TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025075793
公報種別
公開特許公報(A)
公開日
2025-05-15
出願番号
2023187215
出願日
2023-10-31
発明の名称
電池の製造方法
出願人
トヨタ自動車株式会社
,
株式会社豊田自動織機
代理人
弁理士法人太陽国際特許事務所
主分類
H01M
10/0585 20100101AFI20250508BHJP(基本的電気素子)
要約
【課題】電池の製造の際に生じるガスの排出性に優れる電池の製造方法の提供。
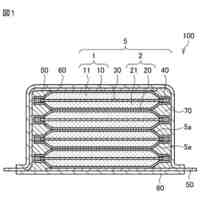
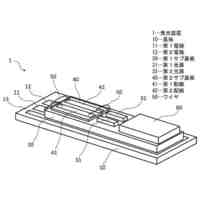
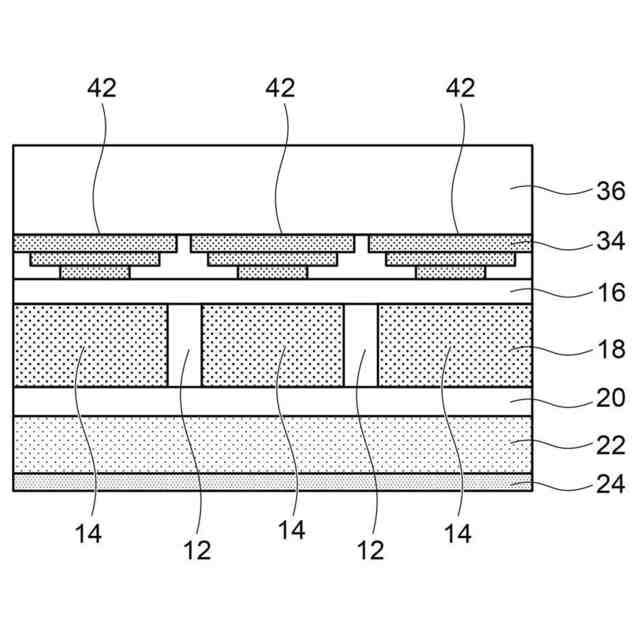
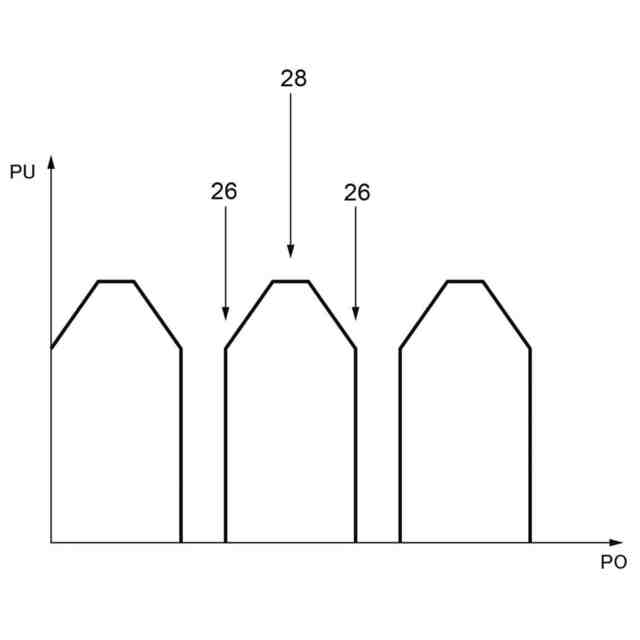
【解決手段】電池32の製造方法は、バイポーラ電極を有する電池32を拘束部材40によって、電池32の厚さ方向に拘束しながら初充電を行う工程を有し、前記バイポーラ電極の正極活物質層18及び負極活物質層22の少なくとも一方が、複数の溝部12と、複数の電極部14とからなり、前記電極部14の少なくとも1つが、面方向の1つの方向である方向Aにおいて2つの前記溝部12に挟まれた構造を有する電極部α14であり、面方向における前記方向Aにおいて、前記電極部αの前記溝部12と接する部分を端部26、前記電極部αの前記方向Aにおける中央を中央部28とした場合、前記拘束部材40により加わる面圧が、前記端部26よりも前記中央部28のほうが大きい。
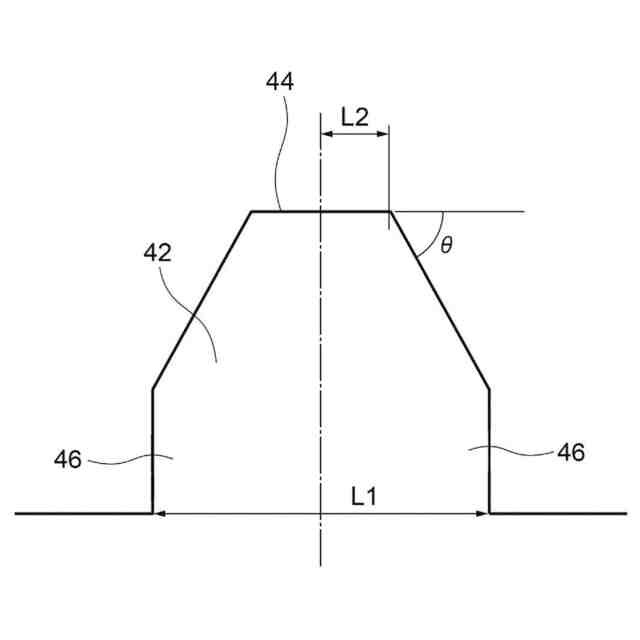
【選択図】図4
特許請求の範囲
【請求項1】
集電箔の片面に正極活物質層、前記集電箔の反対側の面に負極活物質層を備えるバイポーラ電極を有する電池を拘束部材によって、電池の厚さ方向に拘束しながら初充電を行う工程を有し、
