TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025153293
公報種別
公開特許公報(A)
公開日
2025-10-10
出願番号
2024055689
出願日
2024-03-29
発明の名称
香味供給物品用の容器の検査装置及び検査方法
出願人
日本たばこ産業株式会社
代理人
弁理士法人鈴榮特許綜合事務所
主分類
G01N
21/90 20060101AFI20251002BHJP(測定;試験)
要約
【課題】ラベルを貼り付けた容器の搬送中において、容器のプロファイルを測定して容器の外観の良否を連続的に判定し、不良となる容器を都度自動で排除することにより、製品の品質を容易に且つ確実に向上させることができる、香味供給物品用の容器の検査装置及び検査方法を提供する。
【解決手段】検査装置30は、容器2を周方向に少なくとも1回転させる検査位置24において回転する容器2の外周面2aに貼り付けられたラベル4にレーザ光L1を連続的に照射し、発生するレーザ反射光L2を受光し、レーザ反射光L2に基づいて容器2におけるラベル4の全周に亘るプロファイルを測定する測定ユニット32と、測定ユニット32で測定したプロファイルに基づいて、容器2の外観の良否を判定する制御ユニット34と、制御ユニット34で不良と判定した容器2を搬送経路8から排除する排除ユニット38とを備える。
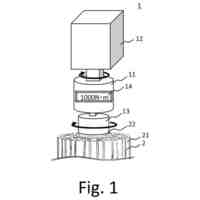
【選択図】図1
特許請求の範囲
【請求項1】
ラベルを貼り付けた容器の外観を検査する検査装置であって、
前記容器は、香味供給物品が収容されるとともに、ラベリング装置において前記ラベルが貼り付けられる外周面を有し、
前記ラベリング装置は、前記容器をその周方向に転がしながら搬送経路において搬送しつつ、前記外周面に前記ラベルを巻き付けて貼り付けた後、前記容器を前記周方向に少なくとも1回転させる検査位置を形成し、
前記検査装置は、
前記検査位置において回転する前記容器の前記外周面に貼り付けられた前記ラベルにレーザ光を連続的に照射し、発生するレーザ反射光を受光し、前記レーザ反射光に基づいて前記容器における前記ラベルの全周に亘るプロファイルを測定する測定ユニットと、
前記測定ユニットで測定した前記プロファイルに基づいて、前記容器の外観の良否を判定する制御ユニットと、
前記制御ユニットで不良と判定した前記容器を前記搬送経路から排除する排除ユニットと
を備える、香味供給物品用の容器の検査装置。
続きを表示(約 1,400 文字)
【請求項2】
前記測定ユニットは、前記レーザ反射光に基づいて、前記ラベルにおいて前記容器の径方向に突出する凸部の突出高さを測定し、
前記制御ユニットは、前記突出高さが所定の第1閾値よりも大きいか否かを判定し、
前記制御ユニットにおいて前記突出高さが前記第1閾値よりも大きいと判定されたとき、前記排除ユニットは、前記搬送経路から判定対象の前記容器を排除する、請求項1に記載の香味供給物品用の容器の検査装置。
【請求項3】
前記測定ユニットは、前記レーザ反射光に基づいて、前記容器の高さ方向におけるエッジ線を特定するとともに、前記周方向に対する前記エッジ線のエッジ角度を測定し、
前記制御ユニットは、前記エッジ角度が所定の第2閾値よりも大きいか否かを判定し、
前記制御ユニットにおいて前記エッジ角度が前記第2閾値よりも大きいと判定されたとき、前記排除ユニットは、前記搬送経路から判定対象の前記容器を排除する、請求項2に記載の香味供給物品用の容器の検査装置。
【請求項4】
前記測定ユニットは、前記レーザ反射光に基づいて、前記ラベルに記載される表示及び色のパターンのデータを測定し、
前記制御ユニットは、取得した前記データと、前記容器が良品である場合の当該データに対応する良品データとを比較し、これらの合致比率が所定の第3閾値よりも小さいか否かを判定し、
前記制御ユニットにおいて取得した前記合致比率が前記第3閾値よりも小さいと判定されたとき、前記排除ユニットは、前記搬送経路から判定対象の前記容器を排除する、請求項3に記載の香味供給物品用の容器の検査装置。
【請求項5】
前記測定ユニットは、前記レーザ反射光の反射角度及び減衰量に基づいて、前記容器の前記プロファイルを測定する、請求項1から4の何れか一項に記載の香味供給物品用の容器の検査装置。
【請求項6】
前記香味供給物品が収容される前記容器をその高さ方向に複数重ね、前記各容器の外周を包材で覆ってパッキングした容器包装体を形成し、前記容器包装体の前記包材の上から前記ラベルが貼り付けられ、
