TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025079613
公報種別
公開特許公報(A)
公開日
2025-05-22
出願番号
2023192401
出願日
2023-11-10
発明の名称
金属容器の製造方法
出願人
東洋製罐株式会社
代理人
弁理士法人RYUKA国際特許事務所
主分類
B65D
25/34 20060101AFI20250515BHJP(運搬;包装;貯蔵;薄板状または線条材料の取扱い)
要約
【課題】開口部と側壁部と底部とを有する金属容器の表面に放射線硬化型インクを塗布するインク塗布工程と、放射線を照射して放射線硬化型インクを硬化して放射線硬化樹脂層を形成する硬化工程と、放射線硬化樹脂層を100℃以上に加熱する加熱工程と、を備える金属容器の製造方法を提供する。
【解決手段】加熱工程は、高周波誘導加熱、熱風加熱、遠赤外線加熱、及び、フレーム処理のいずれか1つ以上により実行する。加熱工程は、高周波誘導加熱、熱風加熱、遠赤外線加熱、及び、フレーム処理のいずれか1つ以上により実行する。
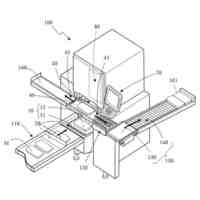
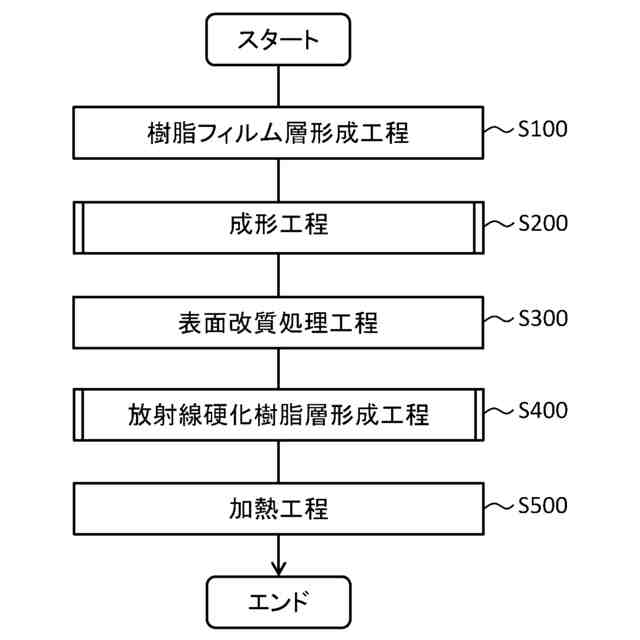
【選択図】図4
特許請求の範囲
【請求項1】
開口部と側壁部と底部とを有する金属容器の表面に放射線硬化型インクを塗布するインク塗布工程と、
放射線を照射して前記放射線硬化型インクを硬化して放射線硬化樹脂層を形成する硬化工程と、
前記放射線硬化樹脂層を100℃以上に加熱する加熱工程と、
を備える金属容器の製造方法。
続きを表示(約 780 文字)
【請求項2】
前記加熱工程は、高周波誘導加熱、熱風加熱、遠赤外線加熱、及び、フレーム処理のいずれか1つ以上により実行する、
請求項1に記載の金属容器の製造方法。
【請求項3】
前記加熱工程において、前記放射線硬化樹脂層を150℃以上250℃以下に加熱する、