前記電池の厚さ方向から見たときの形状が、各辺の長さが0.2m以上である矩形であり、
前記バイポーラ電極の正極活物質層及び負極活物質層の少なくとも一方が、複数の溝部と、複数の電極部とからなり、
前記電極部の少なくとも1つが、面方向の1つの方向である方向Aにおいて2つの前記溝部に挟まれた構造を有する電極部αであり、
前記方向Aにおいて、前記電極部αの前記溝部と接する部分を端部、前記電極部αの前記方向Aにおける中央を中央部とした場合、前記拘束部材により加わる面圧が、前記端部よりも前記中央部のほうが大きい
電池の製造方法。
続きを表示(約 320 文字)
【請求項2】
前記拘束部材が、集電板と、前記集電板及び前記電池の間に導電性弾性体とを有し、前記集電板が、前記電極部αの前記中央部に対向する部分に凸構造を有する請求項1に記載の電池の製造方法。
【請求項3】
前記拘束部材が、集電板と、前記集電板及び前記電池の間に導電性弾性体とを有し、前記導電性弾性体が、前記電極部αの前記中央部に対向する部分に凸構造を有する請求項1に記載の電池の製造方法。
【請求項4】
前記溝部の深さは前記電極部の厚さに等しい請求項1に記載の電池の製造方法。
【請求項5】
前記溝部と前記電極部とが、前記方向Aにおいて交互に設けられている請求項1に記載の電池の製造方法。
発明の詳細な説明
【技術分野】
【0001】
本開示は、電池の製造方法に関する。
続きを表示(約 2,500 文字)
【背景技術】
【0002】
複数の電池セル(単電池)を電気的に接続してなる電池モジュールは、高出力電源として広く利用されている。電池モジュールでは、電池性能や電池寿命等を安定して発揮するために、電池セルに対して拘束荷重を加えることがある。拘束荷重の印加に関する従来技術文献として、例えば、特許文献1が挙げられる。
