TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025148723
公報種別
公開特許公報(A)
公開日
2025-10-08
出願番号
2024048985
出願日
2024-03-26
発明の名称
ガスセンサの製造方法
出願人
日本特殊陶業株式会社
代理人
個人
主分類
G01N
27/409 20060101AFI20251001BHJP(測定;試験)
要約
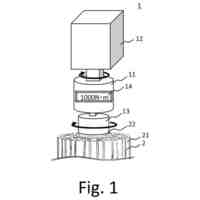
【課題】センサ素子の電極部と端子金具との電気的接続の信頼性の低下を抑制したセンサの製造方法を提供する。
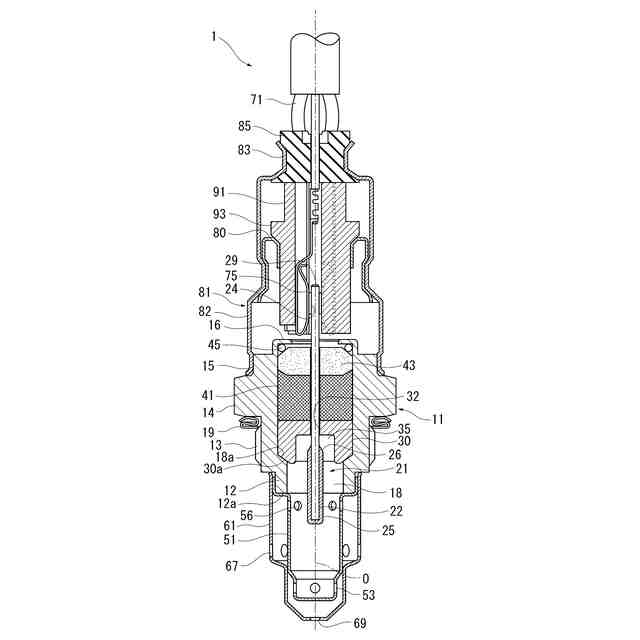
【解決手段】軸線O方向に延び、端子金具75と電気的に接続する電極部24,241~243を自身の後端側の外面に有するセンサ素子21と、センサ素子を取り囲んで保持する主体金具11と、を備えるガスセンサ1の製造方法であって、センサ素子を主体金具内に保持した後、電極部に付着した異物を除去する電極部清掃工程を有することを特徴とする。
【選択図】図4
特許請求の範囲
【請求項1】
軸線方向に延び、端子金具と電気的に接続する電極部を自身の後端側の外面に有するセンサ素子と、
前記センサ素子を取り囲んで保持する主体金具と、
を備えるガスセンサの製造方法であって、
前記センサ素子を前記主体金具内に保持した後、前記電極部に付着した異物を除去する電極部清掃工程を有することを特徴とするガスセンサの製造方法。
続きを表示(約 310 文字)
【請求項2】
前記センサ素子は板状であり、
前記センサ素子と前記主体金具の間には圧粉体が充填され、
前記異物は、前記センサ素子を前記圧粉体の挿通孔に挿通した際に前記電極部に付着した前記圧粉体の一部であることを特徴とする請求項1に記載のガスセンサの製造方法。
【請求項3】
前記電極部清掃工程において、前記電極部に気体を吹き付けて前記異物を除去することを特徴とする請求項1又は2に記載のガスセンサの製造方法。
【請求項4】
前記電極部清掃工程において、前記電極部にブラシを当てて前記異物を除去することを特徴とする請求項1又は2に記載のガスセンサの製造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、被検出ガスの濃度を検出するセンサ素子を備えたガスセンサの製造方法に関する。
続きを表示(約 1,800 文字)
【背景技術】
【0002】
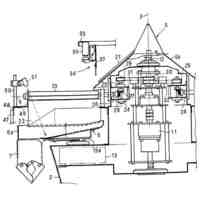
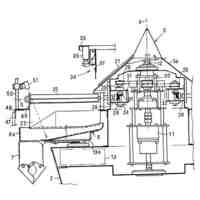
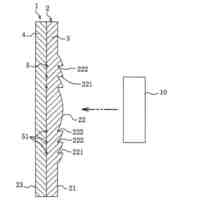
自動車等の排気ガス中の酸素やNOxの濃度を検出するガスセンサとして、固体電解質を用いたセンサ素子を有するものが知られている。
