TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025119658
公報種別
公開特許公報(A)
公開日
2025-08-15
出願番号
2024014557
出願日
2024-02-02
発明の名称
射出装置及び成形機
出願人
芝浦機械株式会社
代理人
個人
主分類
B22D
17/32 20060101AFI20250807BHJP(鋳造;粉末冶金)
要約
【課題】ランアラウンド回路に付与される圧力を低減できる射出装置を提供する。
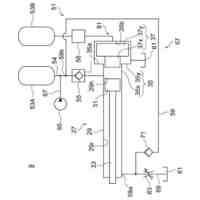
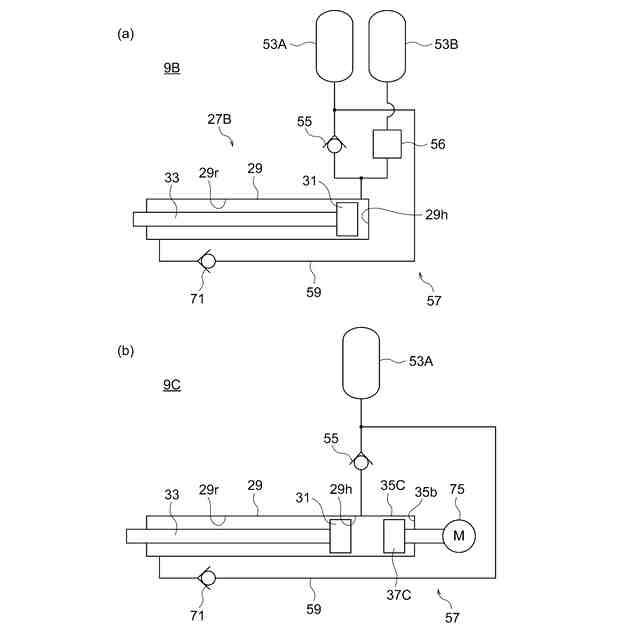
【解決手段】射出装置9において、射出シリンダ部材29の内部は、射出ピストン31によってロッド33が位置する側のロッド側室29rと、その反対側のヘッド側室29hとに区画されている。射出アキュムレータ53Aは、ヘッド側室29hに作動液を供給する。第1チェック弁55は、射出アキュムレータ53Aの側からヘッド側室29hの側への流れを許容し、その反対方向の流れを禁止する。ランアラウンド回路57は、射出ピストン31がロッド側室29rの側へ移動するときに、ロッド側室29rからヘッド側室29hへ作動液を流れさせる流路59を有している。流路59は、ロッド側室29rに接続されている第1端59aと、射出アキュムレータ53Aと第1チェック弁55との間に接続されている第2端59bと、を有している。
【選択図】図2
特許請求の範囲
【請求項1】
型内へ成形材料を押し出すプランジャに連結されるロッドと、前記ロッドに固定されている射出ピストンと、前記射出ピストンを収容している射出シリンダ部材と、有しており、前記射出シリンダ部材の内部が、前記射出ピストンによって前記ロッドが位置する側のロッド側室と、その反対側のヘッド側室とに区画されている射出シリンダと、
前記ヘッド側室に作動液を供給する供給源と、
前記供給源の側から前記ヘッド側室の側への流れを許容し、その反対方向の流れを禁止する第1チェック弁と、
前記射出ピストンが前記ロッド側室の側へ移動するときに、前記ロッド側室から前記ヘッド側室へ作動液を流れさせる流路を含むランアラウンド回路と、
を有しており、
前記流路は、
前記ロッド側室に接続されている第1端と、
前記供給源と前記第1チェック弁との間に接続されている第2端と、を有している
射出装置。
続きを表示(約 1,200 文字)
【請求項2】
前記供給源が射出アキュムレータである
請求項1に記載の射出装置。
【請求項3】
前記ヘッド側室の圧力を前記射出アキュムレータの圧力よりも高くする増圧機構を更に有している
請求項2に記載の射出装置。
【請求項4】
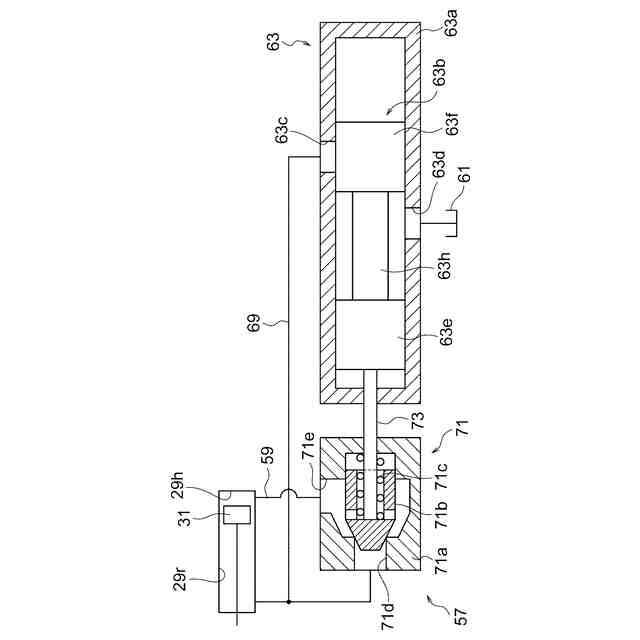
前記増圧機構は、
増圧シリンダ部材と、
前記増圧シリンダ部材の内部を摺動する増圧ピストンと、を有しており、
前記増圧シリンダ部材は、
前記ヘッド側室に通じる小径シリンダ部と、
前記小径シリンダ部に対して固定されており、前記小径シリンダ部の内径よりも大きい内径を有する大径シリンダ部と、を有しており、
前記増圧ピストンは、
前記小径シリンダ部を摺動する小径ピストン部と、
前記小径ピストン部に対して固定されており、前記大径シリンダ部を摺動する大径ピストン部と、を有している
請求項3に記載の射出装置。
【請求項5】
前記増圧機構は、前記大径シリンダ部の、前記増圧ピストンに対して前記小径シリンダ部とは反対側に位置するシリンダ室へ液圧を付与する増圧アキュムレータを有している
請求項4に記載の射出装置。
【請求項6】
