TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025109318
公報種別
公開特許公報(A)
公開日
2025-07-25
出願番号
2024003115
出願日
2024-01-12
発明の名称
鋳型の製造方法
出願人
旭有機材株式会社
代理人
個人
,
個人
主分類
B22C
1/10 20060101AFI20250717BHJP(鋳造;粉末冶金)
要約
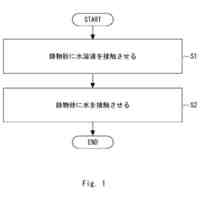
【課題】従来の製造方法と比較して、造型作業の短時間化を有利に図ることが出来る鋳型の製造方法を提供すること。
【解決手段】鋳物砂の表面が、少なくともアルカリレゾール樹脂を含む被覆層にて覆われてなるレジンコーテッドサンドを用いて、かかるレジンコーテッドサンドを、目的とする鋳型を与える成形型の成形キャビティ内に充填した後、成形キャビティ内への過熱水蒸気及び炭酸ガスの供給操作が実施され、この供給操作によってレジンコーテッドサンドを硬化せしめることにより、目的とする鋳型を得る。
【選択図】なし
特許請求の範囲
【請求項1】
鋳物砂の表面が被覆層にて覆われてなるレジンコーテッドサンドを用いた鋳型の製造方法にして、
前記被覆層が少なくともアルカリレゾール樹脂を含み、
前記レジンコーテッドサンドを、目的とする鋳型を与える成形型の成形キャビティ内に充填した後、かかる成形キャビティ内へ過熱水蒸気及び炭酸ガスの供給操作が実施され、該供給操作によって前記レジンコーテッドサンドを硬化せしめて目的とする鋳型を得る、
ことを特徴とする鋳型の製造方法。
続きを表示(約 980 文字)
【請求項2】
前記過熱水蒸気が、前記成形キャビティの容積1cm
3
あたり0.17~8.30L/minの量的割合において該成形キャビティ内へ供給される請求項1に記載の鋳型の製造方法。
【請求項3】
前記炭酸ガスが、前記成形キャビティの容積1cm
3
あたり0.01~2.00L/minの量的割合において該成形キャビティ内へ供給される請求項1又は請求項2に記載の鋳型の製造方法。
【請求項4】
前記供給操作が、前記過熱水蒸気の供給及び前記炭酸ガスの供給が同時に実施される工程を含む請求項1又は請求項2に記載の鋳型の製造方法。
【請求項5】
前記成形キャビティ内への前記過熱水蒸気及び前記炭酸ガスの同時供給が、下記式(1)より算出されるαが4.0以上となる条件下において実施される請求項4に記載の鋳型の製造方法。
[α]=A/B ・・・(1)
但し、上記式(1)において、
Aは、成形キャビティの容積1cm
3
あたりの過熱水蒸気の供給量(L/min
)であり、
Bは、成形キャビティの容積1cm
3
あたりの炭酸ガスの供給量(L/min)
である。
【請求項6】
前記供給操作が、前記過熱水蒸気の供給及び前記炭酸ガスの供給が異時に実施される工程を含む請求項1又は請求項2に記載の鋳型の製造方法。
【請求項7】
アルキレンカーボネート及び/又は有機エステルが、前記過熱水蒸気と共に、又はそれとは別個に、前記成形キャビティ内へ供給される請求項1又は請求項2に記載の鋳型の製造方法。
【請求項8】
前記成形型が100℃以上に加熱されている請求項1又は請求項2に記載の鋳型の製造方法。
【請求項9】
前記レジンコーテッドサンドの被覆層が、更にノボラック型フェノール樹脂を含む請求項1又は請求項2に記載の鋳型の製造方法。
【請求項10】
前記レジンコーテッドサンドの被覆層が、更にアルキレンカーボネート及び/又は有機エステルを含む請求項1又は請求項2に記載の鋳型の製造方法。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は、鋳型の製造方法に係り、特に、従来の製造方法と比較して、造型作業の短時間化を有利に図ること出来る鋳型の製造方法に関するものである。
続きを表示(約 3,700 文字)
【背景技術】
【0002】
従来より、金属溶湯の鋳造に用いられる鋳型の一つとして、耐火性骨材(鋳物砂)の表面を、所定のバインダ(粘結剤)にて被覆してなる構造のコーテッドサンド(鋳型材料)を用いて、目的とする形状に造型して得られたものが、用いられてきている。そして、そのようなコーテッドサンドにおけるバインダとしては、水ガラスの如き無機系バインダの他、フェノール樹脂やフラン樹脂、ウレタン樹脂等の樹脂からなる有機系バインダが用いられており、また、それらバインダを用いて、自硬性鋳型を造型する手法も、実用化されている。
【0003】
