TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025069158
公報種別
公開特許公報(A)
公開日
2025-04-30
出願番号
2025002806,2023508246
出願日
2025-01-08,2021-03-24
発明の名称
造形装置及び造形方法
出願人
株式会社ニコン
代理人
個人
主分類
B29C
64/393 20170101AFI20250422BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】構造物を適切に造形可能な造形装置を提供する。
【解決手段】造形装置は、第1位置をビームの照射位置としてビームを照射して第1造形物を造形し、且つ、第1造形物の第2位置をビームの照射位置として第1造形物にビームを照射して第2造形物を造形することにより、第1構造層を造形する。造形装置は更に、第1構造層の第3位置をビームの照射位置として第1構造層にビームを照射して第3造形物を造形し、且つ、第3造形物の第4位置をビームの照射位置として第3造形物にビームを照射して第4造形物を造形することにより、第2構造層を造形する。第1位置と第2位置の距離及び第3位置と第4位置の距離の少なくとも一つは、第2位置と第3位置の距離よりも短い。その結果、造形装置は、第1及び第2構造層を含み且つ光軸方向に対して傾斜した構造物を造形する。
【選択図】図1
特許請求の範囲
【請求項1】
エネルギビームを射出する光学系を含むビーム照射部と、前記エネルギビームの照射位置に造形材料を供給する材料供給部とを少なくとも備える造形部と、
前記造形部による構造物の造形を制御する造形制御部と
を備える造形装置であって、
前記造形制御部は、
第1位置を前記エネルギビームの照射位置としてエネルギビームを照射して第1造形物を造形し、且つ、前記第1造形物の第2位置を前記エネルギビームの照射位置として前記第1造形物に前記エネルギビームを照射して第2造形物を造形することにより、第1構造層を造形するように、前記造形部を制御し、且つ、
前記第1構造層の第3位置を前記エネルギビームの照射位置として前記第1構造層に前記エネルギビームを照射して第3造形物を造形し、且つ、前記第3造形物の第4位置を前記エネルギビームの照射位置として前記第3造形物に前記エネルギビームを照射して第4造形物を造形することにより、第2構造層を造形するように、前記造形部を制御し、且つ、
前記第1位置と前記第2位置の前記光学系の光軸方向に沿った距離、及び、前記第3位置と前記第4位置の前記光軸方向に沿った距離の少なくとも一つが、前記第2位置と前記第3位置の前記光軸方向に沿った距離よりも短くなるように、前記造形部を制御し、且つ、
