TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025050456
公報種別
公開特許公報(A)
公開日
2025-04-04
出願番号
2023159254
出願日
2023-09-22
発明の名称
ステータの製造方法
出願人
日本発條株式会社
代理人
弁理士法人太陽国際特許事務所
主分類
H02K
15/12 20250101AFI20250327BHJP(電力の発電,変換,配電)
要約
【課題】部品製造時に高い寸法精度を要求することなく、製品高さのバラツキや樹脂漏れを抑制することが可能なステータの製造方法を提供すること。
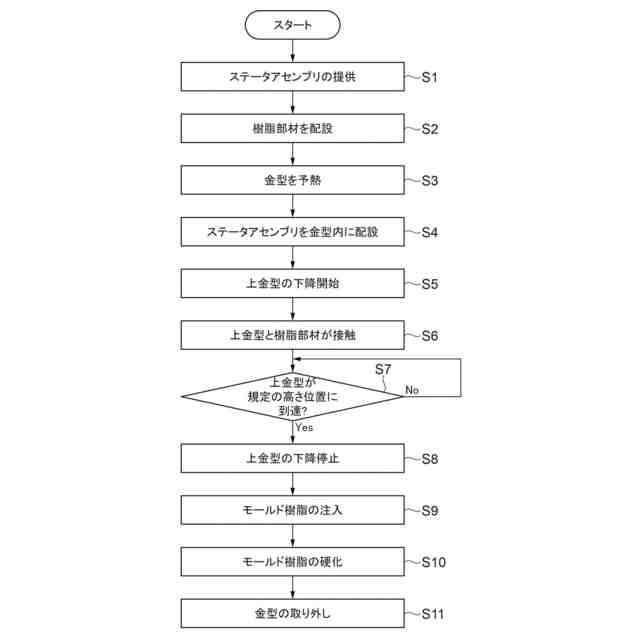
【解決手段】本開示のステータの製造方法は、軸方向長さが所定の寸法に設定されたステータを製造するために、ステータアセンブリを提供する工程と、ステータアセンブリの外周囲に、上金型と下金型とを備える金型に押圧された際にその少なくとも一部が押し潰される環状の樹脂部材を配設する工程と、上金型と下金型の間に、樹脂部材が配設されたステータアセンブリを、樹脂部材が押圧された状態で挟持する工程であって、樹脂部材が配設されたステータアセンブリを挟持したときの上金型と下金型との間の寸法が、製造するステータの所定の寸法に調整されている、工程と、金型内にモールド樹脂を注入する工程と、を含む。
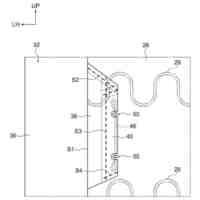
【選択図】図4
特許請求の範囲
【請求項1】
軸方向長さが所定の寸法に設定されたステータの製造方法であって、
ヨークから突出した複数のティースにコイルが巻き回されたステータコアを備えたステータアセンブリを提供する工程と、
前記ステータアセンブリの外周囲に、金型に押圧された際にその少なくとも一部が押し潰される環状の樹脂部材を配設する工程であって、前記金型は、前記ステータアセンブリの軸方向の一方の端部側に配置される上金型と、前記ステータアセンブリの軸方向の他方の端部側に配置される下金型と、を備える、工程と、
前記上金型と前記下金型の間に、前記樹脂部材が配設された前記ステータアセンブリを、前記樹脂部材が押圧された状態で挟持する工程であって、前記樹脂部材が配設された前記ステータアセンブリを挟持したときの前記上金型と前記下金型との間の寸法が、前記所定の寸法に調整されている、工程と、