特許文献1には、複数の電池セルを積層した積層体と、前記積層体を積層方向に押圧する加圧機構と、を備え、前記加圧機構は、前記積層方向と直交する方向に沿う回動軸を中心として回動する回動部材と、前記回動部材に取り付けられ、前記積層体を前記積層方向に押圧する押圧部材と、前記回動部材に取り付けられ、前記積層方向に沿って延びる延伸部材と、前記延伸部材に設けられ、前記押圧部材を付勢する荷重部材と、を備える、電池モジュールが開示されている。
【先行技術文献】
【特許文献】
【0003】
特開2021-082407号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
大きいサイズの電池の場合、電極からのガス抜け流路が長いため、電池内に生じたガスが抜けにくくなる。この課題は、電池の製造においてガスの発生が顕著な初充電工程時に生じやすい。
【0005】
本開示は、上記実情に鑑みてなされたものであり、電池の製造の際に生じるガスの排出性に優れる電池の製造方法を提供することを目的とする。
【課題を解決するための手段】
【0006】
上記課題を解決するための手段には、以下の態様が含まれる。
<1> 集電箔の片面に正極活物質層、前記集電箔の反対側の面に負極活物質層を備えるバイポーラ電極を有する電池を拘束部材によって、電池の厚さ方向に拘束しながら初充電を行う工程を有し、前記電池の厚さ方向から見たときの形状が、各辺の長さが0.2m以上である矩形であり、前記バイポーラ電極の正極活物質層及び負極活物質層の少なくとも一方が、複数の溝部と、複数の電極部とからなり、前記電極部の少なくとも1つが、面方向の1つの方向である方向Aにおいて2つの前記溝部に挟まれた構造を有する電極部αであり、面方向における前記方向Aにおいて、前記電極部αの前記溝部と接する部分を端部、前記電極部αの前記方向Aにおける中央を中央部とした場合、前記拘束部材により加わる面圧が、前記端部よりも前記中央部のほうが大きい電池の製造方法。
<2> 前記拘束部材が、集電板と、前記集電板及び前記電池の間に導電性弾性体とを有し、前記集電板が、前記電極部αの前記中央部に対向する部分に凸構造を有する<1>に記載の電池の製造方法。
