TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025069559
公報種別
公開特許公報(A)
公開日
2025-05-01
出願番号
2023179353
出願日
2023-10-18
発明の名称
容器の設計方法、成形型の製造方法、および容器の製造方法
出願人
デンカ株式会社
代理人
個人
,
個人
,
個人
,
個人
主分類
B29C
51/26 20060101AFI20250423BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】容器の寸法を効率的に決定すること。
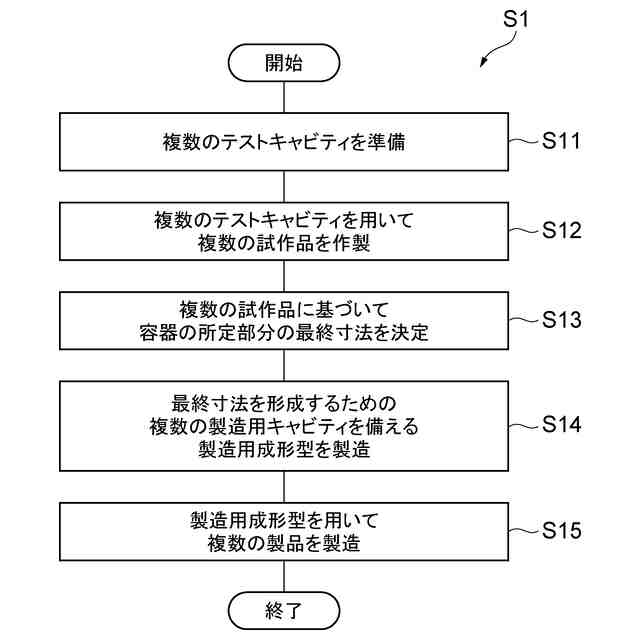
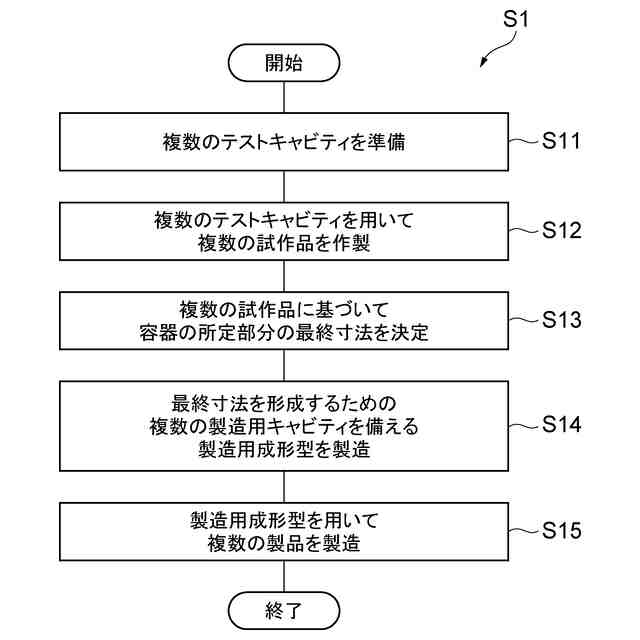
【解決手段】容器の設計方法は、シート成形により製造される容器の所定部分の寸法を決定するための方法である。この方法は、所定部分に対応する対応部分の寸法が互いに異なる複数のテストキャビティを用いて、所定部分の寸法が互いに異なる複数の試作品を作製する工程と、複数の試作品に基づいて所定部分の最終寸法を決定する工程とを含む。
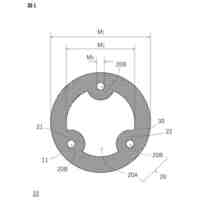
【選択図】図1
特許請求の範囲
【請求項1】
シート成形により製造される容器の所定部分の寸法を決定するための容器の設計方法であって、
前記所定部分に対応する対応部分の寸法が互いに異なる複数のテストキャビティを用いて、前記所定部分の寸法が互いに異なる複数の試作品を作製する工程と、
前記複数の試作品に基づいて前記所定部分の最終寸法を決定する工程と、
を含む容器の設計方法。
続きを表示(約 790 文字)
【請求項2】
前記複数の試作品を作製する前記工程では、シート材料を前記複数のテストキャビティに適用して前記複数の試作品を作製する、
請求項1に記載の容器の設計方法。
【請求項3】
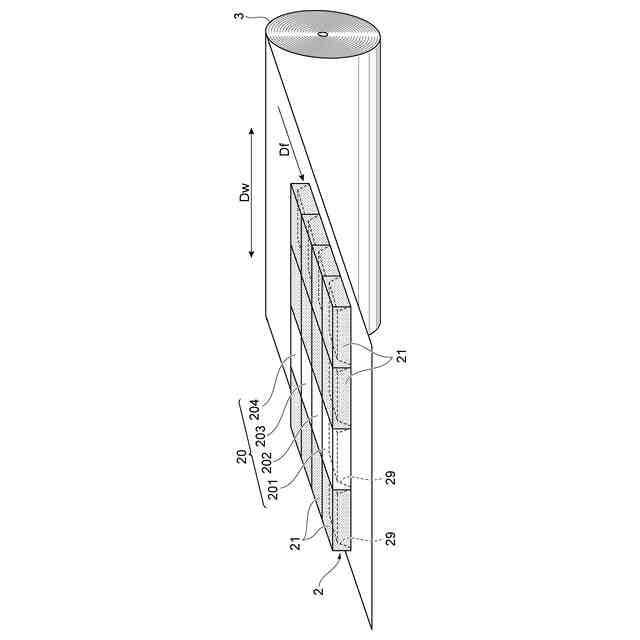
前記シート材料が、供給源から前記複数のテストキャビティへと向かう流れ方向に沿って進んでくることで提供され、
前記複数のテストキャビティが、前記流れ方向に沿って配置される、
請求項2に記載の容器の設計方法。
【請求項4】
前記流れ方向と直交する前記シート材料の幅方向において、前記複数のテストキャビティのそれぞれの両側にダミーキャビティが配置される、
請求項3に記載の容器の設計方法。
【請求項5】
前記所定部分が、前記容器の容器本体の部分、前記容器の蓋体の部分、または前記容器の中皿の部分である、
