TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025079521
公報種別
公開特許公報(A)
公開日
2025-05-22
出願番号
2023192245
出願日
2023-11-10
発明の名称
ハースロール及びその製造方法
出願人
大阪富士工業株式会社
,
日本製鉄株式会社
代理人
個人
主分類
B21B
39/00 20060101AFI20250515BHJP(本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き)
要約
【課題】ビルドアップの発生を抑制することができるハースロール及びその製造方法を提供する。
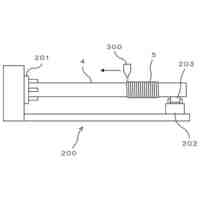
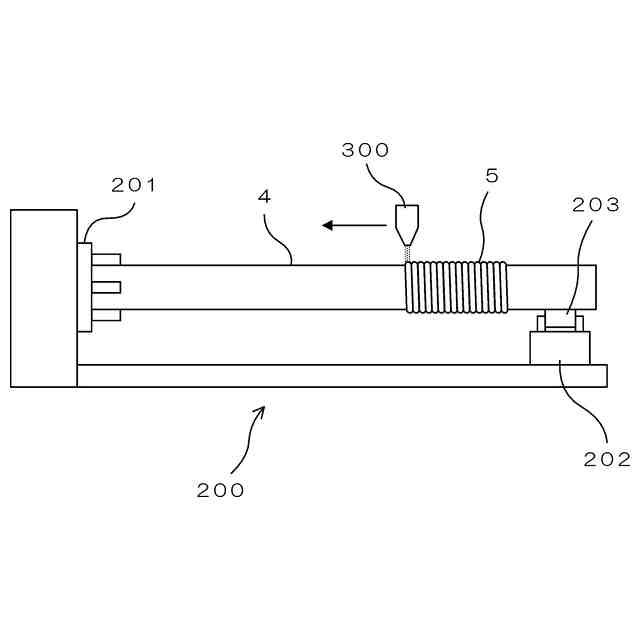
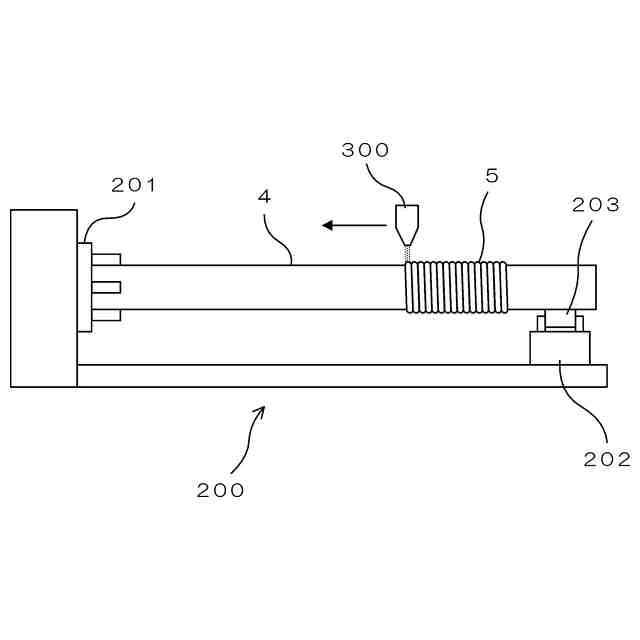
【解決手段】還元雰囲気で焼鈍を行う際に処理対象物を搬送するためのハースロールの製造方法であって、円筒状の母材4の表面に、レーザークラッディング又は溶射により純ニッケルからなるコーティング層5を形成するコーティング工程を含む。純ニッケルからなるコーティング層5を母材4の表面に形成することにより、還元されたスケールが、コーティング層5の表面で酸化反応を生じることを防止できるため、ビルドアップの発生を抑制することができる。また、レーザークラッディング又は溶射によりコーティング層5を形成することで、アーク溶接などのように溶接歪が母材4の表面に生じたり、母材成分の希釈に伴ってビルドアップが発生したりすることを防止できる。
【選択図】 図7
特許請求の範囲
【請求項1】
還元雰囲気で焼鈍を行う際に処理対象物を搬送するためのハースロールの製造方法であって、
円筒状の母材の表面に、レーザークラッディング又は溶射により純ニッケルからなるコーティング層を形成するコーティング工程を含む、ハースロールの製造方法。
続きを表示(約 490 文字)
【請求項2】
前記母材の表面に下盛層を形成する下盛工程をさらに含み、
前記コーティング工程では、前記下盛層の表面にコーティング層を形成する、請求項1に記載のハースロールの製造方法。
【請求項3】
前記下盛層が、ステンレス鋼又はニッケル基合金により形成される、請求項2に記載のハースロールの製造方法。
【請求項4】
前記コーティング層の厚みが、0.3~1.0mmである、請求項1に記載のハースロールの製造方法。
【請求項5】
円筒状の母材の表面に、純ニッケルからなるコーティング層が形成された、ハースロール。
【請求項6】
前記母材の表面に形成された下盛層をさらに備え、
