TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025080826
公報種別
公開特許公報(A)
公開日
2025-05-27
出願番号
2023194126
出願日
2023-11-15
発明の名称
歯科加工用ブランクの成形型及び製造方法
出願人
株式会社トクヤマデンタル
代理人
IAT弁理士法人
主分類
A61C
13/20 20060101AFI20250520BHJP(医学または獣医学;衛生学)
要約
【課題】 重合時間を短縮するために昇温速度を上げて重合硬化した場合であっても、硬化体表面に荒れが生じない歯科加工用ブランクの成形型および製造方法を提供する。
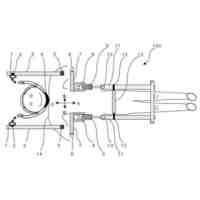
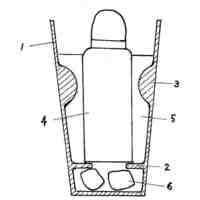
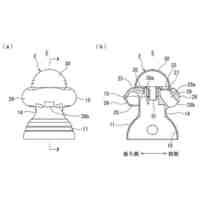
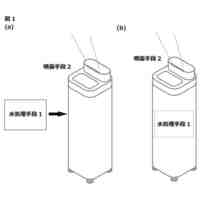
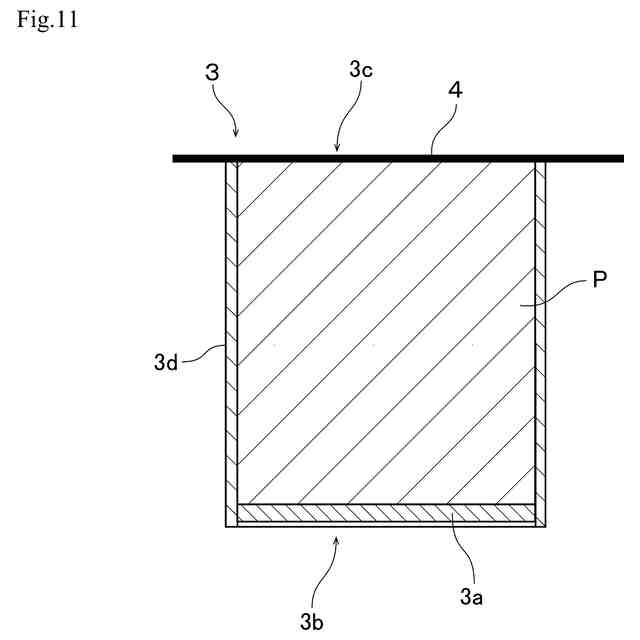
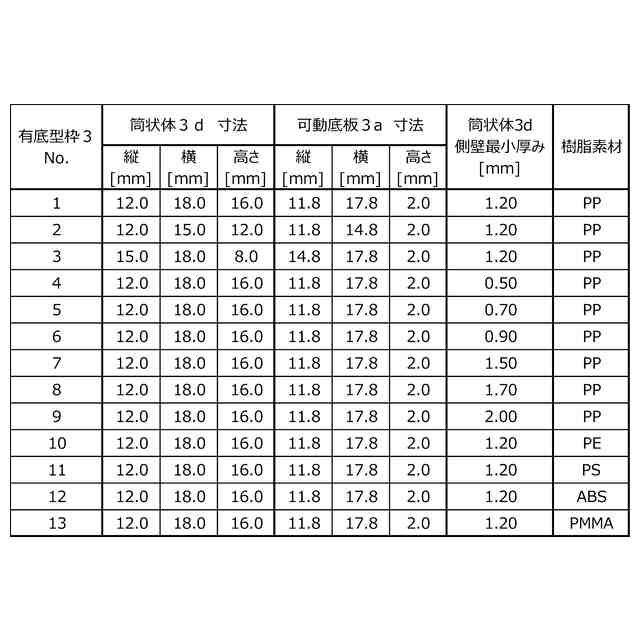
【解決手段】 成形型は、一端および他端にそれぞれ開口部3b、3cを有する筒状体3dと、筒状体3dの一端および他端の開口部3b、3cを閉塞することで筒状体3dの内部に充填された熱重合硬化性を有する流動性ペーストPを保持する一対の保持部材3a、4と、を備え、筒状体3dは、筒状体3dを形成する一つ以上の筒状体ユニット3d1に、筒状体3dの軸方向に分割可能であり、筒状体3dの厚みは、筒状体3dの内部に満たされた流動性ペーストPが重合収縮するのに伴って、流動性ペーストPと密着したまま変形する厚みに設定される。
【選択図】図11
特許請求の範囲
【請求項1】
一端および他端にそれぞれ開口部を有する筒状体と、
前記筒状体の前記一端および前記他端の開口部を閉塞することで前記筒状体の内部に充填された熱重合硬化性を有する流動性ペーストを保持する一対の保持部材と、
を備える成形型であって、
前記筒状体は、前記筒状体を形成する一つ以上の筒状体ユニットに、前記筒状体の軸方向に分割可能であり、
前記筒状体の厚みは、前記筒状体の内部に満たされた前記流動性ペーストが重合収縮するのに伴って、前記流動性ペーストと密着したまま変形する厚みに設定される
ことを特徴とする歯科加工用ブランクの成形型。
続きを表示(約 4,700 文字)
【請求項2】
請求項1に記載の歯科加工用ブランクの成形型であって、
前記筒状体は、JIS K7206に準拠し、5kgf/cm
2
荷重で測定したビカット軟化温度が70~110℃の熱可塑性樹脂から構成され、前記筒状体の最小厚さが0.5~1.5mmである
ことを特徴とする歯科加工用ブランクの成形型。
【請求項3】
請求項1に記載の歯科加工用ブランクの成形型であって、
前記筒状体は、前記一端と前記他端との間の距離を一定に保つ補強部を有する
ことを特徴とする歯科加工用ブランクの成形型。
【請求項4】
請求項3に記載の歯科加工用ブランクの成形型であって、
前記筒状体は、前記一端および前記他端に他の領域より厚みを増した厚肉部を有する
ことを特徴とする歯科加工用ブランクの成形型。
【請求項5】
請求項4に記載の歯科加工用ブランクの成形型であって、
前記筒状体は、前記厚肉部を有する第1筒状部と、前記第1筒状部の外周側から前記第1筒状部の前記一端および前記他端においてのみ連結される第2筒状部と、を有する二重構造である
ことを特徴とする歯科加工用ブランクの成形型。
【請求項6】
請求項1に記載の歯科加工用ブランクの成形型であって、
前記一対の保持部材の少なくとも一方は、前記他端の開口部に嵌挿されて前記流動性ペーストが重合収縮するのに伴って前記流動性ペーストと密着したまま前記筒状体の内部へ摺動可能な可動板である
ことを特徴とする歯科加工用ブランクの成形型。
【請求項7】
前記一対の保持部材を有する請求項1に記載の歯科加工用ブランクの成形型であって、