前記ランアラウンド回路の前記流路において、前記第1端の側から前記第2端の側への流れを許容するとともに、その反対方向の流れを禁止する第2チェック弁と、
前記ロッド側室とタンクとの間に介在している流量制御弁と、
を有しており、
前記流量制御弁は、当該流量制御弁が閉じられているときは前記第2チェック弁が開かれる動作を禁止し、当該流量制御弁が開かれているときは前記第2チェック弁の閉じる動作及び開く動作の双方を許容するように前記第2チェック弁と連結されている
請求項1に記載の射出装置。
【請求項7】
前記ランアラウンド回路の前記流路において、前記第1端の側から前記第2端の側への流れを許容するとともに、その反対方向の流れを禁止する第2チェック弁を有しており、
前記流路のうち、前記第2チェック弁よりも前記第2端の側の少なくとも一部が、パイプ及びホースの少なくとも一方によって構成されている
請求項1に記載の射出装置。
【請求項8】
ポンプから前記射出アキュムレータへ作動液を流れさせるポンプラインを更に有しており、
前記ランアラウンド回路の前記流路は、前記ポンプラインに共用されていない
請求項2に記載の射出装置。
【請求項9】
前記第2端と前記供給源との間に成形サイクル中に制御されるバルブが介在していない
請求項1に記載の射出装置。
【請求項10】
請求項1に記載の射出装置と、
前記型を型締めする型締装置と、
を有している成形機。
発明の詳細な説明
【技術分野】
【0001】
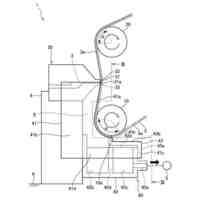
本開示は、型内に成形材料を射出する射出装置、及び当該射出装置を含む成形機に関する。成形機は、例えば、成形材料としての金属を成形するダイカストマシン、及び成形材料としての樹脂を成形する射出成形機である。
続きを表示(約 1,600 文字)
【背景技術】
【0002】
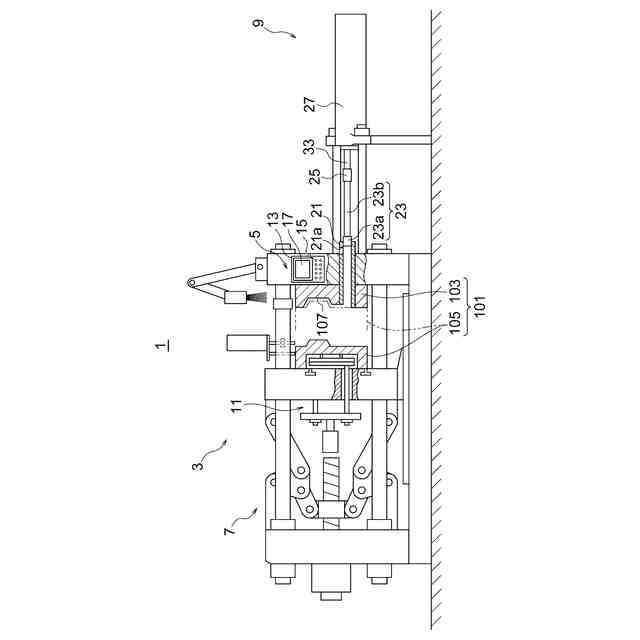
型内へ成形材料を押し出すプランジャを駆動する駆動部として、液圧式のシリンダ(射出シリンダ)を有しているものが知られている(例えば下記特許文献1~7)。射出シリンダは、例えば、射出シリンダ部材と、射出シリンダ部材に収容されている射出ピストンと、射出ピストンに固定されているロッドとを有している。ロッドは、射出シリンダ部材から外部へ延び出て上記プランジャに連結される。射出シリンダ部材の内部は、射出ピストンによって、ロッドが位置する側のロッド側室と、その反対側のヘッド側室とに区画されている。そして、例えば、アキュムレータからヘッド側室に作動液が供給されることによって、射出ピストンがロッド側へ移動し、ひいては、プランジャが駆動される。
【0003】
上記のように射出ピストンがロッド側へ移動するときに、当該移動に伴ってロッド側室から排出される作動液をヘッド側室へ供給するランアラウンド回路が知られている(例えば下記特許文献1~7)。ランアラウンド回路が設けられることによって、例えば、ロッド側室の作動液がタンクへ排出される態様に比較して、作動液の必要量が低減される。
【0004】
また、アキュムレータ側からヘッド側室側への流れを許容し、その反対側への流れを禁止するチェック弁(逆止弁とも称される)を有する駆動部が知られている(例えば下記特許文献3、6及び7)。これにより、例えば、ヘッド側室に高い圧力が生じても、ヘッド側室側からアキュムレータ側への逆流は防止される。
【0005】
特許文献3、6及び7では、ランアラウンド回路と、上記のようなチェック弁との双方が設けられている。ランアラウンド回路の流路は、一端がロッド側室に接続されているとともに、他端が上記チェック弁とヘッド側室との間に接続されている。
【先行技術文献】
【特許文献】
【0006】
特開2010-172899号公報
特開平10-249510号公報