請求項1~4のいずれか一項に記載の容器の設計方法。
【請求項6】
前記所定部分が嵌合構造である、
請求項1~4のいずれか一項に記載の容器の設計方法。
【請求項7】
請求項1~4のいずれか一項に記載の容器の設計方法によって決定された前記所定部分の前記最終寸法を形成するための複数の製造用キャビティであって、前記容器についての複数の製品を生産するための該複数の製造用キャビティを備える製造用成形型を製造する工程を含む成形型の製造方法。
【請求項8】
請求項1~4のいずれか一項に記載の容器の設計方法によって決定された前記所定部分の前記最終寸法を形成するための複数の製造用キャビティであって、前記容器についての複数の製品を生産するための該複数の製造用キャビティを用いて、前記最終寸法を有する前記所定部分を備える前記複数の製品を製造する工程を含む容器の製造方法。
発明の詳細な説明
【技術分野】
【0001】
本開示の一側面は、容器の設計方法、成形型の製造方法、および容器の製造方法に関する。
続きを表示(約 1,500 文字)
【背景技術】
【0002】
特許文献1には、開口を有する容器本体と、該開口を閉じることが可能な蓋体とを備える包装用容器が記載されている。容器本体は、発泡合成樹脂のシート材料を金型内で所定の形状に成形することにより形成される。
【先行技術文献】
【特許文献】
【0003】
特許第6802400号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
成形型によって製造される容器の寸法は、製造設備、製造環境などの諸要因によって異なり得る。そのため、製造段階の前に容器を試作し、その試作品に基づいて容器の寸法を決定する必要がある。その寸法を効率的に決定する手法が望まれている。
【課題を解決するための手段】
【0005】
本開示の一側面に係る容器の設計方法は、シート成形により製造される容器の所定部分の寸法を決定するための方法である。この方法は、所定部分に対応する対応部分の寸法が互いに異なる複数のテストキャビティを用いて、所定部分の寸法が互いに異なる複数の試作品を作製する工程と、複数の試作品に基づいて所定部分の最終寸法を決定する工程とを含む。
【0006】
このような側面においては、容器の所定部分に対応する対応部分の寸法が互いに異なる複数の候補キャビティを用いることで、その所定部分の寸法が互いに異なる複数の試作品が得られる。これは所定部分の複数の寸法がサンプルとして得られることを意味する。それらのサンプルによって、所定部分の最終寸法を決定するための参考情報が多く得られる分だけ、容器の寸法を効率的に決定することが可能になる。