前記第1位置と前記第2位置の前記光軸方向と交差する交差方向に沿った距離、及び、前記第3位置と前記第4位置の前記交差方向に沿った距離の少なくとも一つが、前記第2位置と前記第3位置の前記交差方向に沿った距離よりも短くなるように、前記造形部を制御し、且つ、
少なくとも前記第1構造層、及び、前記第2構造層を含み、前記光軸方向に対して傾斜した構造物を造形するように、前記造形部を制御する
造形装置。
続きを表示(約 1,300 文字)
【請求項2】
前記造形制御部は、前記光軸方向において前記第1位置と前記第2位置とが同じ位置となる、前記交差方向において前記第1位置と前記第2位置とが同じ位置となる、前記光軸方向において前記第3位置と前記第4位置とが同じ位置となる、及び/又は、前記交差方向において前記第3位置と前記第4位置とが同じ位置となるように、前記造形部を制御する
請求項1に記載の造形装置。
【請求項3】
前記造形制御部は、前記光軸方向に沿った前記第1位置と前記第2位置との間の距離、及び、前記交差方向に沿った前記第1位置と前記第2位置との間の距離、前記光軸方向に沿った前記第3位置と前記第4位置との間の距離、及び、前記交差方向に沿った前記第3位置と前記第4位置との間の距離の少なくとも一つが所定距離よりも短くなるように、前記造形部を制御する
請求項1又は2に記載の造形装置。
【請求項4】
前記造形制御部は、前記交差方向に沿った前記第2位置と前記第3位置との間の距離が所定距離よりも長くなるように、前記造形部を制御する
請求項1から3のいずれか一項に記載の造形装置。
【請求項5】
前記第1構造層の幅は、前記第1造形物の幅よりも大きく、
前記第2構造層の幅は、前記第3造形物の幅よりも大きい
請求項1から4のいずれか一項に記載の造形装置。
【請求項6】
前記第1構造層の高さは、前記第1造形物の高さよりも高く
前記第2構造層の高さは、前記第3造形物の高さよりも高い
請求項1から5のいずれか一項に記載の造形装置。
【請求項7】
前記造形制御部は、(i)前記交差方向を含む面内において、走査方向に沿って前記照射位置が相対的に移動するように前記造形部を制御し、且つ、(ii)前記走査方向に沿って前記照射位置を相対的に移動させることにより造形された前記第1構造層及び前記第2構造層を含む前記構造物が、前記走査方向に沿って倒れるように傾斜した傾斜面を含むように、前記造形部を制御する
請求項1から6のいずれか一項に記載の造形装置。
【請求項8】
