TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025072911
公報種別
公開特許公報(A)
公開日
2025-05-12
出願番号
2023183392
出願日
2023-10-25
発明の名称
接合体の製造方法
出願人
トヨタ自動車株式会社
,
プライムプラネットエナジー&ソリューションズ株式会社
,
トヨタバッテリー株式会社
代理人
個人
主分類
B29C
65/02 20060101AFI20250501BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】接合部材が接合された金属部材の被接合範囲の最外周部における接合強度の低下を抑制した接合体の製造方法を提供すること。
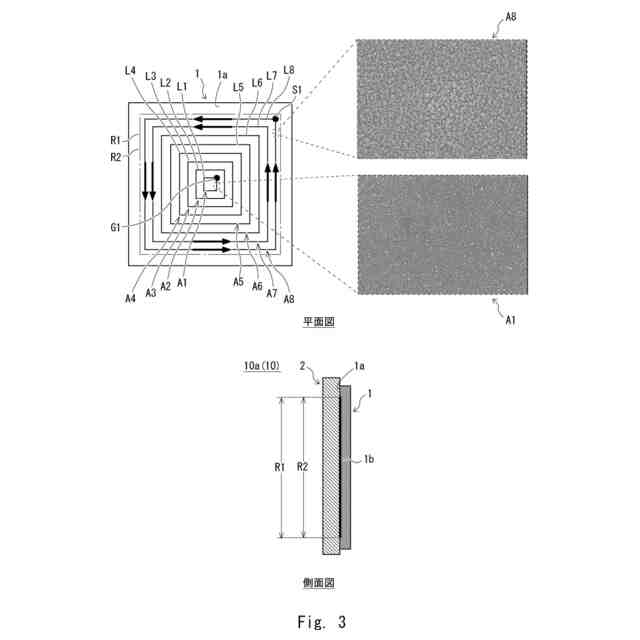
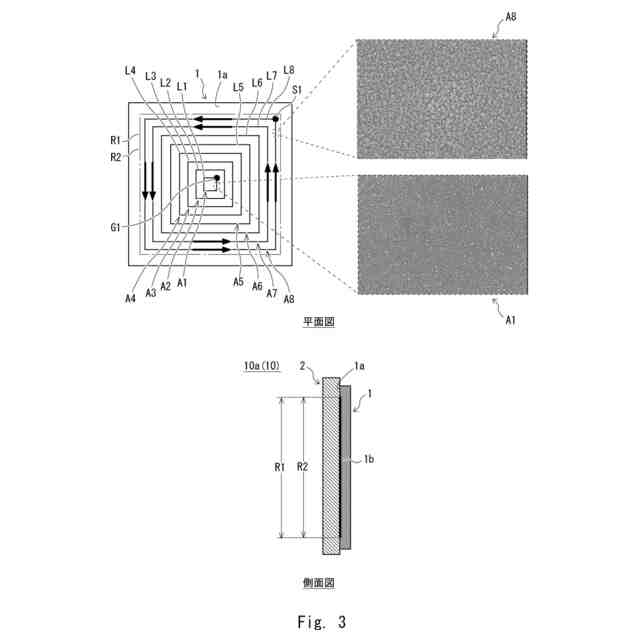
【解決手段】接合体の製造方法は、金属部材の表面に設定したレーザ照射範囲にパルス発振のレーザビームを照射して、金属部材の表面に凹凸形状を有する凹凸部を形成するとともに、レーザビームにより溶融された金属部材に起因して生成される金属粒子をレーザビームが照射されている走査線に隣接する領域及び走査線の領域のそれぞれに堆積させるレーザ照射工程と、レーザ照射範囲の少なくとも一部である被接合範囲に対して接合部材を接合する接合工程と、を有し、レーザ照射工程では、レーザビームの走査方向の最下流になる走査線が被接合範囲の最外周部の走査線にならないようにレーザビームの走査経路が設定される。
【選択図】図3
特許請求の範囲
【請求項1】
金属部材の表面に設定したレーザ照射範囲にパルス発振のレーザビームを照射して、前記金属部材の表面に凹凸形状を有する凹凸部を形成するとともに、前記レーザビームにより溶融された前記金属部材に起因して生成される金属粒子を前記レーザビームが照射されている走査線に隣接する領域及び前記走査線の領域のそれぞれに堆積させるレーザ照射工程と、
前記レーザ照射範囲の少なくとも一部である被接合範囲に対して接合部材を接合する接合工程と、を有し、
前記レーザ照射工程では、前記レーザビームの走査方向の最下流になる走査線が前記被接合範囲の最外周部の走査線にならないように前記レーザビームの走査経路が設定される接合体の製造方法。
