TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025075317
公報種別
公開特許公報(A)
公開日
2025-05-15
出願番号
2023186384
出願日
2023-10-31
発明の名称
金属板の曲げ加工方法
出願人
日産自動車株式会社
代理人
個人
,
個人
主分類
B21D
11/20 20060101AFI20250508BHJP(本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き)
要約
【課題】従来の金属板の曲げ加工方法では、金属板がレーザの吸収率の低い材料である場合、レーザ照射による効率的な曲げ加工が困難であった。
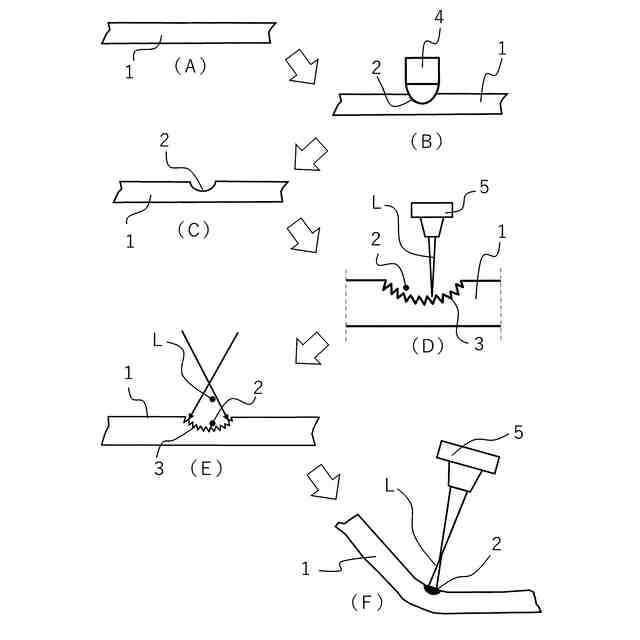
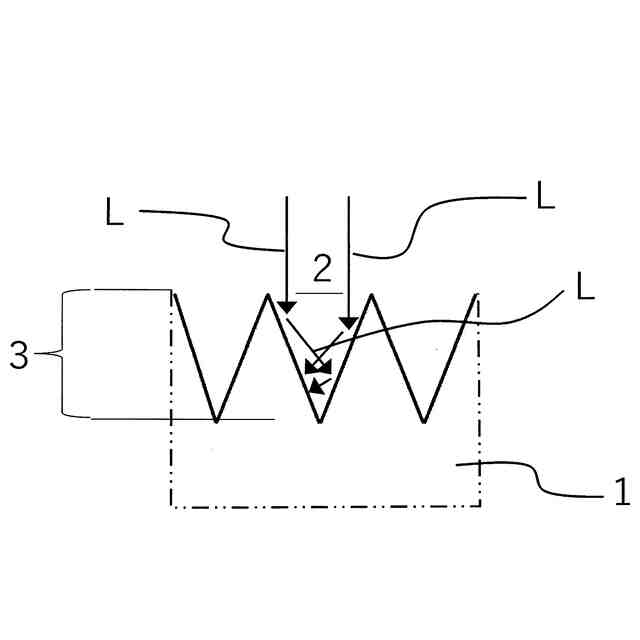
【解決手段】金属板1に曲げ加工を施す方法であって、金属板1の一方の主面に曲げ箇所となる溝2を形成し、溝2の内面に微細凹凸3を形成した後、溝2内への入熱と冷却とを繰り返して金属板1を入熱側に曲げると共に、溝2の内部を溶融して溝開口部を一体化する曲げ加工方法とし、金属板1がアルミニウム等のようにレーザの吸収率が低い材料であっても、レーザ照射による効率的な曲げ加工を実現する。
【選択図】図1
特許請求の範囲
【請求項1】
金属板に曲げ加工を施す方法であって、
前記金属板の一方の主面に曲げ箇所となる溝を形成し、
前記溝の内面に微細凹凸を形成した後、
前記溝内への入熱と冷却とを繰り返して前記金属板を入熱側に曲げると共に、前記溝の内部を溶融して溝開口部を一体化することを特徴とする金属板の曲げ加工方法。
続きを表示(約 780 文字)
【請求項2】
前記金属板の他方の主面から前記溝の底面に至る厚さのうち、一定領域の変態能が向上する温度になるように前記金属板の他方の主面から前記溝の底面に至る厚さを調整することを特徴とする請求項1に記載の金属板の曲げ加工方法。
【請求項3】
前記金属板が、析出硬化材料から成るものであり、
前記一定領域の変態能が向上する温度が、溶体化温度であることを特徴とする請求項2に記載の金属板の曲げ加工方法。
【請求項4】
前記溝内への入熱が、レーザ照射により行われることを特徴とする請求項1~3のいずれか1項に記載の金属板の曲げ加工方法。
【請求項5】
