TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025152073
公報種別
公開特許公報(A)
公開日
2025-10-09
出願番号
2024053802
出願日
2024-03-28
発明の名称
モータ装置およびロータの製造方法
出願人
株式会社ミツバ
代理人
弁理士法人筒井国際特許事務所
主分類
H02K
1/2733 20220101AFI20251002BHJP(電力の発電,変換,配電)
要約
【課題】部品の寸法精度にばらつきが生じた場合でも、リングマグネットおよびロータコアを精度良く同軸上に配置する。
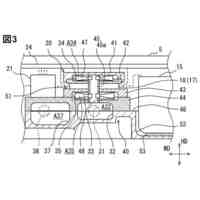
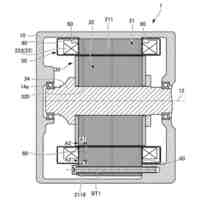
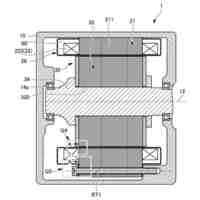
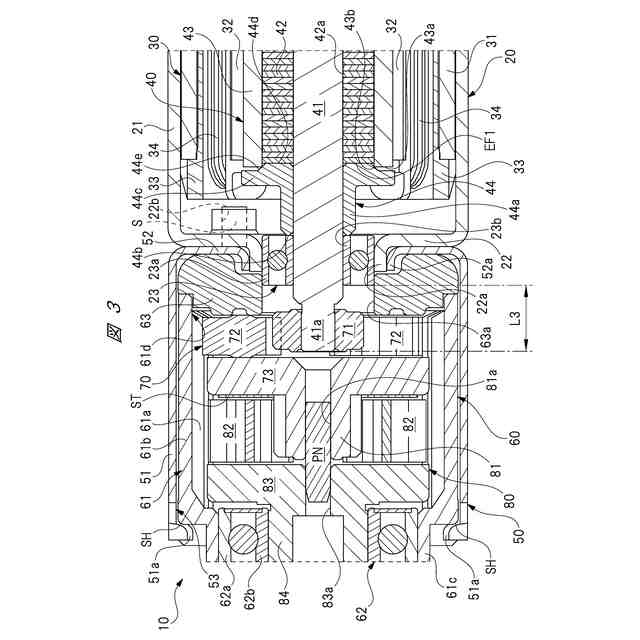
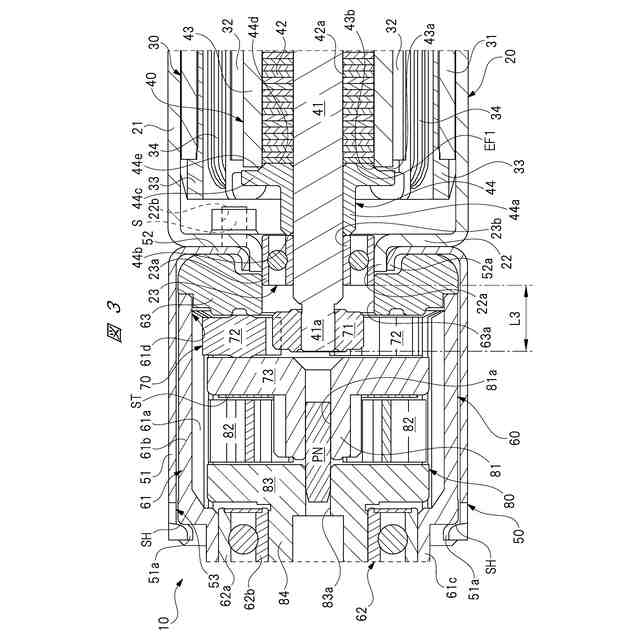
【解決手段】ロータ40は、回転軸41と、回転軸41に装着されるロータコア42と、ロータコア42の外周部に装着されるリングマグネット43と、回転軸41に装着され、回転軸41の軸方向においてリングマグネット43と対向する第1対向部材44と、を有し、第1対向部材44には、回転軸41の軸方向に対して傾斜された第1テーパ部44eが設けられ、リングマグネット43には、回転軸41の軸方向において第1テーパ部44eに突き当てられる第1内周角部43bが設けられる。これにより、第1テーパ部44eと第1内周角部43bとの突き当てに伴う自動調心機能により、リングマグネット43の軸心とロータコア42の軸心とを、互いにずれないように一致させることができる。
【選択図】図3
特許請求の範囲
【請求項1】
ステータと、
前記ステータの径方向内側に回転自在に設けられるロータと、
を備えたモータ装置であって、
前記ロータは、
回転軸と、
前記回転軸に装着されるロータコアと、
前記ロータコアの外周部に装着されるリングマグネットと、
前記回転軸に装着され、前記回転軸の軸方向において前記リングマグネットと対向する対向部材と、
を有し、
前記リングマグネットまたは前記対向部材の一方には、前記回転軸の軸方向に対して傾斜されたテーパ部が設けられ、
前記リングマグネットまたは前記対向部材の他方には、前記回転軸の軸方向において前記テーパ部に突き当てられる突当部が設けられる、
モータ装置。
続きを表示(約 820 文字)
【請求項2】
前記対向部材が、前記回転軸の軸方向において前記リングマグネットの両側に設けられる、
請求項1に記載のモータ装置。
【請求項3】
請求項2に記載のモータ装置において、
前記回転軸の軸方向一側に、駆動対象物を駆動する出力部が設けられ、
前記回転軸の前記出力部側に配置される一方の前記対向部材は、前記回転軸の軸方向において前記ロータコアに突き当てられ、
前記回転軸の前記出力部側とは反対側に配置される他方の前記対向部材は、前記回転軸の軸方向において前記ロータコアから離れている、
モータ装置。
【請求項4】
ステータの径方向内側に回転自在に設けられるロータの製造方法であって、