前記金型内にモールド樹脂を注入する工程と、を備える、
ステータの製造方法。
続きを表示(約 580 文字)
【請求項2】
前記樹脂部材は熱可塑性樹脂で構成され、
前記金型の前記樹脂部材に当接する部分を含む少なくとも一部を予熱する工程をさらに備える、
請求項1に記載のステータの製造方法。
【請求項3】
前記樹脂部材は、前記上金型に当接する面及び前記下金型に当接する面の少なくともいずれか一方に第1の環状の突起を備える、
請求項1に記載のステータの製造方法。
【請求項4】
前記上金型及び前記下金型の少なくとも一方の前記樹脂部材に当接する面に第2の環状の突起を備える、
請求項1に記載のステータの製造方法。
【請求項5】
前記ステータアセンブリは、前記ステータコアの外周囲を包囲するケースをさらに備え、前記樹脂部材を配設する工程は、前記樹脂部材を前記ケースの外周囲に配設する、
請求項1に記載のステータの製造方法。
【請求項6】
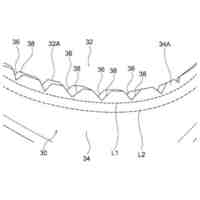
前記樹脂部材の内周面には、内側に延在し、先端部が前記ステータアセンブリの外周面に当接する複数本の突起を備える、
請求項1に記載のステータの製造方法。
【請求項7】
前記樹脂部材は、軸方向長さが前記ステータコアの軸方向長さよりも長い筒状の部材で構成される、
請求項1に記載のステータの製造方法。
発明の詳細な説明
【技術分野】
【0001】
本開示は、ステータの製造方法に関するものである。
続きを表示(約 1,600 文字)
【背景技術】
【0002】
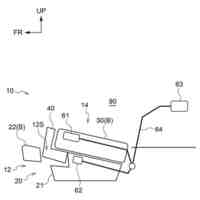
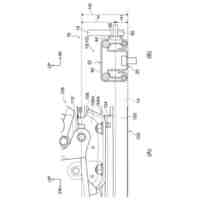
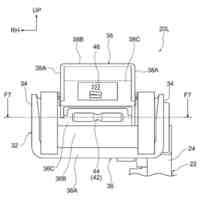
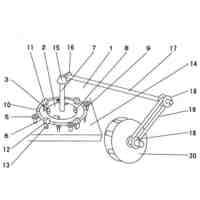
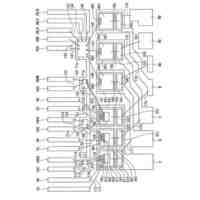
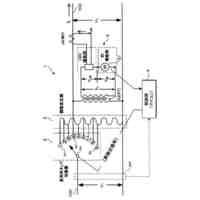
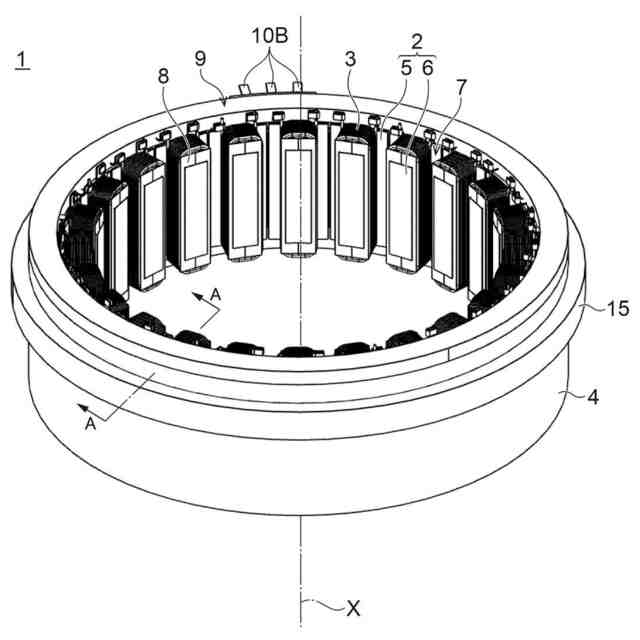