請求項1に記載の金属容器の製造方法。
【請求項4】
前記加熱工程において、前記放射線硬化樹脂層を100℃以上に1秒以上維持する、
請求項1に記載の金属容器の製造方法。
【請求項5】
前記インク塗布工程は、前記放射線硬化型インクを用いて刷版による印刷又はインクジェット印刷のいずれか1つ以上による印刷を行うことを含む、
請求項1に記載の金属容器の製造方法。
【請求項6】
前記インク塗布工程は、前記放射線硬化型インクを用いてオフセット印刷を行うことを含む、
請求項1に記載の金属容器の製造方法。
【請求項7】
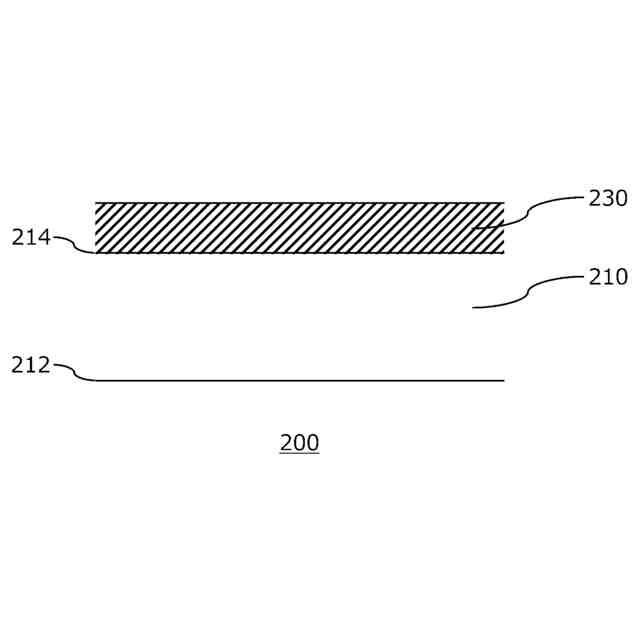
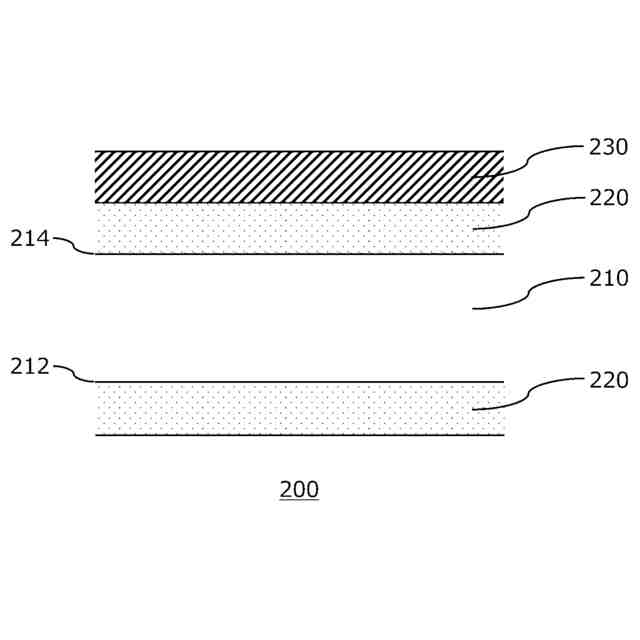
金属シート及び前記金属シートの少なくとも片面を覆う樹脂フィルム層を有するシート材、または、金属シートを有するシート材から、前記金属容器を成形する成形工程を更に含み、
前記インク塗布工程は、前記樹脂フィルム層に放射線硬化型インクを塗布することを含む、
請求項1に記載の金属容器の製造方法。
【請求項8】
前記成形工程の後で前記インク塗布工程の前に、前記樹脂フィルム層に火炎を接触させて前記樹脂フィルム層の表面を改質するフレーム処理を含む、
請求項7に記載の金属容器の製造方法。
【請求項9】
前記金属容器の前記側壁部における平均厚さは0.08~0.22mmである、
請求項1に記載の金属容器の製造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、金属容器の製造方法に関する。
続きを表示(約 1,100 文字)
【背景技術】
【0002】
特許文献1には、「上部が開口している中空形状を有しており、上端内径が下端外径よりも大きくなるように内径若しくは外径が下方に向かって縮径している形状の胴部と、該胴部の下端に曲率部を介して連なっている接地部を備えた底部とを有するスタック性金属カップにおいて、スタック状態において、下部の金属カップの胴