そして、そのようなコーテッドサンドを用いた鋳型の製造方法についても、バインダの種類等に応じて、従来より様々な方法が提案されている。例えば、特許文献1(特許第6121121号公報)においては、フェノール樹脂等の熱硬化性樹脂を用いてなる粘結剤コーテッド耐火物(レジンコーテッドサンド)を用いた鋳型の製造方法として、そのような粘結剤コーテッド耐火物を成形型内に充填し、温度120℃以上、水蒸気濃度10~80%の高温高湿気体を成形型内に通すことによって、高温高湿気体の顕熱と凝縮潜熱により粘結剤コーテッド耐火物の温度を上昇させ、継続して成形型内に通される上記と同じ温度・水蒸気濃度の高温高湿気体で加熱して成形型内の凝縮水を蒸発させると共に粘結剤コーテッド耐火物の粘結剤を硬化させることを特徴とする鋳型の製造方法が、提案されている。
【先行技術文献】
【特許文献】
【0004】
特許第6121121号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
ところで、近年では、鋳型の造型についても効率化、短時間化が求められている。このような状況の下、本発明者等は、様々な粘結剤が用いられる従来の鋳型の製造方法を元に、短い作業時間で造型が完了する鋳型の製造方法について鋭意、検討を進めたところ、本発明を完成するに至ったのである。即ち、本発明は、かかる事情を背景にして為されたものであって、その解決すべき課題とするところは、従来の製造方法と比較して、造型作業の短時間化を有利に図ることが出来、また、得られる鋳型が、造型(製造)から時間が経過しても優れた強度を発揮し得る、鋳型の製造方法を提供することにある。
【課題を解決するための手段】
【0006】
そして、本発明は、かくの如き課題の解決のために、以下に列挙せる如き各種の態様において、好適に実施され得るものであるが、また、以下に記載の各態様は、任意の組み合わせにおいても、採用可能である。なお、本発明の態様乃至は技術的特徴は、以下に記載のものに何等限定されるものではなく、明細書全体の記載に基づいて認識され得るものであることが、理解されるべきである。
【0007】
(1) 鋳物砂の表面が被覆層にて覆われてなるレジンコーテッドサンドを用いた鋳型の製造方法にして、
前記被覆層が少なくともアルカリレゾール樹脂を含み、
前記レジンコーテッドサンドを、目的とする鋳型を与える成形型の成形キャビティ内に充填した後、かかる成形キャビティ内へ過熱水蒸気及び炭酸ガスの供給操作が実施され、該供給操作によって前記レジンコーテッドサンドを硬化せしめて目的とする鋳型を得る、
ことを特徴とする鋳型の製造方法。
(2) 前記過熱水蒸気が、前記成形キャビティの容積1cm
3
あたり0.17~8.30L/minの量的割合において該成形キャビティ内へ供給される前記態様(1)に記載の鋳型の製造方法。
(3) 前記炭酸ガスが、前記成形キャビティの容積1cm
3
あたり0.01~2.00L/minの量的割合において該成形キャビティ内へ供給される前記態様(1)又は前記態様(2)に記載の鋳型の製造方法。
(4) 前記供給操作が、前記過熱水蒸気の供給及び前記炭酸ガスの供給が同時に実施される工程を含む前記態様(1)又は前記態様(2)に記載の鋳型の製造方法。
(5) 前記成形キャビティ内への前記過熱水蒸気及び前記炭酸ガスの同時供給が、下記式(1)より算出されるαが4.0以上となる条件下において実施される前記態様(4)に記載の鋳型の製造方法。
[α]=A/B ・・・(1)
但し、上記式(1)において、
Aは、成形キャビティの容積1cm
3
あたりの過熱水蒸気の供給量(L/min
)であり、
Bは、成形キャビティの容積1cm
3
あたりの炭酸ガスの供給量(L/min)
である。
(6) 前記供給操作が、前記過熱水蒸気の供給及び前記炭酸ガスの供給が異時に実施される工程を含む前記態様(1)又は前記態様(2)に記載の鋳型の製造方法。
(7) アルキレンカーボネート及び/又は有機エステルが、前記過熱水蒸気と共に、又はそれとは別個に、前記成形キャビティ内へ供給される前記態様(1)又は前記態様(2)に記載の鋳型の製造方法。
(8) 前記成形型が100℃以上に加熱されている前記態様(1)又は前記態様(2)に記載の鋳型の製造方法。
(9) 前記レジンコーテッドサンドの被覆層が、更にノボラック型フェノール樹脂を含む前記態様(1)又は前記態様(2)に記載の鋳型の製造方法。
(10) 前記レジンコーテッドサンドの被覆層が、更にアルキレンカーボネート及び/又は有機エステルを含む前記態様(1)又は前記態様(2)に記載の鋳型の製造方法。
(11) 前記レジンコーテッドサンドが、常温流動性を有する乾態のものである前記態様(1)又は前記態様(2)に記載の鋳型の製造方法。
【発明の効果】
【0008】
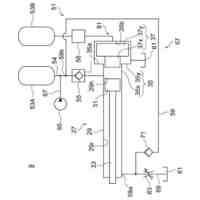