回転電機、例えば誘導モータを構成するステータを、放熱及び絶縁のために樹脂モールド(樹脂封止)することが行われている(例えば、下記特許文献1参照)。当該樹脂モールドを行う場合、コイルが巻き回されたステータコアとステータコアの外周囲を覆うケースとを含むステータアセンブリを金型内に収容し、ステータアセンブリの軸方向両端部に金型を押し付けた状態で内部に絶縁性樹脂組成物(以下、「モールド樹脂」という)を注入することで樹脂モールドを行うのが一般的である。
【先行技術文献】
【特許文献】
【0003】
特開昭60-002044号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
上述した方法で樹脂モールドを行う場合、金型とケースとの間に隙間が生じるとモールド樹脂注入時の樹脂漏れの原因となり得る。また、金型がケースに押し付けられることになるため、ステータアセンブリの製品高さはケースの寸法に依存する。これらのことを考慮すると、ケースの製造時には、わずかな反りやうねりをも含まない高い寸法精度が要求される。
【0005】
本開示は、上述した課題に鑑み、部品製造時に高い寸法精度を要求することなく、製品高さのバラツキや樹脂漏れを抑制することが可能な、ステータの製造方法を提供することを目的とする。
【課題を解決するための手段】
【0006】
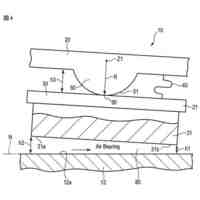
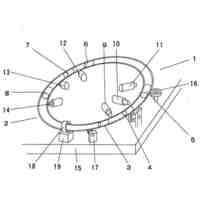
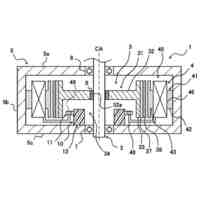
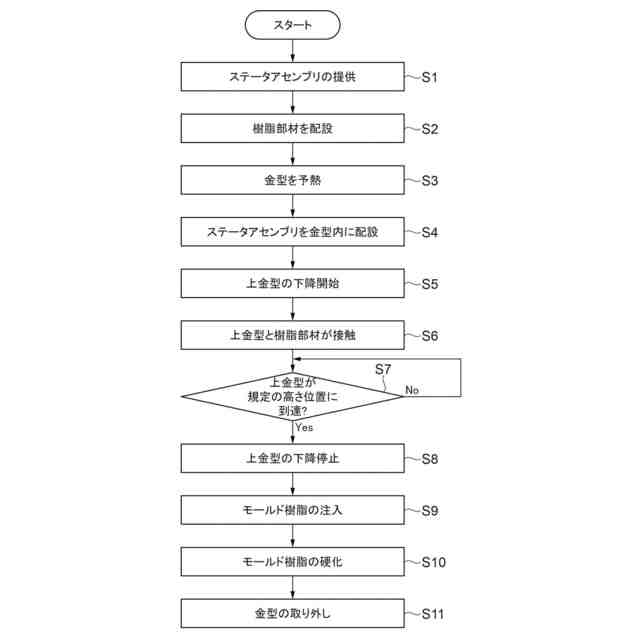
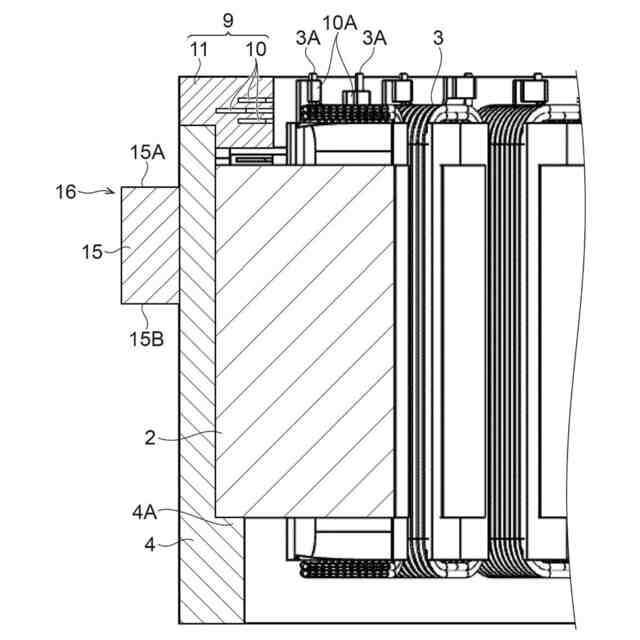
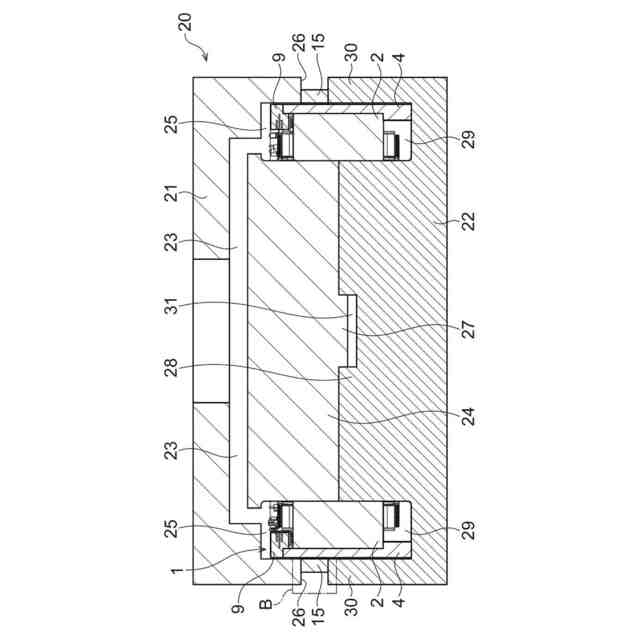