このガスセンサは、板状のセンサ素子の後端側に電極部を設け、センサ素子の後端側には端子金具を保持したセパレータ(絶縁部材)を配置し、端子金具をセンサ素子の電極部に電気的に接続させる構造を採っている。端子金具の後端側はリード線にカシメ接続され、センサ素子からのセンサ出力信号がリード線を介して外部に取り出されようになっている。
【0003】
このガスセンサの製造では、主体金具(ハウジング)内にセンサ素子を安定して保持すると共に、排気ガスのガスセンサ内部への漏洩を防止するため、主体金具の内周面とセンサ素子の外周面との間に圧粉体(滑石粉末)が配置されている。そして、圧粉体を圧縮して主体金具とセンサ素子との間に加圧充填することにより、センサ素子が主体金具内に固定される(特許文献1参照)。
【0004】
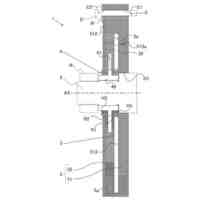
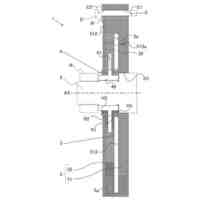
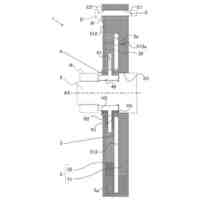
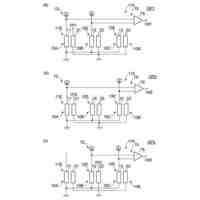
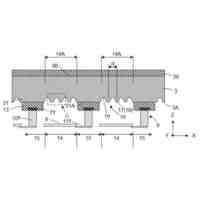
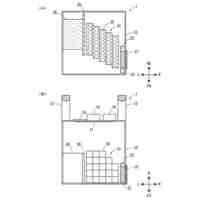
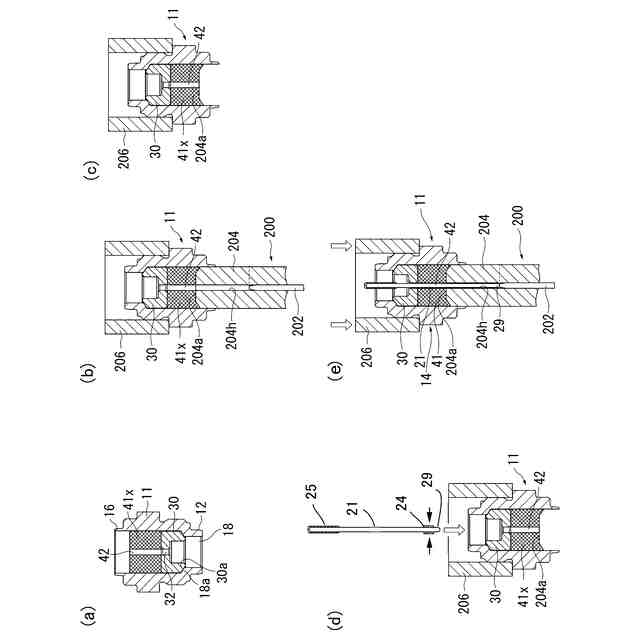
ガスセンサの製造において圧粉体の圧縮は、図3に示すようにして行われる。
図3の工程の概略を説明すると、まず、図3(a)に示すように、主体金具11の内側にセラミックホルダ30、及び圧粉体41の圧縮前の滑石リング41xを先端側から軸線O方向にこの順に配置する。
【0005】
次に、図3(b)に示すように、主体金具11の上下を引っくり返し、治具(受け台)200の上に被せる。さらに、主体金具11の上側に押圧治具206を当接させ、押圧治具206を下方(治具200側)へ向かって押圧し、滑石リング41xを予備圧縮する。その後、図3(c)に示すように、押圧治具206の押圧力を除荷すると共に、第1挿通孔32及び第2挿通孔42から金属ピン202を引き抜く。
【0006】
次に、図3(d)に示すように、主体金具11の上方(先端側である円筒部12側)からセンサ素子21の後端29側を、第1挿通孔32及び第2挿通孔42に挿通する。これは、センサ素子21の先端側(図3(d)では上下をひっくり返して上側)に、通常はセンサ素子21本体よりも横断面が大きな保護層25が被覆され、保護層25を第1挿通孔32及び第2挿通孔42に挿通することが困難であるためである。
次に、図3(e)に示すように、押圧治具206を下方(治具200側)へ向かって押圧すると、滑石リング41xがセンサ素子21の周囲を流動(再配置)し、圧粉体(充填部材)41となって主体金具11内にセンサ素子を安定して保持する。
このようにして、センサ素子が主体金具11内に固定された中間体を製造し、後工程に搬送する。
【先行技術文献】
【特許文献】
【0007】
特開2015-232544号公報(図3,図6)
【発明の概要】
【発明が解決しようとする課題】
【0008】