前記造形制御部は、前記第1構造層を形成する期間中に前記エネルギビームが照射される領域の第1端部と、前記第1構造層上に形成される前記第2構造層を形成する期間中に前記エネルギビームが照射される領域の第2端部とが、前記走査方向において離れるように、前記造形部を制御する
請求項7に記載の造形装置。
【請求項9】
前記第3位置は、前記第1構造層の表面上の位置を含み、
前記第4位置は、前記第3造形物の内部の位置、又は、前記第1構造層の表面上の位置を含む
請求項1から8のいずれか一項に記載の造形装置。
【請求項10】
前記造形制御部は、前記第2造形物を前記第1造形物上に造形し、前記第3造形物を前記第2造形物上に造形し、且つ、前記第4造形物を前記第3造形物上に造形するように、前記造形部を制御する
請求項1から9のいずれか一項に記載の造形装置。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は、例えば、構造物を造形可能な造形装置及び造形方法の技術分野に関する。
続きを表示(約 5,500 文字)
【背景技術】
【0002】
特許文献1には、構造物を造形可能な造形装置の一例が記載されている。このような造形装置では、構造物を適切に造形することが技術的課題となる。
【先行技術文献】
【特許文献】
【0003】
米国特許出願公開第2014/0197576号明細書
【発明の概要】
【0004】
第1の態様によれば、エネルギビームを射出する光学系を含むビーム照射部と、前記エネルギビームの照射位置に造形材料を供給する材料供給部とを少なくとも備える造形部と、前記造形部による構造物の造形を制御する造形制御部とを備える造形装置であって、前記造形制御部は、第1位置を前記エネルギビームの照射位置としてエネルギビームを照射して第1造形物を造形し、且つ、前記第1造形物の第2位置を前記エネルギビームの照射位置として前記第1造形物に前記エネルギビームを照射して第2造形物を造形することにより、第1構造層を造形するように、前記造形部を制御し、且つ、前記第1構造層の第3位置を前記エネルギビームの照射位置として前記第1構造層に前記エネルギビームを照射して第3造形物を造形し、且つ、前記第3造形物の第4位置を前記エネルギビームの照射位置として前記第3造形物に前記エネルギビームを照射して第4造形物を造形することにより、第2構造層を造形するように、前記造形部を制御し、且つ、前記第1位置と前記第2位置の前記光学系の光軸方向に沿った距離、及び、前記第3位置と前記第4位置の前記光軸方向に沿った距離の少なくとも一つが、前記第2位置と前記第3位置の前記光軸方向に沿った距離よりも短くなるように、前記造形部を制御し、且つ、前記第1位置と前記第2位置の前記光軸方向と交差する交差方向に沿った距離、及び、前記第3位置と前記第4位置の前記交差方向に沿った距離の少なくとも一つが、前記第2位置と前記第3位置の前記交差方向に沿った距離よりも短くなるように、前記造形部を制御し、且つ、少なくとも前記第1構造層、及び、前記第2構造層を含み、前記光軸方向に対して傾斜した構造物を造形するように、前記造形部を制御する造形装置が提供される。