前記測定ユニットは、前記レーザ反射光に基づいて、前記容器包装体のプロファイルを測定する、請求項1に記載の香味供給物品用の容器の検査装置。
【請求項7】
ラベルを貼り付けた容器の外観を検査する検査方法であって、
前記容器は、香味供給物品が収容されるとともに、ラベリング装置において前記ラベルが貼り付けられる外周面を有し、
前記ラベリング装置は、前記容器をその周方向に転がしながら搬送経路において搬送しつつ、前記外周面に前記ラベルを巻き付けて貼り付けた後、前記容器を前記周方向に少なくとも1回転させる検査位置を形成し、
前記検査位置において回転する前記容器の前記外周面に貼り付けられた前記ラベルにレーザ光を連続的に照射し、発生するレーザ反射光を受光し、前記レーザ反射光に基づいて前記容器における前記ラベルの全周に亘るプロファイルを測定するプロファイル測定工程と、
前記プロファイル測定工程で測定した前記プロファイルに基づいて、前記容器の外観の良否を判定する外観判定工程と、
前記外観判定工程で不良と判定した前記容器を前記搬送経路から排除する容器排除工程と
を含む、香味供給物品用の容器の検査方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、香味供給物品用の容器の検査装置及び検査方法に関し、詳しくは、ラベルを貼り付けた容器の外観を検査する検査装置及び検査方法に関する。
続きを表示(約 2,300 文字)
【背景技術】
【0002】
香味充填物を不織布などのパウチで包んで形成されたスヌース(口腔用の香味供給物品)が知られている。特許文献1に示されるように、このような口腔用の香味供給物品は、有底円筒形状の本体と、本体を覆うカバーとから構成された容器に収容される。容器の外周面には、製品情報などを記載したラベルが貼り付けられている。このような容器を複数パッキングして容器包装体を形成し、この容器包装体の外周面にラベルを貼り付けることもある。
【先行技術文献】
【特許文献】
【0003】
特表2021-514908号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
ラベルを容器(或いは容器包装体)に巻き付けて貼り付ける際、貼り付けられたラベルに、しわ、ずれ、破れなどが生じることがある。従来、このような外観不良品は、容器の外観検査を目視で行うことにより発見して排除していた。従って、容器の外観のプロファイルをその搬送中、すなわちインラインで検査し、不良となる容器を都度自動で排除することにより、製品の品質を向上させることが求められている。
【0005】
本発明は、このような課題に鑑みてなされたもので、ラベルを貼り付けた容器の搬送中において、容器のプロファイルを測定して容器の外観の良否を連続的に判定し、不良となる容器を都度自動で排除することにより、製品の品質を容易に且つ確実に向上させることができる、香味供給物品用の容器の検査装置及び検査方法を提供することを目的とする。
【課題を解決するための手段】
【0006】
上記の目的を達成するべく、一態様に係る香味供給物品用の容器の検査装置は、ラベルを貼り付けた容器の外観を検査する検査装置であって、容器は、香味供給物品が収容されるとともに、ラベリング装置においてラベルが貼り付けられる外周面を有し、ラベリング装置は、容器をその周方向に転がしながら搬送経路において搬送しつつ、外周面にラベルを巻き付けて貼り付けた後、容器を周方向に少なくとも1回転させる検査位置を形成し、検査装置は、検査位置において回転する容器の外周面に貼り付けられたラベルにレーザ光を連続的に照射し、発生するレーザ反射光を受光し、レーザ反射光に基づいて容器におけるラベルの全周に亘るプロファイルを測定する測定ユニットと、測定ユニットで測定したプロファイルに基づいて、容器の外観の良否を判定する制御ユニットと、制御ユニットで不良と判定した容器を搬送経路から排除する排除ユニットとを備える。
【0007】
また、一態様に係る香味供給物品用の容器の検査方法は、ラベルを貼り付けた容器の外観を検査する検査方法であって、容器は、香味供給物品が収容されるとともに、ラベリング装置においてラベルが貼り付けられる外周面を有し、ラベリング装置は、容器をその周方向に転がしながら搬送経路において搬送しつつ、外周面にラベルを巻き付けて貼り付けた後、容器を周方向に少なくとも1回転させる検査位置を形成し、検査方法は、検査位置において回転する容器の外周面に貼り付けられたラベルにレーザ光を連続的に照射し、発生するレーザ反射光を受光し、レーザ反射光に基づいて容器におけるラベルの全周に亘るプロファイルを測定するプロファイル測定工程と、プロファイル測定工程で測定したプロファイルに基づいて、容器の外観の良否を判定する外観判定工程と、外観判定工程で不良と判定した容器を搬送経路から排除する容器排除工程とを含む。