このように、本発明に従う鋳型の製造方法は、被覆層に少なくともアルカリレゾール樹脂を含むレジンコーテッドサンドを用いて鋳型を製造するにあたり、かかるレジンコーテッドサンドが充填された成形型の成形キャビティ内に、過熱水蒸気及び炭酸ガスを供給し、それら過熱水蒸気等によってレジンコーテッドサンドを硬化せしめることによって、鋳型を製造する方法である。即ち、本発明においては、過熱水蒸気の使用により、鋳物砂粒子の接着、熱エネルギーによるアルカリレゾール樹脂の硬化の促進、並びに、硬化物たる鋳型における強度発現の促進が有利に図られ得ると共に、炭酸ガスの使用により、アルカリ成分の中和に起因する硬化促進及び鋳型強度の発現補助が有利に図られ得るところから、本発明に従う鋳型の製造方法においては、レジンコーテッドサンドの硬化が迅速に進行することとなり、以て、従来の製造方法と比較して、造型作業の短時間化が有利に達成されるものとなっているのである。また、本発明の製造方法に従って製造された鋳型は、造型(製造)から時間が経過しても優れた強度を発揮するものとなるのである。なお、造型(製造)から時間が経過しても優れた強度を発揮する鋳型が得られるという効果は、アルカリレゾール樹脂と共にノボラック型フェノール樹脂を被覆層に含むレジンコーテッドサンドを用いることにより、より有利に享受することが可能である。
【発明を実施するための形態】
【0009】
ところで、本発明に従って鋳型を製造するに際しては、鋳物砂の表面が少なくともアルカリレゾール樹脂を含む被覆層にて覆われてなるレジンコーテッドサンド(以下、単にRCSともいう。)が、鋳型材料として用いられることとなる。
【0010】
そのようなレジンコーテッドサンド(RCS)を構成する鋳物砂としては、従来から鋳型用に用いられている耐火性粒状材料が、何れも、用いられ得るのであって、具体的には、ケイ砂、クロマイト砂、ジルコン砂、オリビン砂、アルミナサンド、合成ムライト砂等を挙げることが出来る。なお、これらの鋳物砂は、新砂であっても、或いは、鋳物砂として、鋳型の造型に一回或いは複数回使用された再生砂又は回収砂であっても、更には、そのような再生砂や回収砂に新砂を加えて、混合した混合砂であっても、何等差支えないのである。そして、そのような鋳物砂は、一般に、AFS指数で40~80程度の粒度のものとして、好ましくは60程度の粒度のものとして、用いられることとなる。AFS指数が大き過ぎると、ガスの通気を妨げる恐れがあり、その一方でAFS指数が小さ過ぎると、ガスの供給量が過大となり、RCSの乾燥を必要以上に進行せしめ、結果的にRCSの硬化反応を阻害する恐れがある。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
旭有機材株式会社
配管機器
27日前
旭有機材株式会社
薬液組成物及び空隙充填用組成物
26日前
旭有機材株式会社
ポリウレタンフォーム及びその製造方法
1か月前
旭有機材株式会社
配管機器
22日前
旭有機材株式会社
レジンコーテッドサンド用樹脂組成物及びレジンコーテッドサンド
22日前
旭有機材株式会社
レジンコーテッドサンド用樹脂組成物及びレジンコーテッドサンド
22日前
旭有機材株式会社
新規ベンゾオキサジン化合物、それを含む樹脂原料組成物及び硬化性樹脂組成物並びに硬化物
6日前
個人
鋼の連続鋳造用鋳型
2か月前
個人
ピストンの低圧鋳造金型
6か月前
トヨタ自動車株式会社
押湯入子
2か月前
芝浦機械株式会社
成形システム
19日前
友鉄工業株式会社
錫プレート成形方法
1か月前
大阪硅曹株式会社
無機中子用水性塗型剤
2か月前
日本製鉄株式会社
モールドパウダー
27日前
株式会社プロテリアル
合金粉末の製造方法
7か月前
トヨタ自動車株式会社
中子の製造方法
3か月前
山石金属株式会社
ガスアトマイズ装置
2か月前
株式会社キャステム
鋳造品の製造方法
6か月前
トヨタ自動車株式会社
鋳バリ抑制方法
7か月前
山石金属株式会社
ガスアトマイズ装置
2か月前
トヨタ自動車株式会社
中子の製造方法
3か月前
芝浦機械株式会社
射出装置及び成形機
2か月前
トヨタ自動車株式会社
突き折り棒
5か月前
山石金属株式会社
アルミニウム含有粒子
26日前
トヨタ自動車株式会社
ケースの製造方法
4か月前
旭有機材株式会社
鋳型の製造方法
3か月前
山石金属株式会社
アルミニウム含有粒子
26日前
トヨタ自動車株式会社
鋳物砂の再生方法
3か月前
株式会社日本触媒
窒素被覆金属粒子の製造方法
4か月前
大同特殊鋼株式会社
鋼塊の製造方法
7か月前
トヨタ自動車株式会社
金型冷却構造
6か月前
株式会社プロテリアル
金属付加製造物の製造方法
7か月前
愛知製鋼株式会社
継ぎ目なし管の製造方法
2か月前
芝浦機械株式会社
溶解保持炉
今日
株式会社プロテリアル
金属付加製造物の製造方法
2か月前
芝浦機械株式会社
局部変圧装置及び成形機
14日前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