【0005】
第2の態様によれば、エネルギビームを射出する光学系を含むビーム照射部と、前記エネルギビームの照射位置に造形材料を供給する材料供給部を少なくとも備える造形部と、前記造形部による構造物の造形を制御する造形制御部とを備える造形装置であって、前記造形制御部は、重力方向に対して第1の角度で交差する傾斜面を含む第1構造物を造形するための第1動作モードと、前記重力方向に対して第2の角度で交差する傾斜面を含む第2構造物を造形するための第2動作モードとを、ユーザによる入力に応じて切替え可能である造形装置が提供される。
【0006】
第3の態様によれば、エネルギビームを射出する光学系を含むビーム照射部と、前記エネルギビームの照射位置に造形材料を供給する材料供給部とを少なくとも備える造形部と、前記造形部による構造物の造形を制御する造形制御部とを備える造形装置であって、前記造形制御部は、前記光学系の光軸方向と交差する交差面内における走査方向に沿って、第1位置を前記エネルギビームの照射位置又は集光位置として、前記エネルギビームを移動させることによって前記走査方向に沿って延びる第1造形物を造形し、前記交差面内における走査方向に沿って、第2位置を前記エネルギビームの照射位置又は集光位置として、前記エネルギビームを移動させることによって前記走査方向に沿って延びる第2造形物を造形することにより第1構造層を造形するように、前記造形部を制御し、且つ、前記第1造形物の少なくとも一部の第3位置を前記エネルギビームの照射位置又は集光位置として、前記エネルギビームを移動させることによって前記走査方向に沿って延びる第3造形物を造形し、前記第2造形物の少なくとも一部の第4位置を前記エネルギビームの照射位置又は集光位置として、前記エネルギビームを移動させることによって前記走査方向に沿って延びる第4造形物を造形することにより、第2構造層を造形するよう前記造形部を制御し、且つ、前記第1造形物と前記第2造形物とは、前記走査方向と交差する方向に並んで造形され、前記第3造形物と前記第4造形物とは、前記走査方向と交差する方向に並んで造形されるよう、前記造形部を制御し、且つ、少なくとも前記第1構造層及び前記第2構造層を含む構造層を形成することにより前記光軸方向に対して傾斜した構造物を造形するように、前記造形部を制御する造形装置が提供される。