上記目的を達成するために、本開示の第1の態様に係るステータの製造方法は、軸方向長さが所定の寸法に設定されたステータの製造方法であって、ヨークから突出した複数のティースにコイルが巻き回されたステータコアを備えたステータアセンブリを提供する工程と、前記ステータアセンブリの外周囲に、金型に押圧された際にその少なくとも一部が押し潰される環状の樹脂部材を配設する工程であって、前記金型は、前記ステータアセンブリの軸方向の一方の端部側に配置される上金型と、前記ステータアセンブリの軸方向の他方の端部側に配置される下金型と、を備える、工程と、前記上金型と前記下金型の間に、前記樹脂部材が配設された前記ステータアセンブリを、前記樹脂部材が押圧された状態で挟持する工程であって、前記樹脂部材が配設された前記ステータアセンブリを挟持したときの前記上金型と前記下金型との間の寸法が、前記所定の寸法に調整されている、工程と、前記金型内にモールド樹脂を注入する工程と、を含む。
【0007】
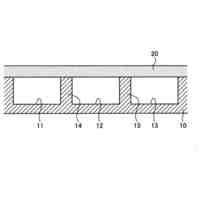
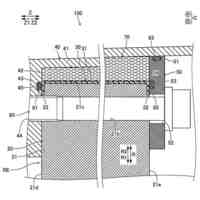
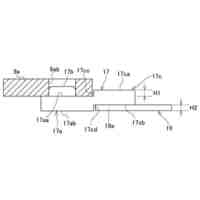
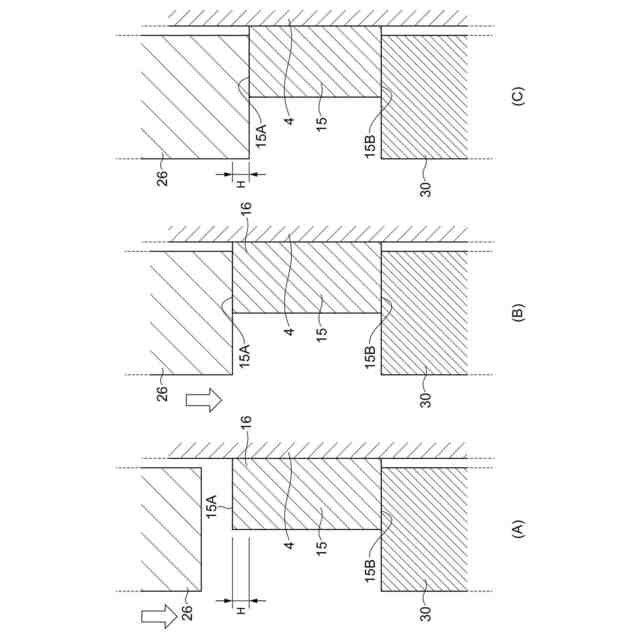
上記のようなステータの製造方法においては、ステータアセンブリの適所にモールド樹脂を注入する前に、金型で樹脂部材を押し潰したのち挟持するため、金型と樹脂部材との間に隙間が生じることがなく、注入されたモールド樹脂が金型外に漏れることがない。また、樹脂部材が押し潰されるため、金型を所望の製品寸法に合わせて形成するだけで、モールド樹脂が注入された後のステータアセンブリの寸法を所望の製品寸法に合わせることができ、製品寸法のバラツキを抑制することができる。
【0008】
本開示の第2の態様に係るステータの製造方法は、上記本開示の第1の態様に係るステータの製造方法において、前記樹脂部材は熱可塑性樹脂で構成され、前記金型の前記樹脂部材に当接する部分を含む少なくとも一部を予熱する工程をさらに含む。
【0009】
上記のようなステータの製造方法においては、予熱した金型を樹脂部材に当接させるという簡単な方法で、押し潰し部を軟化させ安定して押し潰すことが可能となる。
【0010】
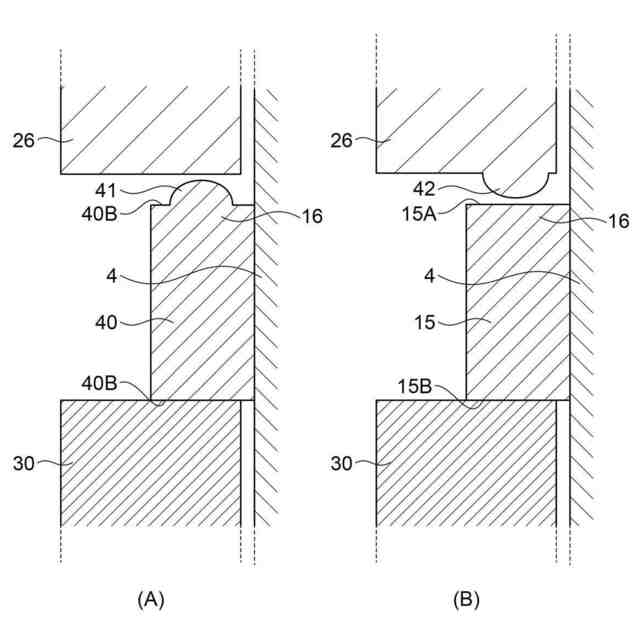