部内径と上部の金属カップの胴部外径との間に0.5mm以上の隙間tが形成されるように、前記胴部の水平面に対する角が85~90度の範囲にある領域Pと、該角が領域Pよりも小さい範囲にある領域Qとが、高さ方向に交互に連続していることを特徴とするスタック性金属カップ」と記載されている。
[先行技術文献]
[特許文献]
[特許文献1]特開2023-46747号公報
【発明の概要】
【0003】
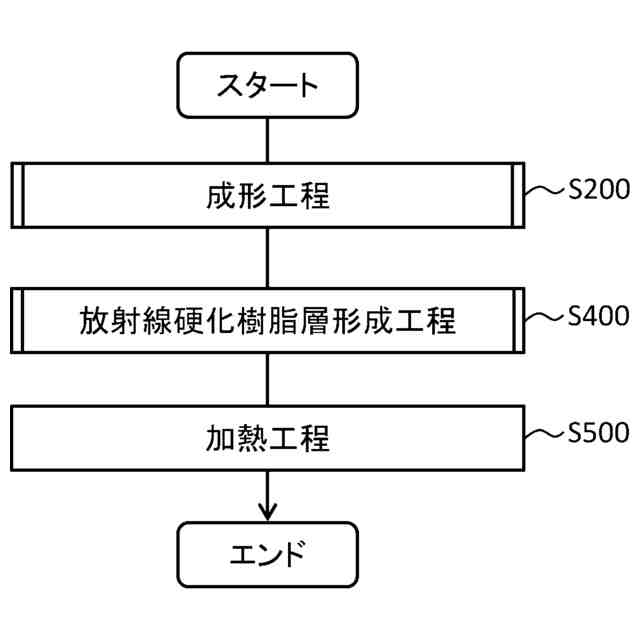
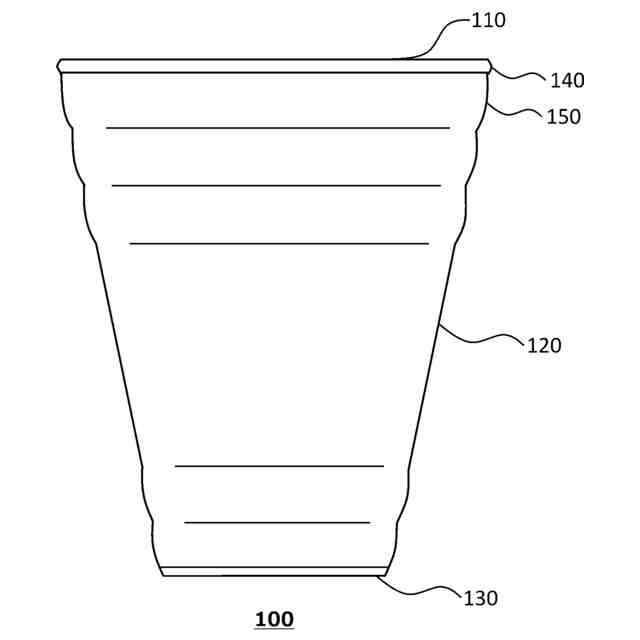
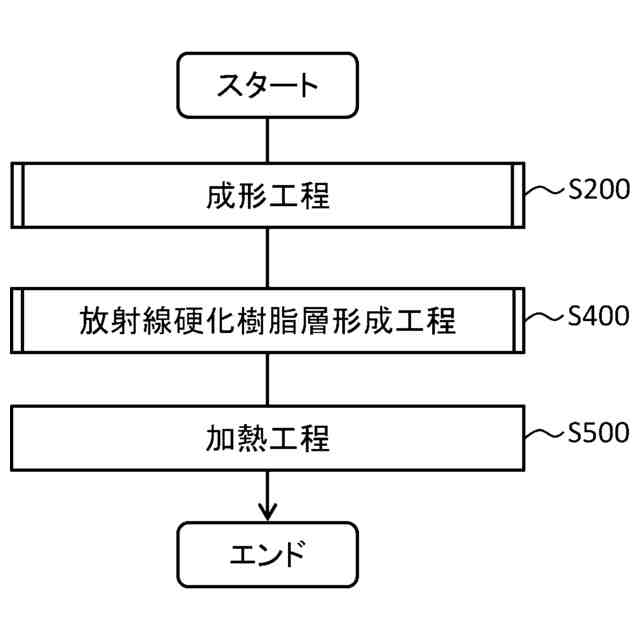
本発明の第1の態様においては、インク塗布工程と、硬化工程と、加熱工程とを備える金属容器の製造方法を提供する。インク塗布工程では、開口部と側壁部と底部とを有する金属容器の表面に放射線硬化型インクを塗布する。硬化工程では、放射線を照射して放射線硬化型インクを硬化して放射線硬化樹脂層を形成する。加熱工程では、放射線硬化樹脂層を100℃以上に加熱する。
【0004】
上記において、加熱工程は、高周波誘導加熱、熱風加熱、遠赤外線加熱、及び、フレーム処理のいずれか1つ以上により実行してよい。
【0005】
上記において、加熱工程において、放射線硬化樹脂層を150℃以上250℃以下に加熱してよい。
【0006】
上記において、加熱工程において、放射線硬化樹脂層を100℃以上に1秒以上維持してよい。
【0007】
上記において、インク塗布工程は、放射線硬化型インクを用いて刷版による印刷又はインクジェット印刷のいずれか1つ以上による印刷を行うことを含んでよい。
【0008】
上記において、インク塗布工程は、放射線硬化型インクを用いてオフセット印刷を行うことを含んでよい。
【0009】
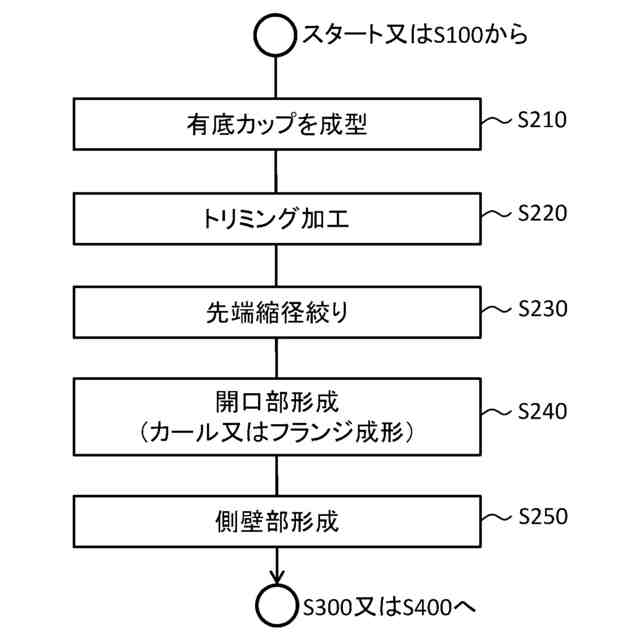
