TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025117033
公報種別
公開特許公報(A)
公開日
2025-08-12
出願番号
2024011674
出願日
2024-01-30
発明の名称
押湯入子
出願人
トヨタ自動車株式会社
代理人
個人
主分類
B22C
9/08 20060101AFI20250804BHJP(鋳造;粉末冶金)
要約
【課題】耐久性と排気性を両立した押湯入子を提供すること。
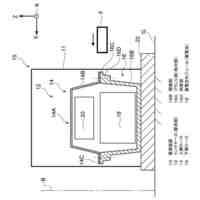
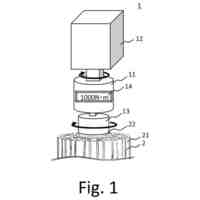
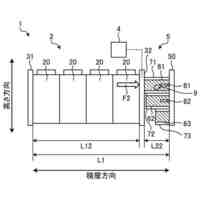
【解決手段】押湯入子は、溶湯が充填される入子キャビティ11bと、入子キャビティ11bの開口11cを上面側に有する断熱性材料製の本体部11と、本体部11の上面側に設けられるとともに、排気口を有し、少なくとも一部が鉄製である蓋部12と、を備え、本体部11の上面と、蓋部12の下面は、接着剤23により接合されている。これにより、断熱性の高い入子の本体部11と、排気機能を有する鉄製の蓋部12との組み合わせによって、耐久性と排気性を確保する。
【選択図】図1
特許請求の範囲
【請求項1】
溶湯が充填される入子キャビティと、前記入子キャビティの開口を上面側に有する断熱性材料製の本体部と、
前記本体部の上面側に設けられるとともに、排気口を有し、少なくとも一部が鉄製である蓋部と、を備え、
前記本体部の上面と、前記蓋部の下面は、接着剤により接合されている、
押湯入子。
続きを表示(約 340 文字)
【請求項2】
前記蓋部は、
板状である蓋板と、
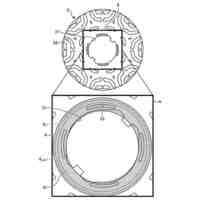
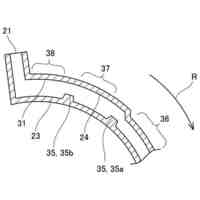
前記蓋板と、前記本体部の間に配されており、中空ドーナツ形状の板であるドーナツ形状板と、を備え、
前記ドーナツ形状板の上側板面は、前記排気口として、内外方向に延びる少なくとも1つの溝部を有し、
前記ドーナツ形状板の下側板面と、前記本体部の上面と、が接着剤により接着されている、
請求項1に記載の押湯入子。
【請求項3】
前記ドーナツ形状板が鉄製である、
請求項2に記載の押湯入子。
【請求項4】
前記蓋部は、
板状であって、上下方向に貫通する焼結ベントが設けられた鉄製のベント付き蓋板である、
請求項1に記載の押湯入子。
発明の詳細な説明
【技術分野】
【0001】
本開示は、鋳造金型用の押湯入子に関する。
続きを表示(約 1,200 文字)
【背景技術】
【0002】