前記溝に沿ってレーザ光を走査するレーザ照射を同一箇所に繰り返し行うことを特徴とする請求項4に記載の金属板の曲げ加工方法。
【請求項6】
前記金属板の最終的な曲げ角度に対して、その内角側から斜め方向に入熱を行うことを特徴とする請求項4に記載の金属板の曲げ加工方法。
【請求項7】
前記溝の横断面形状が、曲面形状であることを特徴とする請求項4に記載の金属板の曲げ加工方法。
【請求項8】
前記溝が、工具の押圧による塑性加工、及び切削加工のいずれかで形成してあることを特徴とする請求項1に記載の金属板の曲げ加工方法。
【請求項9】
前記溝の前記微細凹凸が、前記溝の横断面において、三角形状の凹凸が連続した形状であることを特徴とする請求項4に記載の金属板の曲げ加工方法。
【請求項10】
前記溝の前記微細凹凸が、切削加工、転造加工、研磨加工、及びレーザ加工の少なくとも1つで形成してあることを特徴とする請求項1に記載の金属板の曲げ加工方法。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は、例えば、車体用の金属板を曲げ加工する際に用いられる金属板の曲げ加工方法に関するものである。
続きを表示(約 1,600 文字)
【背景技術】
【0002】
従来において、金属板の曲げ加工方法としては、例えば、特許文献1に記載されたものがある。特許文献1には、金属板に形成した溝に対して入熱をすることで、金属板を入熱側に曲げる熱曲げ工程を有し、その熱曲げ工程において、金属板を曲げると共に、溝の表面の金属を溶融して溝開口部を一体化するように入熱する金属板の曲げ加工方法が記載されている。この金属板の曲げ加工方法では、入熱の手段としてレーザ照射を採用すること可能であり、溝による曲げ部の機械特性の低下を抑制することができる。
【先行技術文献】
【特許文献】
【0003】
特開2022-154377号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
ところが、上記したような従来の金属板の曲げ加工方法では、金属板が、アルミニウム等のようにレーザの吸収率が低い材料である場合、レーザ照射による効率的な曲げ加工が難しくなる虞があった。
【0005】
本発明は、上記従来の状況に鑑みて成されたもので、金属板がアルミニウム等のようにレーザの吸収率が低い材料であっても、レーザ照射による効率的な曲げ加工を実現することができる金属板の曲げ加工方法を提供することを目的としている。
【課題を解決するための手段】
【0006】