ところが、図3(d)に示したように、主体金具11の上方からセンサ素子21の後端29側を、第1挿通孔32及び第2挿通孔42に挿通すると、後端29側の表面に配置された電極部24が、圧縮により縮径した第2挿通孔42の内面と擦れ、電極部24に圧粉体の一部が付着するという問題がある。そして、電極部24に電気絶縁性の圧粉体が付着したままガスセンサを組み付けると、電極部24と端子金具との電気的接続の信頼性が低下することになる。
そこで、本発明は、センサ素子の電極部と端子金具との電気的接続の信頼性の低下を抑制したセンサの製造方法を提供することを目的とする。
【課題を解決するための手段】
【0009】
上記課題を解決するため、本発明のガスセンサの製造方法は、軸線方向に延び、端子金具と電気的に接続する電極部を自身の後端側の外面に有するセンサ素子と、前記センサ素子を取り囲んで保持する主体金具と、を備えるガスセンサの製造方法であって、前記センサ素子を前記主体金具内に保持した後、前記電極部に付着した異物を除去する電極部清掃工程を有することを特徴とする。
【0010】
このガスセンサの製造方法によれば、センサ素子を主体金具内に保持した後、電極部に付着した電気絶縁性の異物を除去するので、電極部と端子金具との電気的接続の信頼性の低下を抑制できる。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
個人
メジャー文具
7日前
日本精機株式会社
位置検出装置
13日前
日本精機株式会社
位置検出装置
13日前
ユニパルス株式会社
ロードセル
6日前
日本精機株式会社
位置検出装置
13日前
大和製衡株式会社
組合せ秤
18日前
大和製衡株式会社
組合せ秤
18日前
アズビル株式会社
圧力センサ
12日前
株式会社東芝
センサ
18日前
株式会社東芝
センサ
18日前
ダイキン工業株式会社
監視装置
4日前
トヨタ自動車株式会社
監視装置
5日前
株式会社ユーシン
操作検出装置
15日前
株式会社ヨコオ
ソケット
6日前
株式会社チノー
放射光測温装置
6日前
エイブリック株式会社
磁気センサ回路
12日前
トヨタ自動車株式会社
検査装置
15日前
株式会社ヨコオ
ソケット
5日前
TDK株式会社
ガスセンサ
11日前
TDK株式会社
ガスセンサ
12日前
株式会社東芝
重量測定装置
11日前
東レエンジニアリング株式会社
計量装置
15日前
TDK株式会社
磁気センサ
5日前
TDK株式会社
ガスセンサ
6日前
富士電機株式会社
エンコーダ
12日前
多摩川精機株式会社
冗長エンコーダ
5日前
三恵技研工業株式会社
融雪レドーム
5日前
中国電力株式会社
電柱管理システム
4日前
日本特殊陶業株式会社
センサ
4日前
TDK株式会社
電磁波センサ
6日前
日本特殊陶業株式会社
センサ
4日前
日本特殊陶業株式会社
センサ
4日前
三菱マテリアル株式会社
温度センサ
7日前
日本特殊陶業株式会社
センサ
4日前
日本特殊陶業株式会社
センサ
4日前
株式会社熊谷組
RI計測装置
13日前
続きを見る
他の特許を見る






 特許ウォッチ
特許ウォッチ