<3> 前記拘束部材が、集電板と、前記集電板及び前記電池の間に導電性弾性体とを有し、前記導電性弾性体が、前記電極部αの前記中央部に対向する部分に凸構造を有する<1>に記載の電池の製造方法。
<4> 前記溝部の深さは前記電極部の厚さに等しい<1>~<3>のいずれか1つに記載の電池の製造方法。
<5> 前記溝部と前記電極部とが、前記方向Aにおいて交互に設けられている<1>~<4>のいずれか1つに記載の電池の製造方法。
【発明の効果】
【0007】
本開示によれば、電池の製造の際に生じるガスの排出性に優れる電池の製造方法を提供することができる。
【図面の簡単な説明】
【0008】
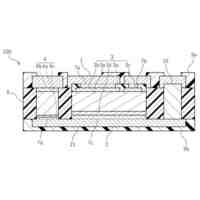
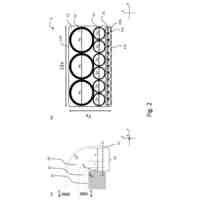
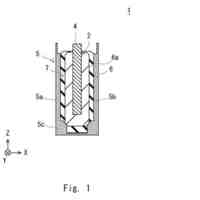
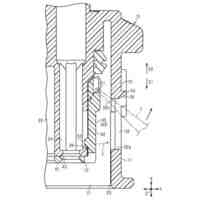
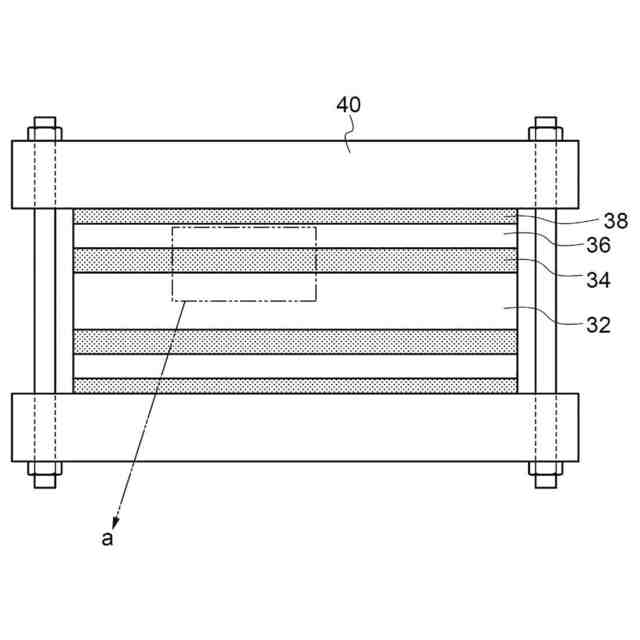
本開示の一実施形態における電池の製造方法の初充電を行う工程を説明するための概略断面図である。
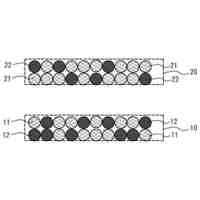
従来の電池の製造方法における点線部分aの拡大概略断面図である。
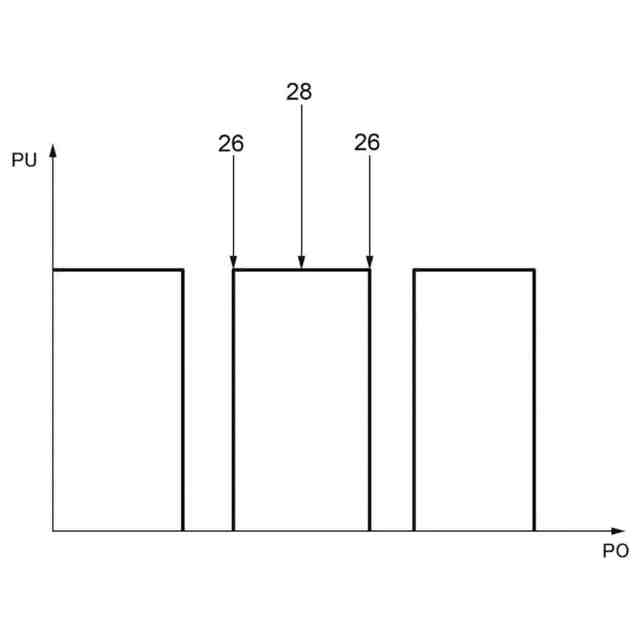
従来の電池の製造方法における電極部の端部及び中央部における拘束部材により厚さ方向にかかる圧力を示すグラフである。
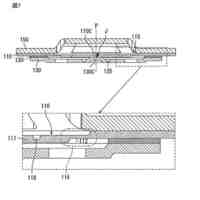
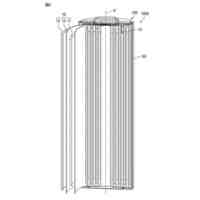
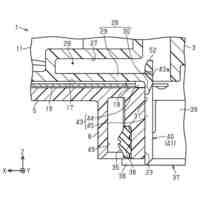
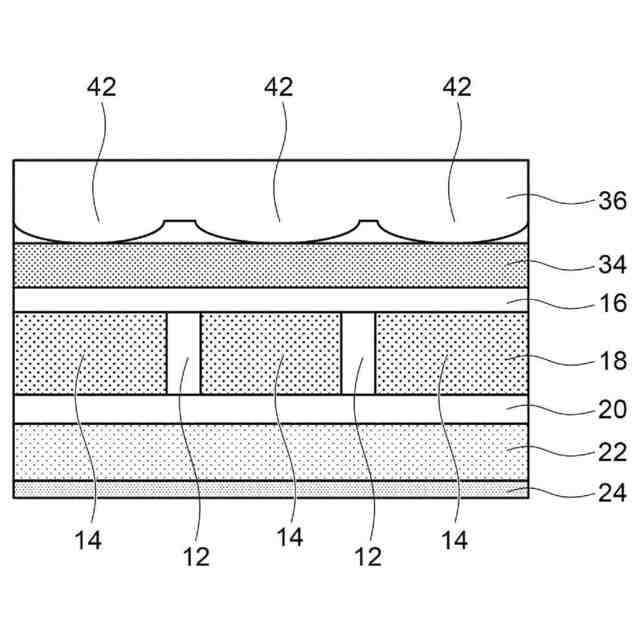
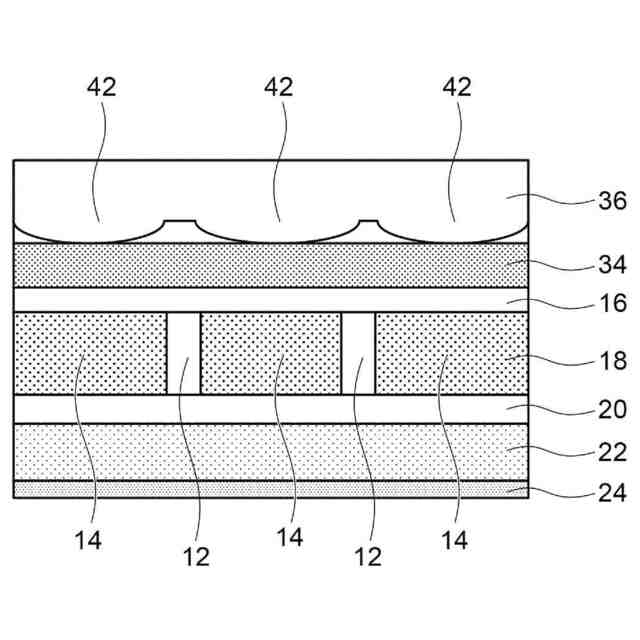