本発明に係わる金属板の曲げ加工方法は、金属板の一方の主面に曲げ箇所となる溝を形成し、溝の内面に微細凹凸を形成する。その後、金属板の曲げ加工方法は、溝内への入熱と冷却とを繰り返して金属板を入熱側に曲げると共に、溝の内部を溶融して溝開口部を一体化することを特徴としている。
【発明の効果】
【0007】
本発明に係わる金属板の曲げ加工方法は、上記構成を採用したことから、微細凹凸によって溝内面の表面積が拡大され、レーザの吸収率が高くなる。これにより、本発明に係わる金属板の曲げ加工方法は、金属板がアルミニウム等のようにレーザの吸収率が低い材料であっても、レーザ照射による効率的な曲げ加工を実現することができる。
【図面の簡単な説明】
【0008】
本発明に係わる金属板の曲げ加工方法の一実施形態を工程順に示す説明図(A)~(F)である。
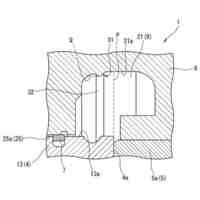
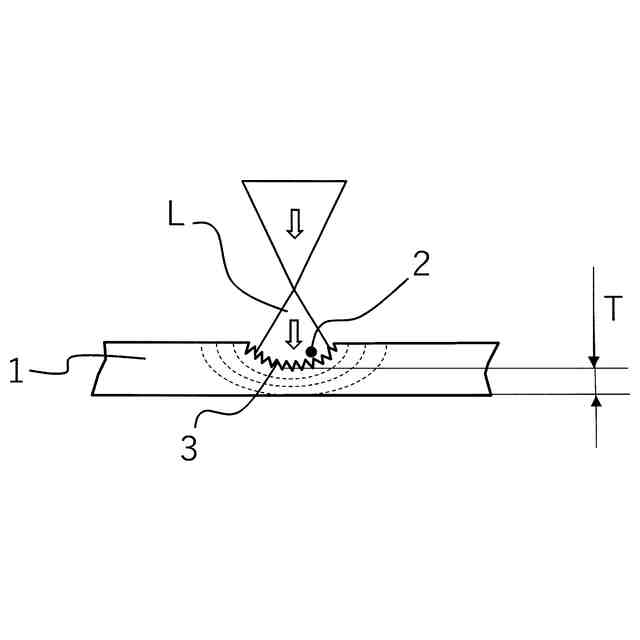
金属板における入熱状態を示す要部の断面図である。
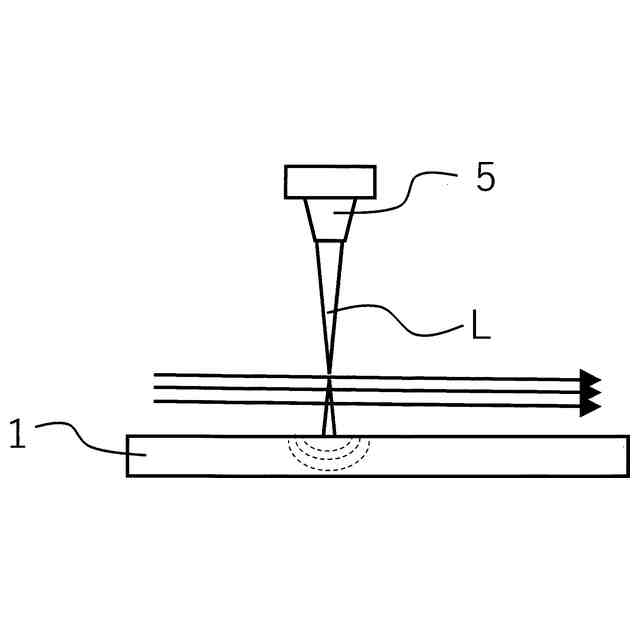
金属板に対するレーザ照射の一例を示す説明図である。
金属板に対する入熱方向と金属板が曲がる過程を示す説明図である。
金属板における溝の形態とレーザ照射との関係を示す説明図である。
溝に形成した微細凹凸の一例を示す断面図である。
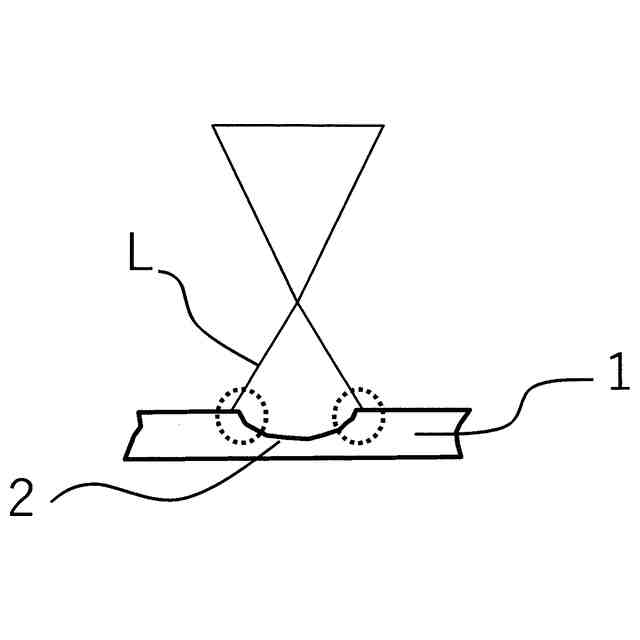
曲げ加工後の金属板を示す説明図である。
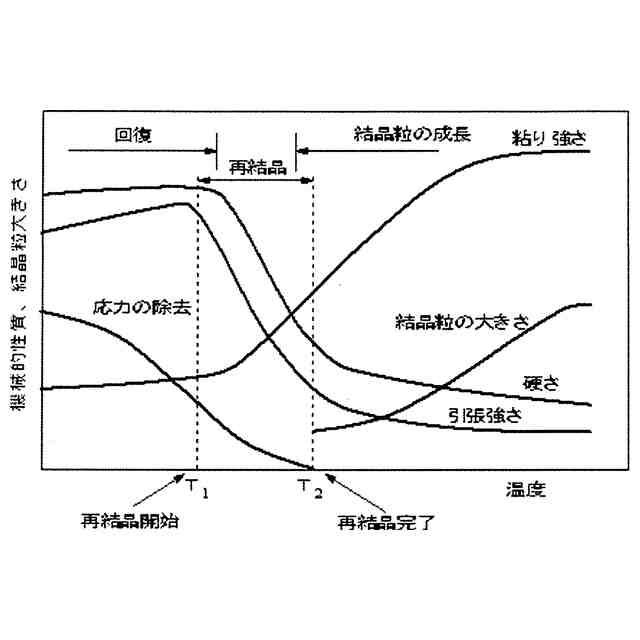
金属の機械的性質及び結晶粒の大きさと温度との関係を示すグラフである。
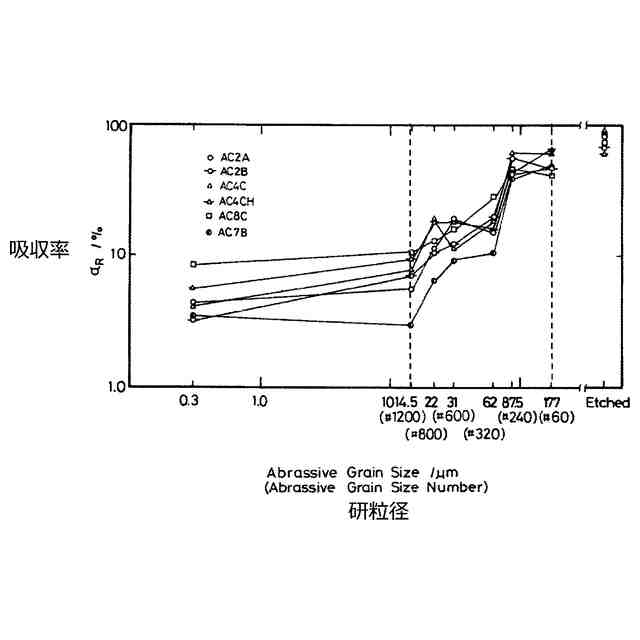
砥粒径とレーザの吸収率との関係を示すグラフである。
【発明を実施するための形態】
【0009】
〈第1実施形態〉
本発明に係わる金属板の曲げ加工方法は、概要を説明すると、図1(A)に示す金属板1の一方の主面に、図1(B)及び(C)に示すように、曲げ箇所となる溝2を形成し、図1(D)に示すように、溝2の内面に微細凹凸3を形成する。その後、曲げ加工方法は、図1(E)及び(F)に示すように、溝2内への入熱と冷却とを繰り返して金属板1を入熱側に曲げると共に、溝2の内部を溶融して溝開口部を一体化する。
【0010】