鋳造装置では、溶湯が型内で凝固する際に、金属が凝固収縮することにより製品形状内で足りなくなる場合があるため、押湯により型内の金属を補う場合がある。
【0003】
特許文献1には、押湯入子を、熱伝導性の極めて低い断熱素材で形成することが記載されている。より具体的には、グラビティ鋳造装置では、押湯部の保温性を向上することにより押湯部内の溶湯の温度の低下を抑制し、溶湯の粘性の低下を抑制できる。これにより、グラビティ鋳造装置では、型に設けられたキャビティに比べて高い位置に設けられている押湯部を、キャビティの高さに近づけることができる。
【先行技術文献】
【特許文献】
【0004】
特開昭61-195731号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかしながら、特許文献1に記載されているグラビティ装置では、押湯入子に排気の機能が無く、押湯入子の設置向きによっては排気できないことから、押湯入子に溶湯を充填できないという課題がある。
【0006】
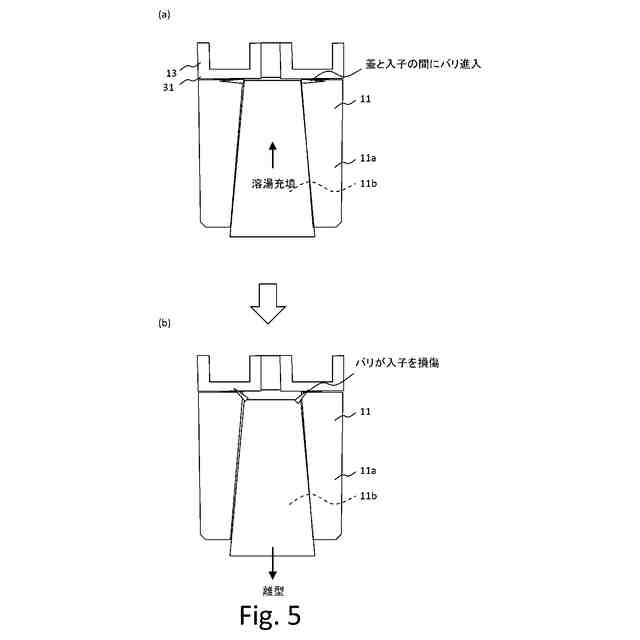
また、排気機構を追加するために、断熱素材の押湯入子に穴をあけて焼結ベントを設置する方法があるが、断熱素材の場合は非常に強度が低いため、ベント交換の際に入子が破損する等、ベント交換が困難である。さらに、焼結ベントと入子の隙間に溶湯が進入し、離型の際に入子を摩耗する可能性もある。そのため、耐久性と排気性を両立した押湯入子が望まれていた。
【0007】
本開示は、耐久性と排気性を両立した押湯入子を提供するものである。
【課題を解決するための手段】
【0008】
本開示にかかる押湯入子は、溶湯が充填される入子キャビティと、前記入子キャビティの開口を上面側に有する断熱性材料製の本体部と、前記本体部の上面側に設けられるとともに、排気口を有し、少なくとも一部が鉄製である蓋部と、を備え、前記本体部の上面と、前記蓋部の下面は、接着剤により接合されている。
これにより、断熱性の高い入子の本体部と、排気機能を有する鉄製の蓋部との組み合わせによって、耐久性と排気性を確保することができる。
【発明の効果】
【0009】
本開示よれば、耐久性と排気性を両立した押湯入子を提供することができる。
【図面の簡単な説明】
【0010】
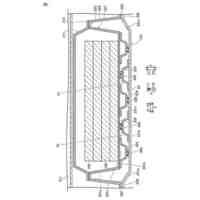
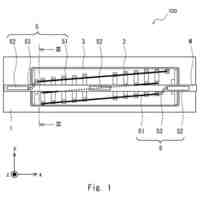
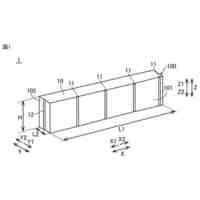
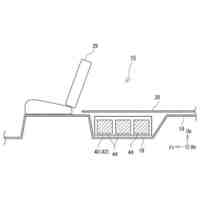
実施の形態1にかかる押湯入子を分解した状態の斜視図である。
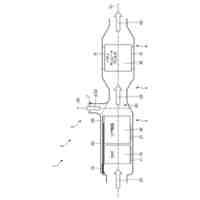