続きを表示(約 370 文字)
【請求項2】
前記走査方向が前記金属部材の周方向である場合、
前記走査経路は、前記金属部材の外周側から内周側に向かうように前記被接合範囲に対して設定される請求項1に記載の接合体の製造方法。
【請求項3】
前記走査方向が前記金属部材の周方向である場合、
前記走査経路は、前記金属部材の外周側から内周側又は前記内周側から前記外周側に向かうように前記被接合範囲を包含する前記レーザ照射範囲に設定される請求項1に記載の接合体の製造方法。
【請求項4】
前記走査方向が前記金属部材の表面に沿った第1の方向である場合、
前記走査経路は、前記第1の方向と直交する第2の方向の一方側から他方側に向かうように前記被接合範囲を包含する前記レーザ照射範囲に設定される請求項1に記載の接合体の製造方法。
発明の詳細な説明
【技術分野】
【0001】
本開示は接合体の製造方法に関し、特に金属部材に接合部材を接合した接合体の製造方法に関する。
続きを表示(約 1,800 文字)
【背景技術】
【0002】
金属部材に樹脂部材等の接合部材を接合した接合体を製造する場合、金属部材と接合部材との間の密着性を向上させるため、当該金属部材の表面に微細な凹凸を設けて粗面化することが検討されている。
【0003】
特許文献1には、金属部材が樹脂材料で構成される樹脂部材に金属部材の一部が露出する状態で被覆された樹脂成形体であって、金属部材のうちの樹脂部材で被覆される部分に、第1凹凸と、第1凹凸の表面を含む位置に形成された第1凹凸より高低差が小さい第2凹凸とを有する凹凸で構成される接合部を形成し、樹脂部材を凹凸に樹脂材料を入り込ませて接合部と接合する樹脂成形体およびその製造方法が開示されている。
【先行技術文献】
【特許文献】
【0004】
特開2019-119093号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
このような樹脂成形体等の接合体において、金属部材の表面の被接合範囲に接合部材が接合された金属部材は、金属部材が樹脂部材に接合されている接合部と金属部材が樹脂部材に接合されていない未接合部とを有している。そして、接合部と未接合部との境界は、外力の作用や温度変化等に起因する応力が集中するため、割れが発生しやすい。したがって、当該境界に接する被接合範囲の最外周部には、当該境界が容易に割れない接合強度が要求される。接合部材と接合する前にレーザビームの照射により金属部材の表面に凹凸形状を有する凹凸部を形成する場合、特許文献1に記載の技術では、レーザビームの走査経路が適切に設定されていないため、接合部材が接合された金属部材の被接合範囲の最外周部における接合強度が低下する虞があるという問題があった。