【0007】
本発明の作用及び他の利得は次に説明する実施するための形態から明らかにされる。
【図面の簡単な説明】
【0008】
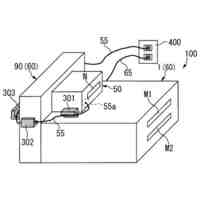
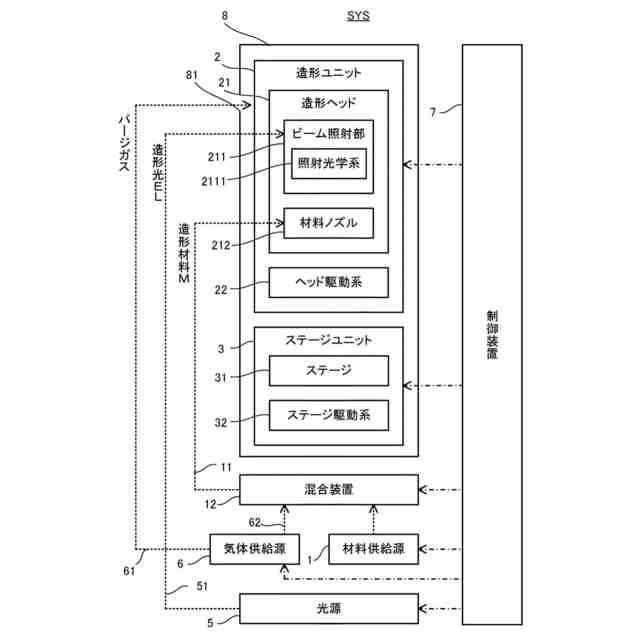
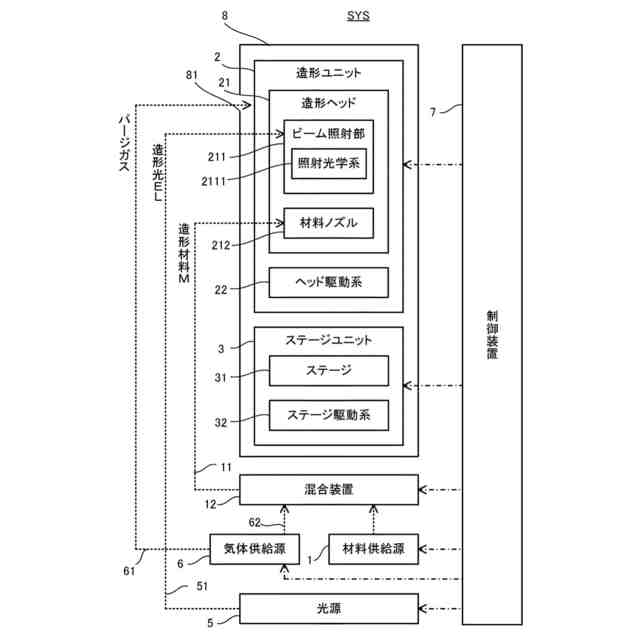
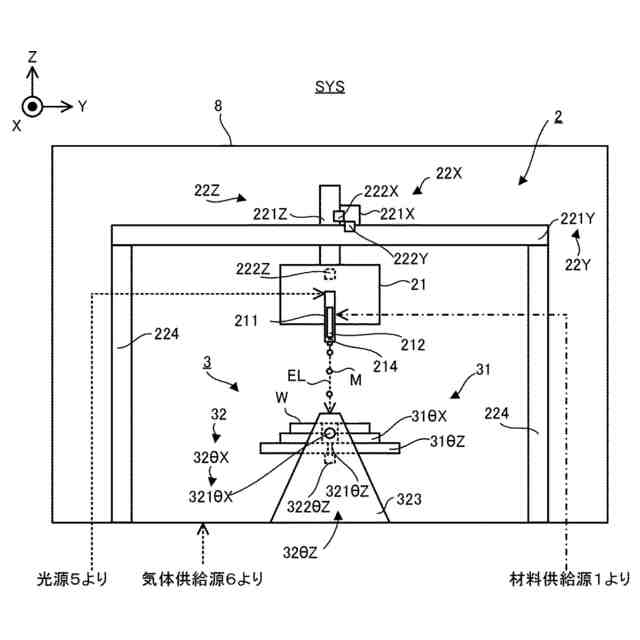
図1は、本実施形態の造形装置のシステム構成を示すブロック図である。
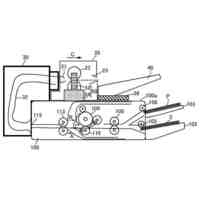
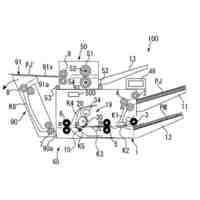
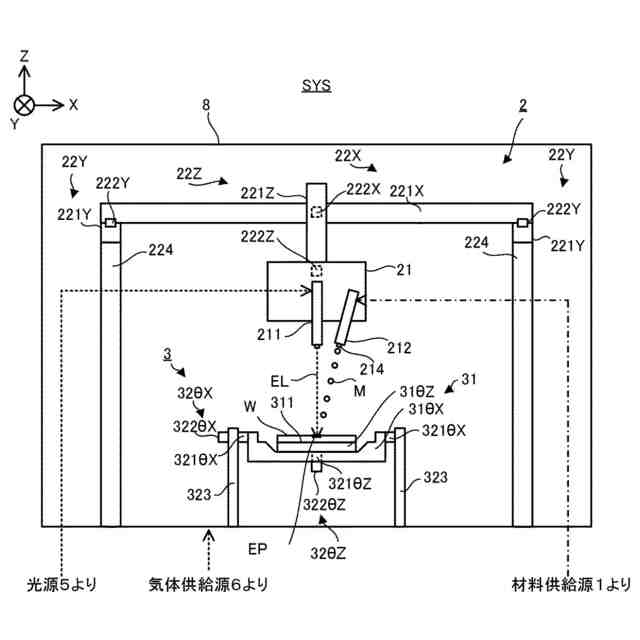
図2は、本実施形態の造形装置の構造を示す断面図である。
図3は、本実施形態の造形装置の構造を示す断面図である。
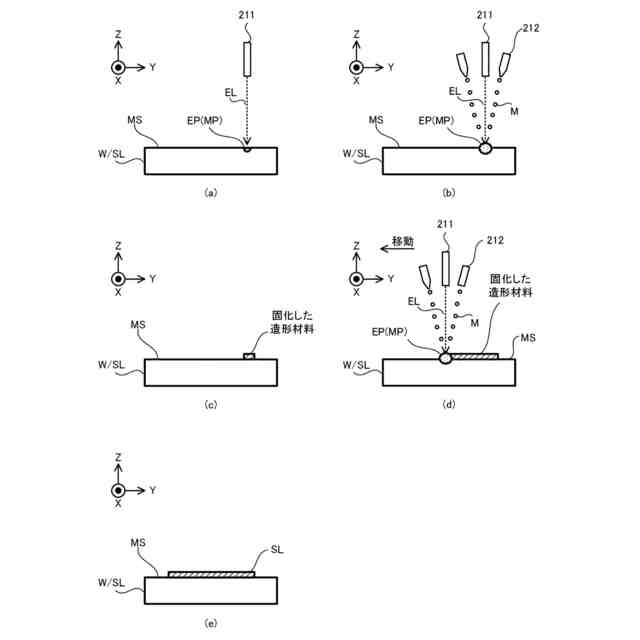
図4(a)から図4(e)のそれぞれは、ワーク上のある領域に造形光を照射し且つ造形材料を供給した場合の様子を示す断面図である。
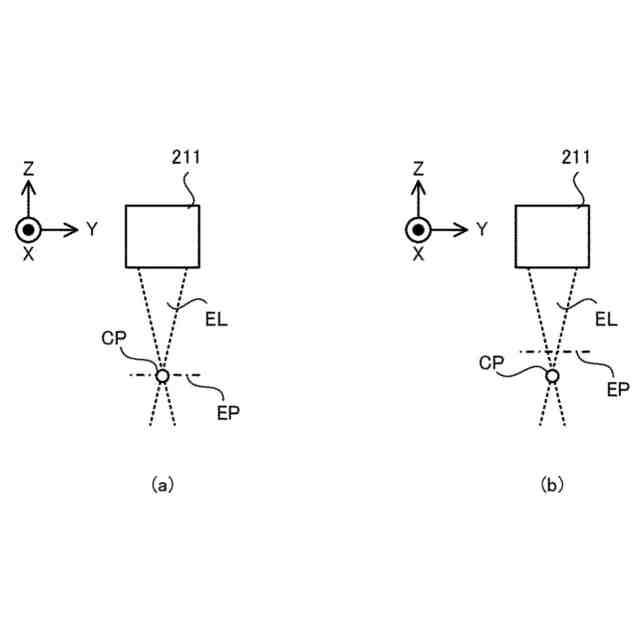
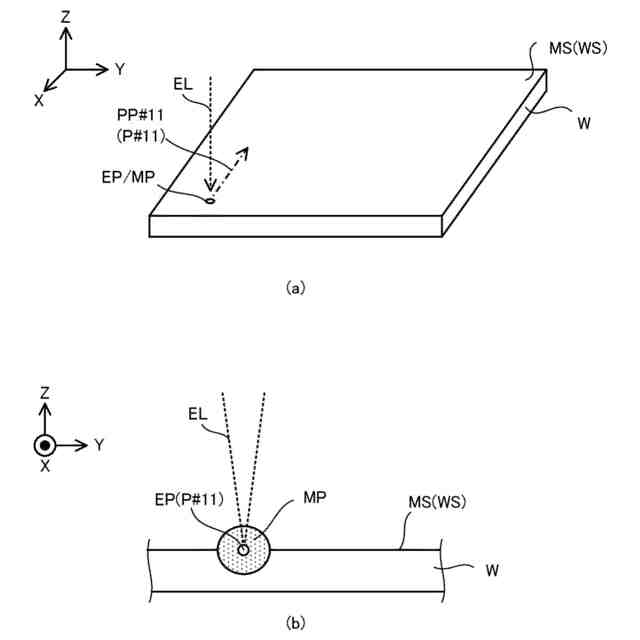
図5(a)及び図5(b)のそれぞれは、造形光の照射目標位置を示す断面図である。
図6(a)及び図6(b)のそれぞれは、造形光の照射目標位置を示す断面図である。
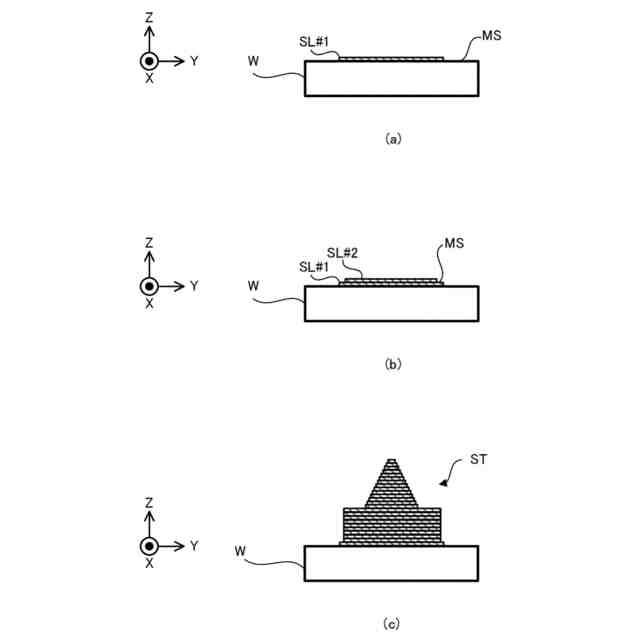
図7(a)から図7(c)のそれぞれは、3次元構造物を造形する過程を示す断面図である。
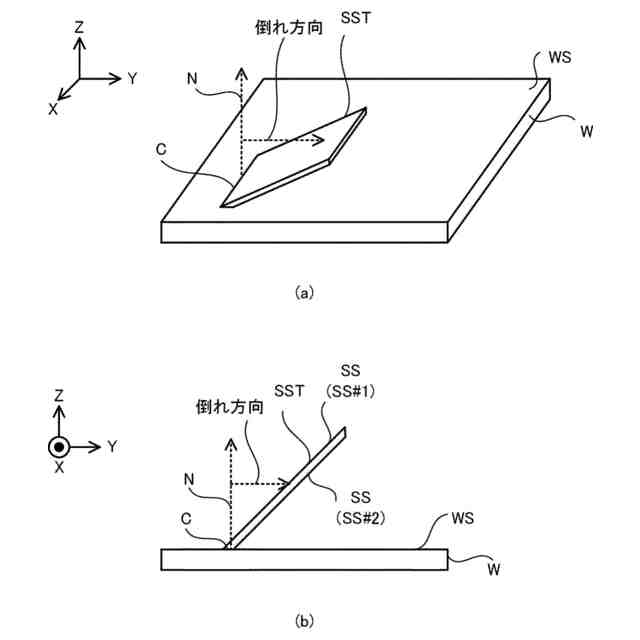
図8(a)は、傾斜構造物の一例を示す斜視図であり、図8(b)は、傾斜構造物の一例を示す断面図である。
図9(a)は、傾斜構造物を造形する一の工程を示す斜視図であり、図9(b)は、傾斜構造物を造形する一の工程を示す断面図である。
図10(a)は、傾斜構造物を造形する一の工程を示す斜視図であり、図10(b)は、傾斜構造物を造形する一の工程を示す断面図である。
図11は、傾斜構造物を造形する一の工程を示す断面図である。
図12(a)は、傾斜構造物を造形する一の工程を示す斜視図であり、図12(b)は、傾斜構造物を造形する一の工程を示す断面図である。
図13は、傾斜構造物を造形する一の工程を示す断面図である。