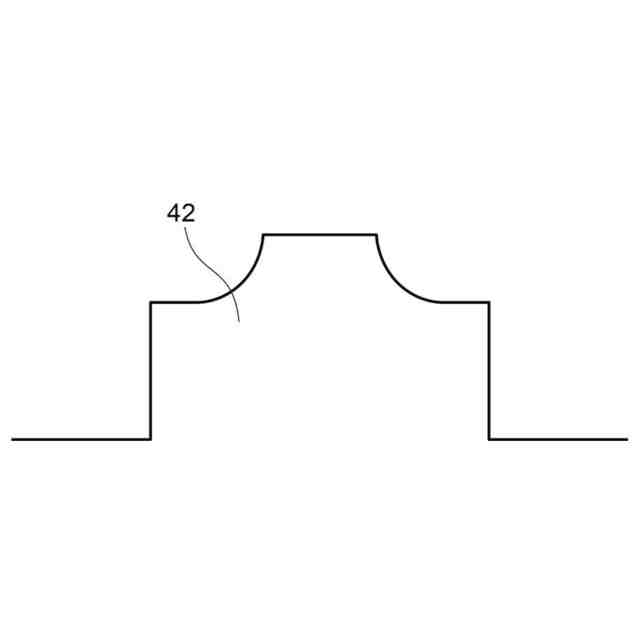
本開示の一実施形態における電池の製造方法における点線部分aの拡大概略断面図である。
本開示の他の一実施形態における電池の製造方法における点線部分aの拡大概略断面図である。
図4及び図5に示す電池の製造方法における電極部の端部及び中央部における拘束部材により厚さ方向にかかる圧力を示すグラフである。
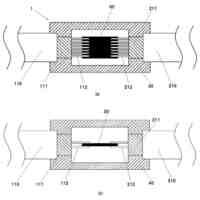
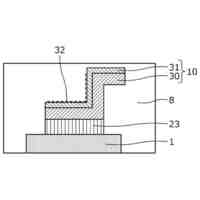
本開示の一実施形態における凸構造を示す概略断面視図である。
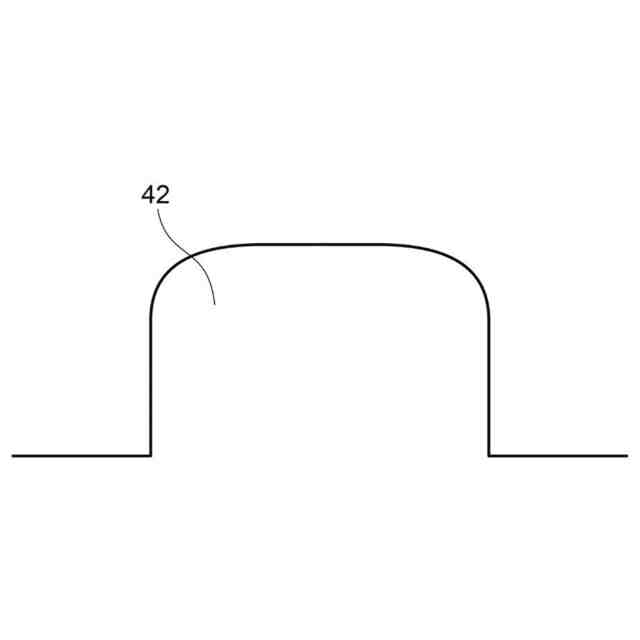
本開示の他の一実施形態における凸構造を示す概略断面図である。
本開示の他の一実施形態における凸構造を示す概略断面図である。
本開示の他の一実施形態における凸構造を示す概略断面図である。
本開示の他の一実施形態における凸構造を示す概略断面図である。
【発明を実施するための形態】
【0009】
以下、本開示に係る電池の製造方法について、図面を用いて詳細に説明する。以下に示す各図は、模式的に示したものであり、各部の大きさ、形状は、理解を容易にするために、適宜誇張している。
【0010】
<電池の製造方法>
本開示に係る電池の製造方法は、集電箔の片面に正極活物質層、前記集電箔の反対側の面に負極活物質層を備えるバイポーラ電極を有する電池を拘束部材によって、電池の厚さ方向に拘束しながら初充電を行う工程を有し、前記電池の厚さ方向から見たときの形状が、各辺の長さが0.2m以上である矩形であり、前記バイポーラ電極の正極活物質層及び負極活物質層の少なくとも一方が、複数の溝部と、複数の電極部とからなり、前記電極部の少なくとも1つが、面方向の1つの方向である方向Aにおいて2つの前記溝部に挟まれた構造を有する電極部αであり、面方向における前記方向Aにおいて、前記電極部αの前記溝部と接する部分を端部、前記電極部αの前記方向Aにおける中央を中央部とした場合、前記拘束部材により加わる面圧が、前記端部よりも前記中央部のほうが大きい。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