上記の曲げ加工方法において、金属板1は、析出硬化材料から成るものであって、一例としてアルミニウム製(合金を含む)であり、例えば、自動車の車体パネルに用いるものである。このような金属板1は、レーザの吸収率が低いことが周知である。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
日産自動車株式会社
内燃機関
今日
日産自動車株式会社
電力変換装置
2日前
日産自動車株式会社
ターボ過給機
2日前
日産自動車株式会社
配車管理装置及び配車管理方法
7日前
日産自動車株式会社
車両の捩り振動制振方法および装置
7日前
日産自動車株式会社
車両用表示制御方法及び車両用表示制御装置
7日前
日産自動車株式会社
インバータの制御方法、及び、インバータの制御装置
2日前
日産自動車株式会社
電動車両の熱制御方法、及び電動車両の熱制御システム
2日前
日産自動車株式会社
乗員の睡眠時姿勢崩れ防止方法および睡眠時姿勢崩れ防止装置
1日前
日産自動車株式会社
DC/DCコンバータの制御方法、及び、DC/DCコンバータの制御装置
7日前
個人
棒鋼連続引抜装置
5か月前
個人
ヘッダー加工機
2か月前
株式会社オプトン
曲げ加工装置
5か月前
日伸工業株式会社
プレス加工装置
1か月前
株式会社不二越
NC転造盤
1か月前
株式会社不二越
NC転造盤
5か月前
日東精工株式会社
中空軸部品の製造方法
1か月前
トヨタ紡織株式会社
プレス金型
4か月前
東栄工業株式会社
ダブルデッキヘミング金型
1か月前
株式会社西田製作所
パンチャーヘッド
3か月前
トヨタ紡織株式会社
プレス装置
3か月前
トヨタ紡織株式会社
プレス金型
2か月前
工機ホールディングス株式会社
ニブラ
3か月前
株式会社TMEIC
監視装置
4か月前
株式会社アマダ
曲げ加工機
2か月前
日産自動車株式会社
逐次成形方法
6か月前
株式会社アマダ
曲げ加工機
5か月前
株式会社トラバース
パンチング加工装置
3か月前
トヨタ自動車株式会社
打ち抜き加工方法
2か月前
株式会社吉野機械製作所
プレス機械
1か月前
トヨタ紡織株式会社
プレス金型装置
3か月前
加藤軽金属工業株式会社
押出材の加工装置
5か月前
トヨタ自動車株式会社
電磁鋼板の成形方法
1か月前
浙江飛剣工貿有限公司
二重片口の製造方法
2か月前
トヨタ自動車株式会社
パイプ曲げ加工装置
4か月前
株式会社不二越
転造加工用平ダイス
4か月前
続きを見る
他の特許を見る




 特許ウォッチ
特許ウォッチ