【発明の効果】
【0007】
本開示の一側面によれば、容器の寸法を効率的に決定できる。
【図面の簡単な説明】
【0008】
設計方法および製造方法の例を示すフローチャートである。
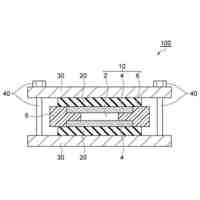
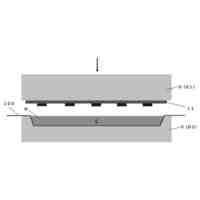
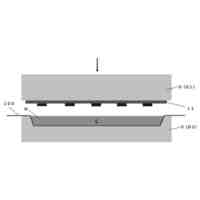
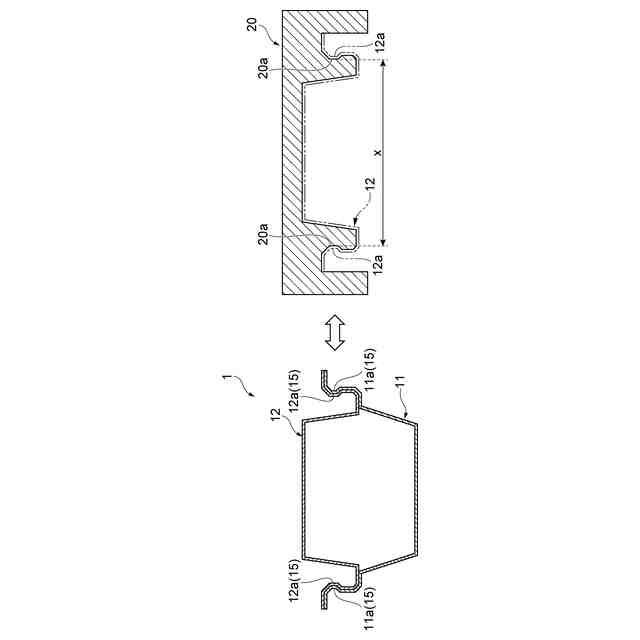
テストキャビティの断面の例を示す図である。
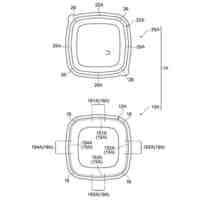
複数のテストキャビティの配列の例を示す図である。
【発明を実施するための形態】
【0009】
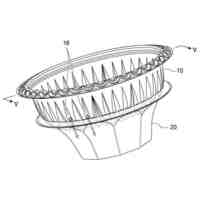
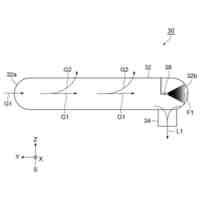
以下、添付図面を参照しながら本開示に係る容器の設計方法、成形型の製造方法、および容器の製造方法について詳細に説明する。容器とは内容物を収容するための物品をいう。容器は、内容物を収容するための容器本体と、該容器本体に着脱可能に装着される蓋体とを構成要素として備える。容器は、容器本体の内部空間を上部空間と下部空間とに区切る中皿を構成要素として更に備えてもよい。
【0010】
容器は成形型を用いたシート成形により製造される。成形型とは、容器の構成要素の形を作るために用いられる型をいう。成形型は、物体の形を作るための凹部および凸部の少なくとも一方を有する部品である1以上のキャビティを備える。シート成形は、成形型のキャビティにシート材料を適用してキャビティの形状をシート材料に写し取る手法をいう。成形型のキャビティにシート材料を適用するとは、一例では、シート材料が成形型に押し付けられること、または成形型がシート材料に押し付けられることをいう。より詳しくは、成形型のキャビティの開口面などの基準面と、シート材料とを接触させ、真空加圧などによりシート材料を成形型の形状に沿って変形させるべく、シート材料が成形型に密着させられる。シート材料を成形型に適用することで、個々のキャビティの形状がシート材料に写し取られる。シート材料の種類によっては、シート材料を事前に加熱によって軟化させた後に成形型を適用してもよい。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