超音波接合
1か月前
APB株式会社
二次電池
2日前
甲神電機株式会社
変流器
8日前
ローム株式会社
半導体装置
4日前
オムロン株式会社
電磁継電器
16日前
株式会社GSユアサ
蓄電装置
15日前
株式会社GSユアサ
蓄電設備
1か月前
太陽誘電株式会社
全固体電池
3日前
株式会社FLOSFIA
半導体装置
1か月前
オムロン株式会社
電磁継電器
16日前
株式会社村田製作所
電池
1か月前
株式会社村田製作所
電池
1か月前
トヨタ自動車株式会社
集合導線
4日前
株式会社村田製作所
電池
1か月前
日星電気株式会社
ケーブルの接続構造
1か月前
キヤノン株式会社
無線通信装置
1か月前
トヨタ自動車株式会社
二次電池
1か月前
トヨタ自動車株式会社
二次電池
1か月前
日本特殊陶業株式会社
保持装置
15日前
シチズン電子株式会社
発光装置
1か月前
トヨタ自動車株式会社
二次電池
3日前
株式会社村田製作所
電池
1か月前
株式会社バンダイ
電池収容構造及び玩具
15日前
住友電装株式会社
コネクタ
1か月前
APB株式会社
二次電池セルの製造方法
2日前
TDK株式会社
コイル部品
23日前
トヨタバッテリー株式会社
組電池
24日前
株式会社プロテリアル
シート状磁性部材
9日前
住友電装株式会社
コネクタ
23日前
ローム株式会社
半導体装置
1か月前
住友電装株式会社
コネクタ
1か月前
株式会社AESCジャパン
二次電池
15日前
トヨタ自動車株式会社
充電システム
4日前
芝浦メカトロニクス株式会社
基板処理装置
1か月前
三菱電機株式会社
半導体装置
24日前
富士電機株式会社
半導体モジュール
1か月前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