上記において、金属容器を成形する成形工程を更に含んでよい。成形工程は、金属シート及び金属シートの少なくとも片面を覆う樹脂フィルム層を有するシート材、または、金属シートを有するシート材から、金属容器を成形してよい。インク塗布工程は、樹脂フィルム層に放射線硬化型インクを塗布することを含んでよい。
【0010】
上記において、成形工程の後でインク塗布工程の前に、樹脂フィルム層に火炎を接触させて樹脂フィルム層の表面を改質するフレーム処理を含んでよい。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
東洋製罐グループホールディングス株式会社
ポリエステル樹脂、成形体、プリフォーム、ポリエステルボトル、及びメカニカルリサイクルポリエステル樹脂
17日前
個人
箱
8か月前
個人
ゴミ箱
8か月前
個人
コンベア
28日前
個人
段ボール箱
2か月前
個人
段ボール箱
2か月前
個人
容器
5か月前
個人
ゴミ収集器
2か月前
個人
土嚢運搬器具
4か月前
個人
角筒状構造体
1か月前
個人
楽ちんハンド
21日前
個人
パウチ補助具
8か月前
個人
宅配システム
2か月前
個人
お薬の締結装置
1か月前
個人
コード類収納具
3か月前
個人
閉塞装置
5か月前
株式会社和気
包装用箱
4か月前
個人
把手付米袋
10日前
個人
貯蔵サイロ
2か月前
個人
ゴミ処理機
4か月前
株式会社コロナ
梱包材
1か月前
個人
搬送システム
2か月前
三甲株式会社
容器
1か月前
三甲株式会社
容器
1か月前
個人
輸送積荷用動吸振器
1か月前
個人
包装箱
5か月前
個人
袋入り即席麺
3か月前
株式会社新弘
容器
8か月前
積水樹脂株式会社
接着剤
7か月前
三甲株式会社
蓋体
5か月前
株式会社新弘
容器
8か月前
三甲株式会社
蓋体
3か月前
株式会社イシダ
包装装置
8か月前
株式会社イシダ
搬送装置
2か月前
個人
コード折り畳み器具
1日前
個人
水切りネットの保持具
4か月前
続きを見る
他の特許を見る



 特許ウォッチ
特許ウォッチ