本開示の第3の態様に係るステータの製造方法は、上記本開示の第1又は第2の態様に係るステータの製造方法において、前記樹脂部材は、前記上金型に当接する面及び前記下金型に当接する面の少なくともいずれか一方に第1の環状の突起を含む。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
日本発條株式会社
押圧構造体
13日前
日本発條株式会社
ばね構造体
20日前
日本発條株式会社
乗員支持装置
20日前
日本発條株式会社
カップホルダ
27日前
日本発條株式会社
車両用シート
12日前
日本発條株式会社
車両用シート
12日前
日本発條株式会社
ベルトガイド
12日前
日本発條株式会社
車両用シート
12日前
日本発條株式会社
車両用シート
1か月前
日本発條株式会社
車両用シート
26日前
日本発條株式会社
ゲーム提供装置
5日前
日本発條株式会社
ステータの製造方法
1か月前
日本発條株式会社
ステータの製造方法
1か月前
日本発條株式会社
テンションバランサ
20日前
日本発條株式会社
トリムカバー及び車両用シート
29日前
日本発條株式会社
ディスク装置用サスペンション
28日前
日本発條株式会社
トリムカバー及び車両用シート
1か月前
日本発條株式会社
センタアームレスト及び車両用シート
29日前
日本発條株式会社
表皮の吊り込み構造及び車両用シート
29日前
日本発條株式会社
シートスライド構造及び車両用シート
8日前
日本発條株式会社
シートバックロック装置及び車両用シート
19日前
日本発條株式会社
シートクッション、車両用シート及び踏み間違い抑制方法
4日前
日本発條株式会社
接合方法および接合体
19日前
日本発條株式会社
ベースプレート及びその製造方法、ヘッドサスペンション、並びに記録装置
26日前
日本発條株式会社
車両用シートフレーム構造
4日前
個人
発電機
12日前
個人
発電機
8日前
ニデック株式会社
モータ
4日前
個人
ファスナー式コード束ね
27日前
個人
高電荷低電位電荷搬送体
26日前
株式会社豊田自動織機
回転電機
26日前
未来工業株式会社
ゲージ
26日前
株式会社アイシン
車両用駆動装置
20日前
株式会社シマノ
電力供給装置
13日前
富士電機株式会社
半導体装置
12日前
株式会社ダイヘン
電圧調整装置
4日前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