【0006】
本開示は、このような問題を解決するためになされたものであり、接合部材が接合された金属部材の被接合範囲の最外周部における接合強度の低下を抑制した接合体の製造方法を提供することを目的とするものである。
【課題を解決するための手段】
【0007】
一実施の形態にかかる接合体の製造方法は、金属部材の表面に設定したレーザ照射範囲にパルス発振のレーザビームを照射して、金属部材の表面に凹凸形状を有する凹凸部を形成するとともに、レーザビームにより溶融された金属部材に起因して生成される金属粒子をレーザビームが照射されている走査線に隣接する領域及び走査線の領域のそれぞれに堆積させるレーザ照射工程と、レーザ照射範囲の少なくとも一部である被接合範囲に対して接合部材を接合する接合工程と、を有し、レーザ照射工程では、レーザビームの走査方向の最下流になる走査線が被接合範囲の最外周部の走査線にならないようにレーザビームの走査経路が設定される。
【発明の効果】
【0008】
本開示により、接合部材が接合された金属部材の被接合範囲の最外周部における接合強度の低下を抑制した接合体の製造方法を提供することができる。
【図面の簡単な説明】
【0009】
実施の形態1にかかる接合体の製造方法を示すフローチャートである。
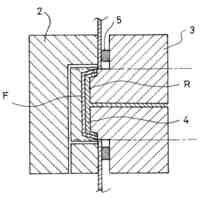
レーザ照射工程を説明する断面図である。
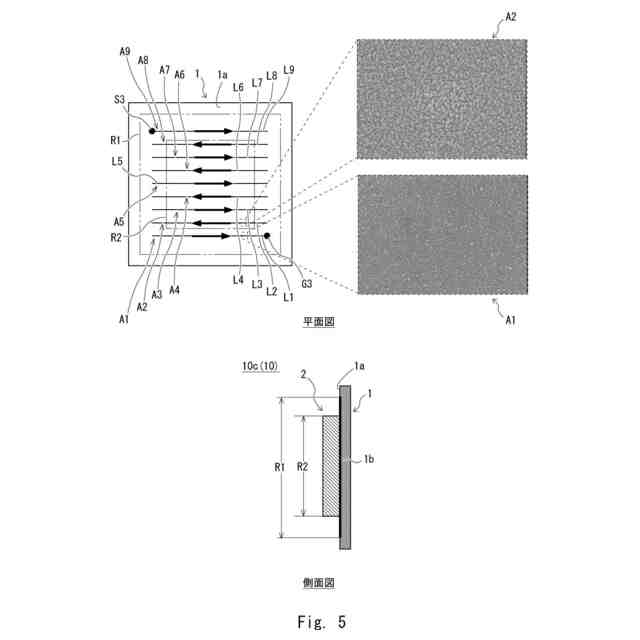
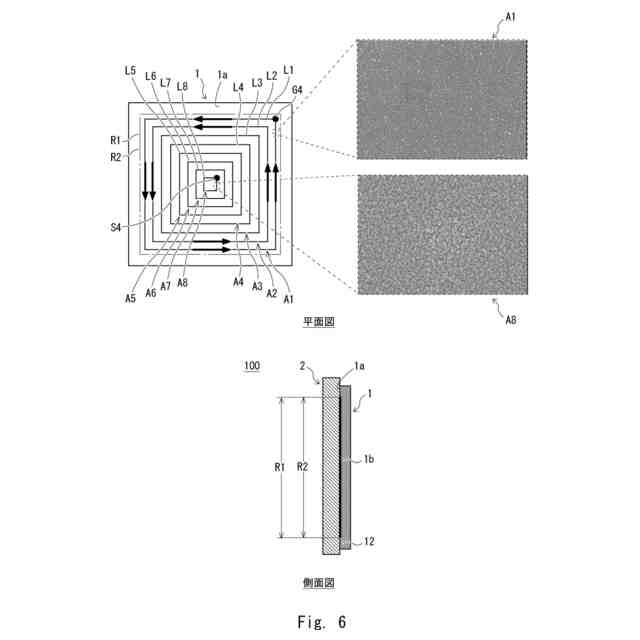
レーザビームの走査経路の第1の例を示す金属部材の平面図及び接合体の側面図である。
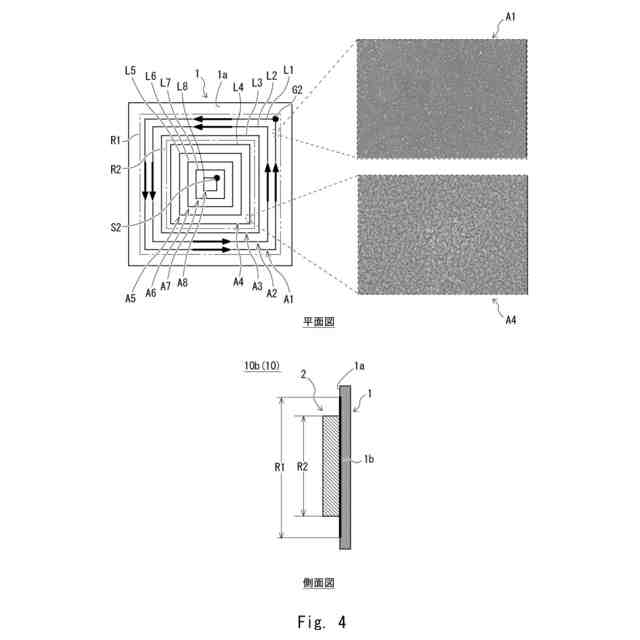
レーザビームの走査経路の第2の例を示す金属部材の平面図及び接合体の側面図である。
レーザビームの走査経路の第3の例を示す金属部材の平面図及び接合体の側面図である。
レーザビームの走査経路の比較例を示す金属部材の平面図及び接合体の側面図である。
【発明を実施するための形態】
【0010】