特開2012-16718号公報
特開2020-142245号公報
特開2010-167608号公報
特開2012-11395号公報
特開2012-51026号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
ランアラウンド回路に付与される圧力を低減できる射出装置及び成形機が待たれる。
【課題を解決するための手段】
【0008】
本開示の一態様に係る射出装置は、型内へ成形材料を押し出すプランジャに連結されるロッドと、前記ロッドに固定されている射出ピストンと、前記射出ピストンを収容している射出シリンダ部材と、有しており、前記射出シリンダ部材の内部が、前記射出ピストンによって前記ロッドが位置する側のロッド側室と、その反対側のヘッド側室とに区画されている射出シリンダと、前記ヘッド側室に作動液を供給する供給源と、前記供給源の側から前記ヘッド側室の側への流れを許容し、その反対方向の流れを禁止する第1チェック弁と、前記射出ピストンが前記ロッド側室の側へ移動するときに、前記ロッド側室から前記ヘッド側室へ作動液を流れさせる流路を含むランアラウンド回路と、を有しており、前記流路は、前記ロッド側室に接続されている第1端と、前記供給源と前記第1チェック弁との間に接続されている第2端と、を有している。
【0009】
本開示の一態様に係る成形機は、上記射出装置と、前記型を型締めする型締装置と、を有している。
【発明の効果】
【0010】
上記の構成によれば、ランアラウンド回路に付与される圧力を低減できる。
【図面の簡単な説明】
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
芝浦機械株式会社
塗工装置
3日前
芝浦機械株式会社
表面処理装置
21日前
芝浦機械株式会社
射出装置及び成形機
1か月前
芝浦機械株式会社
ガラス成形装置及び金型洗浄方法
今日
芝浦機械株式会社
ワークの芯出し方法及び工作機械
1か月前
芝浦機械株式会社
射出成形機
15日前
個人
鋼の連続鋳造用鋳型
1か月前
個人
ピストンの低圧鋳造金型
5か月前
友鉄工業株式会社
錫プレート成形方法
15日前
トヨタ自動車株式会社
押湯入子
1か月前
大阪硅曹株式会社
無機中子用水性塗型剤
1か月前
株式会社プロテリアル
合金粉末の製造方法
5か月前
トヨタ自動車株式会社
鋳バリ抑制方法
5か月前
トヨタ自動車株式会社
中子の製造方法
2か月前
芝浦機械株式会社
成形機
7か月前
芝浦機械株式会社
成形機
7か月前
株式会社キャステム
鋳造品の製造方法
5か月前
トヨタ自動車株式会社
中子の製造方法
2か月前
芝浦機械株式会社
射出装置及び成形機
1か月前
山石金属株式会社
ガスアトマイズ装置
1か月前
山石金属株式会社
ガスアトマイズ装置
1か月前
トヨタ自動車株式会社
鋳物砂の再生方法
2か月前
トヨタ自動車株式会社
ケースの製造方法
3か月前
旭有機材株式会社
鋳型の製造方法
2か月前
株式会社浅沼技研
鋳型及びその製造方法
6か月前
株式会社日本触媒
窒素被覆金属粒子の製造方法
3か月前
トヨタ自動車株式会社
突き折り棒
4か月前
株式会社日本高熱工業社
潤滑剤塗布装置
7か月前
大同特殊鋼株式会社
鋼塊の製造方法
6か月前
株式会社プロテリアル
金属付加製造物の製造方法
1か月前
トヨタ自動車株式会社
金型冷却構造
4か月前
愛知製鋼株式会社
継ぎ目なし管の製造方法
1か月前
株式会社プロテリアル
金属付加製造物の製造方法
6か月前
住友金属鉱山株式会社
金粉の製造方法
13日前
日本製鉄株式会社
Al脱酸鋼の連続鋳造方法
5か月前
株式会社豊田中央研究所
積層造形装置
3か月前
続きを見る
他の特許を見る



 特許ウォッチ
特許ウォッチ