デンカ株式会社
容器
1か月前
デンカ株式会社
容器
28日前
デンカ株式会社
放熱構造体
26日前
デンカ株式会社
無機質粉末
5日前
デンカ株式会社
パテ状耐火組成物、パテ
4日前
デンカ株式会社
毛髪用繊維及び頭髪装飾品
26日前
デンカ株式会社
吹付ノズル及び吹付システム
1か月前
デンカ株式会社
マーキング剤及びマーキング方法
6日前
デンカ株式会社
熱可塑性離型フィルムの製造方法
19日前
デンカ株式会社
人工毛髪用繊維、及び頭髪装飾製品
1か月前
デンカ株式会社
無機質粉末、および無機質粉末の製造方法
5日前
デンカ株式会社
半導体封止プロセス用熱可塑性離型フィルム
19日前
デンカ株式会社
非水硬性CO2硬化型固化材、及び炭酸化硬化体
14日前
デンカ株式会社
樹脂溶液、及びその硬化体、並びにその製造方法
4日前
デンカ株式会社
モルタル組成物、補修材及びコンクリート組成物
5日前
デンカ株式会社
セメント混和材、セメント組成物、及び炭酸化硬化体
14日前
デンカ株式会社
3Dデータの製造方法、傾斜検出方法、及びプログラム
4日前
デンカ株式会社
情報処理システム、情報処理プログラム及び情報処理方法
7日前
デンカ株式会社
重合性化合物の製造方法、及び、重合性化合物の製造装置
20日前
デンカ株式会社
仮固定用組成物
27日前
デンカ株式会社
複合体及びその製造方法、並びに、接合体、回路基板及びパワーモジュール
12日前
国立研究開発法人物質・材料研究機構
放射冷却シートおよびその製造方法
28日前
デンカ株式会社
半導体封止プロセス用熱可塑性離型フィルム
19日前
デンカ株式会社
モルタル組成物、補修材及びコンクリート組成物
5日前
デンカ株式会社
モルタル組成物、補修材及びコンクリート組成物
5日前
デンカ株式会社
耐火ウレタンフォーム組成物、耐火ウレタンフォーム組成物の製造方法、耐火ウレタンフォーム目地材
4日前
デンカ株式会社
情報処理システム、情報処理プログラム及び情報処理方法
7日前
デンカ株式会社
早強材、早強セメント組成物、早強モルタル、早強コンクリート、早強モルタル硬化体、早強コンクリート硬化体
5日前
東レ株式会社
吹出しノズル
6か月前
CKD株式会社
型用台車
5か月前
東レ株式会社
プリプレグテープ
8か月前
シーメット株式会社
光造形装置
5か月前
個人
射出ミキシングノズル
8か月前
株式会社日本製鋼所
押出機
8か月前
東レ株式会社
フィルムの製造方法
2か月前
グンゼ株式会社
ピン
6か月前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