社トクヤマ
窒化ケイ素基板
23日前
東ソー株式会社
焼結体の製造方法
4か月前
太平洋マテリアル株式会社
膨張材
1日前
株式会社トクヤマ
窒化ケイ素基板
2日前
東ソー株式会社
焼結体の製造方法
4か月前
有限会社林製作所
無機質成形体
2か月前
花王株式会社
空洞充填材
3か月前
太平洋マテリアル株式会社
樹脂モルタル
15日前
太平洋マテリアル株式会社
樹脂モルタル
15日前
日本電気硝子株式会社
光学部材の製造方法
1日前
愛媛県
釉薬組成物
1か月前
株式会社トクヤマ
窒化ケイ素基板の製造方法
3か月前
花王株式会社
吹付用水硬性組成物
4か月前
花王株式会社
水硬性組成物用添加剤
3か月前
花王株式会社
粘土含有石膏スラリー
4か月前
花王株式会社
水硬性組成物用添加剤
3か月前
デンカ株式会社
グラウト材料
2か月前
花王株式会社
水硬性組成物用混和剤
4か月前
太平洋セメント株式会社
固化材
3か月前
花王株式会社
水硬性組成物用被膜養生剤
4か月前
黒崎播磨株式会社
断熱材
3か月前
TOTO株式会社
複合材料
16日前
太平洋マテリアル株式会社
モルタル組成物及びモルタル
2か月前
太平洋マテリアル株式会社
グラウト組成物及びグラウト
3か月前
東レ株式会社
炭素シートおよびガス拡散電極の製造方法
4か月前
続きを見る
他の特許を見る





 特許ウォッチ
特許ウォッチ