回転軸にロータコアを圧入し、前記回転軸の規定位置に前記ロータコアを位置決めする第1工程と、
前記回転軸の軸方向における駆動対象物を駆動する出力部側から対向部材を圧入し、前記対向部材を前記ロータコアに突き当てる第2工程と、
前記ロータコアの外周部に接着剤を塗布する第3工程と、
前記回転軸の軸方向における前記出力部側とは反対側からリングマグネットを装着し、前記リングマグネットまたは前記対向部材の一方に設けられるテーパ部を、前記リングマグネットまたは前記対向部材の他方に設けられる突当部に突き当てる第4工程と、
を備える、
ロータの製造方法。
【請求項5】
請求項4に記載のロータの製造方法において、
他の前記対向部材を準備し、
前記第4工程の後に、前記回転軸の軸方向における前記出力部側とは反対側から他の前記対向部材を圧入し、他の前記対向部材に設けられる前記テーパ部または前記突当部を、前記リングマグネットに設けられる前記突当部または前記テーパ部に突き当てる第5工程を行う、
ロータの製造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、モータ装置およびロータの製造方法に関する。
続きを表示(約 1,500 文字)
【背景技術】
【0002】
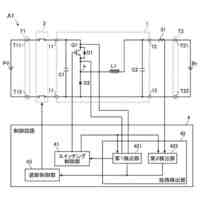
例えば、特許文献1には、自動車等の車両に搭載される電動ブレーキ装置用のブラシレスモータが記載されている。特許文献1に記載されたブラシレスモータは、モータケースに固定されるステータと、ステータの内側に回転自在に収容されるロータと、を備えている。
【0003】
そして、ロータは、シャフトと、シャフトに固定されるロータコアと、ロータコアの外周部に接着剤により固定されるリングマグネットと、ロータコアの端部に装着されるマグネットカバーと、を有している。
【0004】
さらに、マグネットカバーには、シャフトの軸方向に延びる複数の凸部が設けられ、これらの凸部はリングマグネットの内側に入り込んでいる。これにより、リングマグネットの軸心とロータコアの軸心とを同軸となるようにしている。
【先行技術文献】
【特許文献】
【0005】
特開2019-161921号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
特許文献1に記載された技術では、リングマグネットの軸心とロータコアの軸心とを同軸上に配置するために、樹脂製のマグネットカバーに設けられた複数の凸部を、シャフトの軸方向からリングマグネットの内側に差し込む。したがって、マグネットカバーおよびリングマグネットの寸法精度がばらつくと、リングマグネットが径方向にがたついたり、凸部をリングマグネットの内側に差し込めなくなったりする虞があった。
【0007】
本発明の目的は、部品の寸法精度にばらつきが生じた場合でも、リングマグネットおよびロータコアを精度良く同軸上に配置することが可能なモータ装置およびロータの製造方法を提供することにある。
【課題を解決するための手段】
【0008】