図14(a)は、傾斜構造物を造形する一の工程を示す斜視図であり、図14(b)は、傾斜構造物を造形する一の工程を示す断面図である。
図15(a)から図15(b)のそれぞれは、傾斜構造物を造形する一の工程を示す断面図である。
図16(a)から図16(c)のそれぞれは、傾斜構造物を造形する一の工程を示す断面図である。
図17(a)は、傾斜構造物を造形する一の工程を示す斜視図であり、図17(b)は、傾斜構造物を造形する一の工程を示す断面図である。
図18(a)は、傾斜構造物を造形する一の工程を示す斜視図であり、図18(b)は、傾斜構造物を造形する一の工程を示す断面図である。
図19(a)は、傾斜構造物を造形する一の工程を示す斜視図であり、図19(b)は、傾斜構造物を造形する一の工程を示す断面図である。
図20(a)は、傾斜構造物を造形する一の工程を示す斜視図であり、図21(b)は、傾斜構造物を造形する一の工程を示す断面図である。
図21(a)は、傾斜構造物の一例を示す斜視図であり、図21(b)は、傾斜構造物の一例を示す断面図である。
図22(a)は、傾斜構造物を造形する一の工程を示す斜視図であり、図22(b)は、傾斜構造物を造形する一の工程を示す断面図である。
図23(a)は、傾斜構造物を造形する一の工程を示す斜視図であり、図23(b)は、傾斜構造物を造形する一の工程を示す断面図である。
図24(a)は、傾斜構造物を造形する一の工程を示す斜視図であり、図24(b)は、傾斜構造物を造形する一の工程を示す断面図である。
図25(a)は、傾斜構造物を造形する一の工程を示す斜視図であり、図25(b)は、傾斜構造物を造形する一の工程を示す断面図である。
図26(a)は、傾斜構造物の一例を示す斜視図であり、図26(b)は、傾斜構造物の一例を示す断面図である。
図27(a)及び図27(b)のそれぞれは、重力方向に対する傾斜面の傾斜角度を示す断面図である。
図28は、第1動作モードと第2動作モードとを示すグラフである。
図29は、第1動作モードと第2動作モードとを示すグラフである。
図30は、第1動作モードと第2動作モードとを示すグラフである。
図31は、第1動作モードと第2動作モードとを示すグラフである。
図32は、第1動作モードと第2動作モードとを示すグラフである。
図33(a)は、厚板状の傾斜構造物の一例を示す斜視図であり、図33(b)は、厚板状の傾斜構造物の一例を示す断面図である。
図34は、厚板状の傾斜構造物を構成する構造層を示す平面図である。
図35は、厚板状の傾斜構造物を構成する構造層を示す平面図である。
図36(a)は、外壁面及び内壁面の双方が傾斜面となる厚板状の傾斜構造物の一例を示す斜視図であり、図36(b)は、外壁面及び内壁面の双方が傾斜面となる厚板状の傾斜構造物の一例を示す断面図である。