前記コーティング層が、前記下盛層の表面に形成された、請求項5に記載のハースロール。
【請求項7】
前記下盛層が、ステンレス鋼又はニッケル基合金により形成される、請求項6に記載のハースロール。
【請求項8】
前記コーティング層の厚みが、0.3~1.0mmである、請求項5に記載のハースロール。
発明の詳細な説明
【技術分野】
【0001】
本発明は、還元雰囲気で焼鈍を行う際に処理対象物を搬送するためのハースロール及びその製造方法に関するものである。
続きを表示(約 1,300 文字)
【背景技術】
【0002】
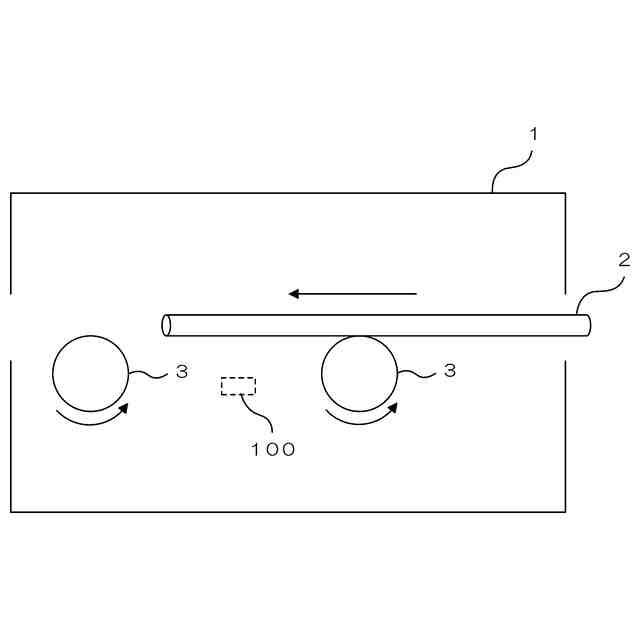
例えばステンレス鋼などにより形成された処理対象物に対して、光沢を維持した状態で焼鈍を行う方法として、光輝焼鈍という方法が知られている。光輝焼鈍は、無酸化焼鈍とも呼ばれており、還元雰囲気の光輝炉内で処理対象物を搬送しながら焼鈍が行われる。
【0003】
光輝炉内には、処理対象物を搬送するためのハースロールが設けられている。このハースロールの表面に、処理対象物から生じる酸化物(例えば鉄酸化物)がスケールとして物理的に付着した場合、当該スケールの光輝炉内での還元反応と、ハースロールの母材の酸化反応に伴い、スケールがハースロールの母材に対して冶金的に結合する場合がある。このようにしてハースロールの表面に結合したスケールの付着物(いわゆる「ビルドアップ」)は、ハースロールの表面から突出しているため、当該ハースロールにより搬送される処理対象物の表面に傷が生じるおそれがある(例えば、下記特許文献1参照)。
【先行技術文献】
【特許文献】
【0004】
特開2011-125885号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
本発明は、上記実情に鑑みてなされたものであり、ビルドアップの発生を抑制することができるハースロール及びその製造方法を提供することを目的とする。
【課題を解決するための手段】
【0006】
(1)本発明に係るハースロールの製造方法は、還元雰囲気で焼鈍を行う際に処理対象物を搬送するためのハースロールの製造方法であって、円筒状の母材の表面に、レーザークラッディング又は溶射により純ニッケルからなるコーティング層を形成するコーティング工程を含む。
【0007】
このような構成によれば、純ニッケルからなるコーティング層を母材の表面に形成することにより、還元されたスケールが、コーティング層の表面で酸化反応を生じることを防止できるため、ビルドアップの発生を抑制することができる。また、レーザークラッディング又は溶射によりコーティング層を形成することで、アーク溶接などのように溶接歪が母材の表面に生じたり、母材成分の希釈に伴ってビルドアップが発生したりすることを防止できる。
【0008】