実施の形態1
以下、図面を参照して本開示の実施の形態について説明する。ただし、本開示が以下の実施の形態に限定される訳ではない。また、説明を明確にするため、以下の記載及び図面は、適宜、簡略化されている。図中に示したものは、全体の一部であり、図示しないその他の構成が実際には多く含まれる。なお、以下の説明において、同一又は同等の要素には同一の符号を付し、重複する説明は省略する。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
東レ株式会社
吹出しノズル
5か月前
東レ株式会社
プリプレグテープ
7か月前
シーメット株式会社
光造形装置
4か月前
CKD株式会社
型用台車
4か月前
グンゼ株式会社
ピン
5か月前
個人
射出ミキシングノズル
7か月前
東レ株式会社
フィルムの製造方法
1か月前
株式会社日本製鋼所
押出機
7か月前
株式会社FTS
ロッド
3か月前
個人
樹脂可塑化方法及び装置
4か月前
日機装株式会社
加圧システム
24日前
株式会社リコー
シート剥離装置
9か月前
トヨタ自動車株式会社
射出装置
2か月前
東レ株式会社
一体化成形品の製造方法
9か月前
株式会社シロハチ
真空チャンバ
6か月前
株式会社FTS
成形装置
4か月前
株式会社日本製鋼所
押出成形装置
8か月前
株式会社日本製鋼所
押出成形装置
8か月前
株式会社不二越
射出成形機
1か月前
株式会社FTS
セパレータ
3か月前
株式会社リコー
画像形成システム
5か月前
株式会社神戸製鋼所
混練機
3か月前
三菱自動車工業株式会社
予熱装置
7か月前
株式会社不二越
射出成形機
1か月前
東レ株式会社
炭素繊維シートの製造方法
1か月前
TOWA株式会社
成形型清掃用のブラシ
7か月前
株式会社不二越
射出成形機
1か月前
トヨタ自動車株式会社
真空成形装置
16日前
個人
ノズルおよび熱風溶接機
4か月前
東レ株式会社
溶融押出装置および押出方法
4か月前
株式会社リコー
シート処理システム
8か月前
株式会社リコー
シート処理システム
9か月前
日東工業株式会社
インサート成形機
5か月前
トヨタ自動車株式会社
3Dプリンタ
5か月前
株式会社ニフコ
樹脂製品の製造方法
7か月前
株式会社カネカ
再生アクリル樹脂の製造方法
7か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