モータ装置の一態様では、ステータと、前記ステータの径方向内側に回転自在に設けられるロータと、を備えたモータ装置であって、前記ロータは、回転軸と、前記回転軸に装着されるロータコアと、前記ロータコアの外周部に装着されるリングマグネットと、前記回転軸に装着され、前記回転軸の軸方向において前記リングマグネットと対向する対向部材と、を有し、前記リングマグネットまたは前記対向部材の一方には、前記回転軸の軸方向に対して傾斜されたテーパ部が設けられ、前記リングマグネットまたは前記対向部材の他方には、前記回転軸の軸方向において前記テーパ部に突き当てられる突当部が設けられる。
【0009】
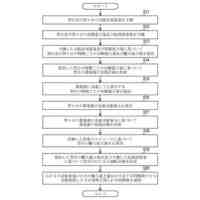
ロータの製造方法の一態様では、ステータの径方向内側に回転自在に設けられるロータの製造方法であって、回転軸にロータコアを圧入し、前記回転軸の規定位置に前記ロータコアを位置決めする第1工程と、前記回転軸の軸方向における駆動対象物を駆動する出力部側から対向部材を圧入し、前記対向部材を前記ロータコアに突き当てる第2工程と、前記ロータコアの外周部に接着剤を塗布する第3工程と、前記回転軸の軸方向における前記出力部側とは反対側からリングマグネットを装着し、前記リングマグネットまたは前記対向部材の一方に設けられるテーパ部を、前記リングマグネットまたは前記対向部材の他方に設けられる突当部に突き当てる第4工程と、を備える。
【発明の効果】
【0010】
本発明によれば、部品の寸法精度にばらつきが生じた場合でも、リングマグネットおよびロータコアを精度良く同軸上に配置することが可能なモータ装置およびロータの製造方法を実現できる。
【図面の簡単な説明】
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
株式会社アイシン
ロータ
4日前
日本精機株式会社
サージ保護回路
7日前
西部電機株式会社
充電装置
7日前
西部電機株式会社
充電装置
7日前
トヨタ自動車株式会社
固定子
5日前
トヨタ自動車株式会社
回転子
11日前
個人
連続ガウス加速器形磁力増幅装置
7日前
トヨタ自動車株式会社
製造装置
5日前
株式会社アイシン
ステータ
4日前
株式会社ミツバ
ブラシレスモータ
6日前
株式会社ダイヘン
充電装置
4日前
株式会社ダイヘン
充電装置
4日前
株式会社アイシン
ステータ
4日前
個人
太陽エネルギー収集システム
5日前
株式会社アイシン
ステータ
4日前
カヤバ株式会社
筒型リニアモータ
6日前
株式会社ダイヘン
充電装置
4日前
株式会社アイシン
ステータ
4日前
株式会社ダイヘン
充電装置
4日前
東京瓦斯株式会社
通信装置
6日前
ニチコン株式会社
AC入力検出回路
11日前
トヨタ自動車株式会社
被膜形成装置
5日前
株式会社ダイヘン
電力システム
7日前
ASTI株式会社
電力変換装置
5日前
株式会社ダイヘン
電力変換装置
7日前
株式会社ミツバ
回転電機
4日前
東京瓦斯株式会社
給電システム
6日前
株式会社デンソー
電力変換装置
11日前
キヤノン株式会社
無線電力伝送システム
5日前
株式会社アイシン
回転電機
7日前
株式会社アイシン
駆動装置
5日前
大和ハウス工業株式会社
システム
6日前
株式会社アイシン
回転電機
11日前
株式会社アイシン
回転電機
7日前
シャープ株式会社
表示装置
5日前
株式会社アイシン
保護装置
5日前
続きを見る
他の特許を見る







 特許ウォッチ
特許ウォッチ