(2)前記ハースロールの製造方法は、前記母材の表面に下盛層を形成する下盛工程をさらに含んでいてもよい。この場合、前記コーティング工程では、前記下盛層の表面にコーティング層を形成してもよい。
【0009】
このような構成によれば、母材の表面に下盛層が形成され、当該下盛層の表面に純ニッケルからなるコーティング層が形成されるため、コーティング層にブローホールが発生することを抑制できる。したがって、母材の表面にコーティング層を良好に形成することができ、ビルドアップの発生をより効果的に抑制することができる。
【0010】
(3)前記下盛層が、ステンレス鋼又はニッケル基合金により形成されてもよい。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
大阪富士工業株式会社
ハースロール及びその製造方法
1か月前
個人
棒鋼連続引抜装置
3か月前
個人
ヘッダー加工機
1か月前
株式会社オプトン
曲げ加工装置
4か月前
株式会社不二越
NC転造盤
4日前
株式会社不二越
NC転造盤
4か月前
日東精工株式会社
中空軸部品の製造方法
18日前
日伸工業株式会社
プレス加工装置
18日前
東栄工業株式会社
ダブルデッキヘミング金型
14日前
トヨタ紡織株式会社
プレス金型
3か月前
トヨタ紡織株式会社
プレス装置
2か月前
工機ホールディングス株式会社
ニブラ
2か月前
トヨタ紡織株式会社
プレス金型
1か月前
株式会社西田製作所
パンチャーヘッド
2か月前
トヨタ自動車株式会社
打ち抜き加工方法
1か月前
株式会社アマダ
曲げ加工機
3か月前
株式会社アマダ
曲げ加工機
28日前
株式会社トラバース
パンチング加工装置
2か月前
株式会社TMEIC
監視装置
2か月前
トヨタ紡織株式会社
プレス金型装置
2か月前
浙江飛剣工貿有限公司
二重片口の製造方法
1か月前
株式会社吉野機械製作所
プレス機械
26日前
株式会社不二越
転造加工用平ダイス
3か月前
トヨタ自動車株式会社
パイプ曲げ加工装置
3か月前
ユニオンツール株式会社
転造ダイスセット
12日前
トヨタ自動車株式会社
電磁鋼板の成形方法
13日前
加藤軽金属工業株式会社
押出材の加工装置
4か月前
東洋製罐株式会社
有底筒状体加工装置
4か月前
本田技研工業株式会社
鍛造用金型
4か月前
株式会社TMEIC
誘導加熱装置
21日前
株式会社エナテック
製品分離システム
3か月前
株式会社TMEIC
制御システム
19日前
日本製鉄株式会社
圧延装置
4か月前
トックス プレソテクニック株式会社
接合装置
3か月前
トヨタ自動車株式会社
歯形を鍛造成形する方法
3か月前
日本製鉄株式会社
圧延装置
4か月前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