実施の形態1にかかる押湯入子の構成物品を組み合わせた状態の断面図である。
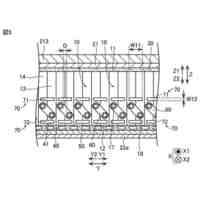
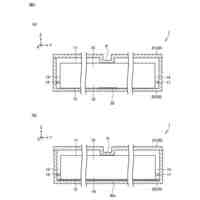
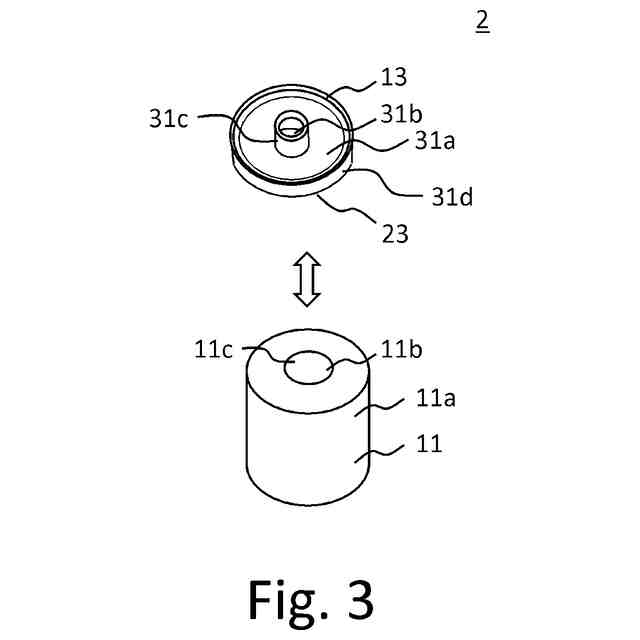
実施の形態2にかかる押湯入子を分解した状態の斜視図である。
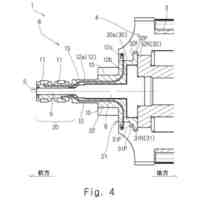
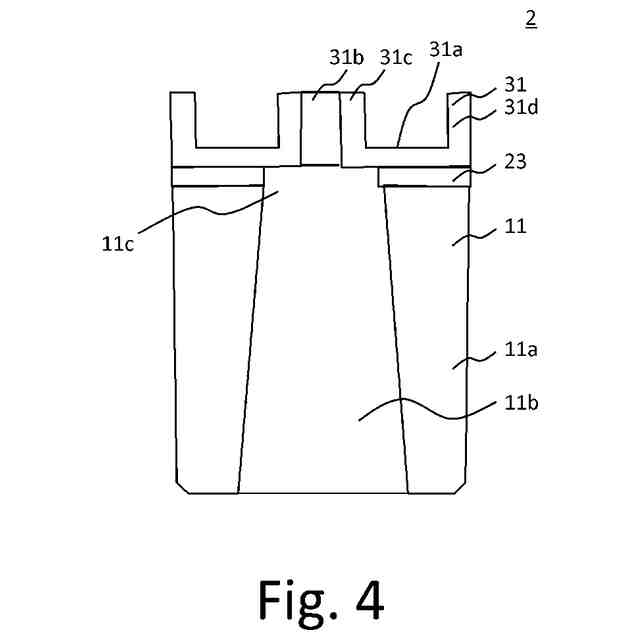
実施の形態2にかかる押湯入子の構成物品を組み合わせた状態の断面図である。
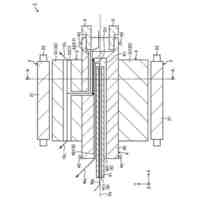
関連する押湯入子の本体部と蓋部を接着剤で接着しない場合を示す断面図である。
【発明を実施するための形態】
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
トヨタ自動車株式会社
車両
3日前
トヨタ自動車株式会社
車両
24日前
トヨタ自動車株式会社
装置
23日前
トヨタ自動車株式会社
装置
23日前
トヨタ自動車株式会社
車両
13日前
トヨタ自動車株式会社
車両
22日前
トヨタ自動車株式会社
電池
3日前
トヨタ自動車株式会社
ロータ
1日前
トヨタ自動車株式会社
電動車
13日前
トヨタ自動車株式会社
回転子
14日前
トヨタ自動車株式会社
電動車
1日前
トヨタ自動車株式会社
モータ
14日前
トヨタ自動車株式会社
サーバ
7日前
トヨタ自動車株式会社
蓄電装置
7日前
トヨタ自動車株式会社
加熱装置
13日前
トヨタ自動車株式会社
電源装置
24日前
トヨタ自動車株式会社
表示装置
15日前
トヨタ自動車株式会社
冷却構造
6日前
トヨタ自動車株式会社
給電装置
13日前
トヨタ自動車株式会社
冷却装置
13日前
トヨタ自動車株式会社
検査装置
3日前
トヨタ自動車株式会社
電動車両
22日前
トヨタ自動車株式会社
制御装置
3日前
トヨタ自動車株式会社
制御装置
3日前
トヨタ自動車株式会社
蓄電装置
3日前
トヨタ自動車株式会社
蓄電装置
13日前
トヨタ自動車株式会社
二次電池
3日前
トヨタ自動車株式会社
蓄電装置
3日前
トヨタ自動車株式会社
蓄電装置
3日前
トヨタ自動車株式会社
蓄電装置
13日前
トヨタ自動車株式会社
駆動装置
21日前
トヨタ自動車株式会社
制御装置
14日前
トヨタ自動車株式会社
電動車両
13日前
トヨタ自動車株式会社
電動車両
22日前
トヨタ自動車株式会社
制御装置
3日前
トヨタ自動車株式会社
蓄電装置
15日前
続きを見る
他の特許を見る



 特許ウォッチ
特許ウォッチ