図37は、外壁面及び内壁面の双方が傾斜面となる厚板状の傾斜構造物を構成する構造層を示す平面図である。
図38(a)は、走査方向に沿って倒れるように傾斜した傾斜面を備える傾斜構造物の一例を示す斜視図であり、図38(b)は、走査方向に沿って倒れるように傾斜した傾斜面を備える傾斜構造物の一例を示す断面図である。
図39(a)は、傾斜構造物を造形する一の工程を示す斜視図であり、図39(b)は、傾斜構造物を造形する一の工程を示す断面図である。
図40(a)は、傾斜構造物を造形する一の工程を示す斜視図であり、図40(b)は、傾斜構造物を造形する一の工程を示す断面図である。
図41(a)は、傾斜構造物を造形する一の工程を示す斜視図であり、図41(b)は、傾斜構造物を造形する一の工程を示す断面図である。
図42(a)は、傾斜構造物の一例を示す斜視図であり、図42(b)は、傾斜構造物の一例を示す断面図である。
図43は、空隙構造物の一例を示す断面図である。
図44は、空隙構造物を造形する一の工程を示す断面図である。
図45は、空隙構造物を造形する一の工程を示す断面図である。
図46は、空隙構造物を造形する一の工程を示す断面図である。
図47は、空隙構造物を造形する一の工程を示す断面図である。
図48(a)は、傾斜構造物を造形する一の工程を示す斜視図であり、図48(b)は、傾斜構造物を造形する一の工程を示す断面図である。
図49(a)は、傾斜構造物を造形する一の工程を示す斜視図であり、図49(b)は、傾斜構造物を造形する一の工程を示す断面図である。
図50は、回転するステージを示す斜視図である。
【発明を実施するための形態】
【0009】
以下、図面を参照しながら、造形装置及び造形方法の実施形態について説明する。以下では、物体の一例であるワークWに対する加工を行うことが可能な造形装置SYSを用いて、造形装置及び造形方法の実施形態を説明する。特に、以下では、レーザ肉盛溶接法(LMD:Laser Metal Deposition)に基づく付加加工を行う造形装置SYSを用いて、造形装置及び造形方法の実施形態を説明する。レーザ肉盛溶接法に基づく付加加工は、ワークWに供給した造形材料Mを造形光EL(つまり、光の形態を有するエネルギビーム)で溶融することで、ワークWと一体化された又はワークWから分離可能な造形物を造形する付加加工である。但し、造形装置SYSは、レーザ肉盛溶接法とは異なる方法に基づく付加加工を行ってもよい。或いは、造形装置SYSは、付加加工とは異なる任意の加工(例えば、除去加工)を行ってもよい。
【0010】