【発明の効果】
【0008】
上記各態様によれば、ラベルを貼り付けた容器の搬送中において、容器のプロファイルを測定して容器の外観の良否を連続的に判定し、不良となる容器を都度自動で排除することにより、製品の品質を容易に且つ確実に向上させることができる。
【図面の簡単な説明】
【0009】
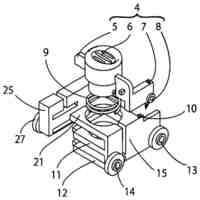
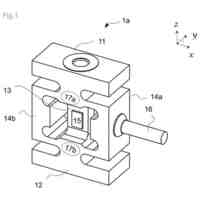
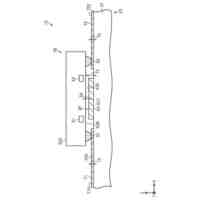
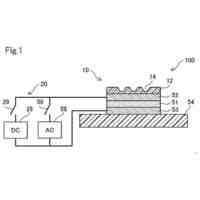
ラベリング装置及び検査装置の概略図である。
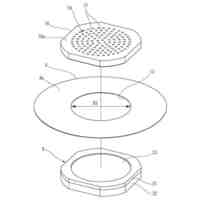
開封した容器及び容器に収容される香味供給物品の斜視図である。
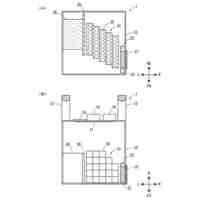
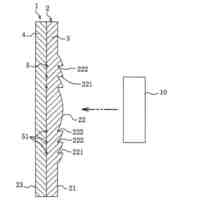
ラベルを貼り付けていない容器包装体の斜視図である。
ラベルを貼り付けた容器包装体の斜視図である。
容器包装体を測定中の測定ユニットの斜視図である。
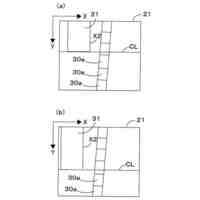
ラベルにしわが発生した場合の容器包装体の斜視図である。
図6の容器包装体の上面図である。
図6の場合に表示設定ユニットに表示される画面である。
ラベルにずれが発生した場合の容器包装体の斜視図である。
図9の場合に表示設定ユニットに表示される画面である。
ラベルに破れが発生した場合の容器包装体の斜視図である。
図11の場合に表示設定ユニットに表示される画面である。
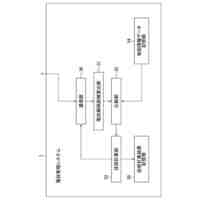
制御ユニットで行われる容器包装体の良否判定のフローチャートである。
【発明を実施するための形態】
【0010】
図1は、ラベリング装置6及び検査装置30の概略図を示す。ラベリング装置6は、香味供給物品を収容した容器1を複数パッキングした容器包装体2にラベル4を貼り付ける。詳しくは、ラベリング装置6は、容器包装体2の搬送経路8を形成するローラコンベア10と、ローラコンベア10の上側に配置されたベルトコンベア12と、ラベル4を供給するラベル供給ユニット14とを備えている。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
個人
メジャー文具
13日前
個人
アクセサリー型テスター
6日前
個人
高精度同時多点測定装置
5日前
日本精機株式会社
位置検出装置
19日前
日本精機株式会社
位置検出装置
19日前
日本精機株式会社
位置検出装置
19日前
ユニパルス株式会社
ロードセル
12日前
アズビル株式会社
圧力センサ
18日前
トヨタ自動車株式会社
監視装置
11日前
株式会社ヨコオ
ソケット
11日前
株式会社チノー
放射光測温装置
12日前
エイブリック株式会社
磁気センサ回路
18日前
ダイキン工業株式会社
監視装置
10日前
株式会社ユーシン
操作検出装置
21日前
株式会社ヨコオ
ソケット
12日前
トヨタ自動車株式会社
検査装置
21日前
TDK株式会社
ガスセンサ
12日前
TDK株式会社
磁気センサ
11日前
株式会社東芝
重量測定装置
17日前
東レエンジニアリング株式会社
計量装置
21日前
長崎県
形状計測方法
6日前
ローム株式会社
半導体装置
4日前
TDK株式会社
ガスセンサ
18日前
ローム株式会社
半導体装置
4日前
TDK株式会社
ガスセンサ
17日前
TDK株式会社
電磁波センサ
12日前
株式会社熊谷組
RI計測装置
19日前
ダイハツ工業株式会社
移動支援装置
11日前
株式会社デンソー
電流センサ
4日前
三恵技研工業株式会社
融雪レドーム
11日前
三菱マテリアル株式会社
温度センサ
13日前
中国電力株式会社
電柱管理システム
10日前
日本特殊陶業株式会社
センサ
10日前
多摩川精機株式会社
冗長エンコーダ
11日前
富士電機株式会社
エンコーダ
18日前
日本特殊陶業株式会社
センサ
10日前
続きを見る
他の特許を見る










 特許ウォッチ
特許ウォッチ