尚、レーザ肉盛溶接法(LMD)は、ダイレクト・メタル・デポジション、ディレクテッド・エナジー・デポジション、レーザクラッディング、レーザ・エンジニアード・ネット・シェイピング、ダイレクト・ライト・ファブリケーション、レーザ・コンソリデーション、シェイプ・デポジション・マニュファクチャリング、ワイヤ-フィード・レーザ・デポジション、ガス・スルー・ワイヤ、レーザ・パウダー・フージョン、レーザ・メタル・フォーミング、セレクティブ・レーザ・パウダー・リメルティング、レーザ・ダイレクト・キャスティング、レーザ・パウダー・デポジション、レーザ・アディティブ・マニュファクチャリング、レーザ・ラピッド・フォーミングと称してもよい。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
東レ株式会社
吹出しノズル
5か月前
CKD株式会社
型用台車
4か月前
東レ株式会社
プリプレグテープ
7か月前
シーメット株式会社
光造形装置
4か月前
東レ株式会社
フィルムの製造方法
1か月前
個人
射出ミキシングノズル
6か月前
グンゼ株式会社
ピン
4か月前
株式会社日本製鋼所
押出機
7か月前
個人
樹脂可塑化方法及び装置
3か月前
株式会社FTS
ロッド
3か月前
日機装株式会社
加圧システム
12日前
株式会社リコー
シート剥離装置
8か月前
株式会社FTS
成形装置
4か月前
株式会社シロハチ
真空チャンバ
6か月前
東レ株式会社
一体化成形品の製造方法
8か月前
トヨタ自動車株式会社
射出装置
1か月前
株式会社神戸製鋼所
混練機
2か月前
株式会社FTS
セパレータ
3か月前
株式会社不二越
射出成形機
27日前
株式会社不二越
射出成形機
28日前
三菱自動車工業株式会社
予熱装置
7か月前
株式会社日本製鋼所
押出成形装置
7か月前
東レ株式会社
炭素繊維シートの製造方法
18日前
株式会社リコー
画像形成システム
5か月前
TOWA株式会社
成形型清掃用のブラシ
7か月前
株式会社不二越
射出成形機
1か月前
株式会社日本製鋼所
押出成形装置
7か月前
株式会社リコー
シート処理システム
9か月前
東レ株式会社
溶融押出装置および押出方法
3か月前
個人
ノズルおよび熱風溶接機
3か月前
株式会社ニフコ
樹脂製品の製造方法
6か月前
株式会社リコー
シート処理システム
8か月前
トヨタ自動車株式会社
真空成形装置
4日前
日東工業株式会社
インサート成形機
5か月前
トヨタ自動車株式会社
3Dプリンタ
5か月前
株式会社カネカ
再生アクリル樹脂の製造方法
6か月前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