前記一対の保持部材の一方は、前記他端の開口部に嵌挿されて前記流動性ペーストが重合収縮するのに伴って前記流動性ペーストと密着したまま前記筒状体の内部へ摺動可能な可動板であり、他方は、前記一端の開口部に露出する前記流動性ペーストに密着したまま変形自在なシート状部材である
ことを特徴とする歯科加工用ブランクの成形型。
【請求項8】
ハイブリッドレジンから構成される被切削部を有する歯科加工用ブランクの製造方法であって、
前記ハイブリッドレジンの原料である、重合性単量体、無機フィラーおよび熱重合開始剤を含む熱重合硬化性を有する前記流動性ペーストを準備する原料準備工程と、
上面に平坦な支持面を有する充填盤と、前記支持面に設けられた充填ノズルとしての開口と、前記充填盤の内部に形成され開口に向けて前記流動性ペーストを導くペースト流路と、を有する充填具を用い、前記シート状部材が未装着で、且つ前記可動板が前記筒状体の前記一端の開口を塞ぐように嵌挿された請求項7に記載の成形型を、前記可動板が少なくとも前記充填具の前記開口を含む前記支持面と対向する位置に載置し、前記成形型が移動しないように保持した後、前記充填ノズルから前記流動性ペーストを吐出して前記可動板を前記他端へ向けて押し上げながら摺動させ、前記成形型の内部に前記流動性ペーストを充填する充填工程と、
前記流動性ペーストが充填された前記成形型を、前記開口とオーバーラップしない領域まで支持面上をスライドさせてから前記充填具から取り外し、前記筒状体の前記一端の開口部を上方に向け、前記一端の開口部に前記流動性ペーストと密着するように前記シート状部材を被せて、前記シート状部材と前記流動性ペーストのペースト接合面とを密着させるカバー工程と、
前記成形型に充填された前記流動性ペーストを硬化させる硬化工程と
を含むことを特徴とする歯科加工用ブランクの製造方法。
【請求項9】
2層構造のハイブリッドレジンから構成される被切削部を有する歯科加工用ブランクの製造方法であって、
前記被切削部の各層を形成する前記ハイブリッドレジンの原料である、重合性単量体、無機フィラーおよび熱重合開始剤を含む熱重合硬化性を有する互いに組成の異なる第1流動性ペースト及び第2流動性ペーストを準備する原料準備工程と、
二つの筒状体ユニットに分割可能な筒状体と、前記一対の保持部材が共に前記可動板である請求項6に記載の成形型を準備し、前記筒状体を2つの筒状体ユニットに分割すると共に、各筒状体ユニットの前記一端の開口部に夫々1つの前記可動板が嵌挿された、第1成形型ユニット及び第2成形型ユニットを準備する成形型ユニット準備工程と、
上面に平坦な支持面を有する充填盤と、前記支持面に設けられた充填ノズルとしての開口と、前記充填盤の内部に形成され前記開口に向けて前記流動性ペーストを導くペースト流路と、を有する充填具を用い、前記第1成形型ユニットの内部に前記第1流動性ペーストを充填するとともに、前記第2成形型ユニットの内部に前記第2流動性ペーストを充填する充填工程と
を含み、
前記充填工程では、前記第1成形型ユニットおよび前記第2成形型ユニットを、前記可動板が少なくとも前記充填具の前記開口を含む前記支持面と対向する位置に載置し、前記第1成形型ユニットおよび前記第2成形型ユニットが移動しないように保持した後、前記充填ノズルから前記第1流動性ペースト及び前記第2流動性ペーストを夫々吐出して前記可動板を前記他端へ向けて押し上げながら摺動させ、前記第1成形型ユニットに前記第1流動性ペーストを充填するとともに、前記第2成形型ユニットに前記第2流動性ペーストを充填し、前記第1流動性ペーストおよび前記第2流動性ペーストに平面状又は前記筒状体の外方へ凸曲面状となるペースト接合面を形成し、
前記製造方法は、
前記充填工程により前記ペースト接合面を有する前記第1成形型ユニット及び前記第2成形型ユニットを中心軸が一致するように積層して、前記ペースト接合面を互いに重ね合わせることで前記第1流動性ペーストと前記第2流動性ペーストとを密着させ、前記流動性ペーストの積層体を形成すると共に、前記一対の前記可動板からなる前記一対の支持部材によって両端が塞がれた前記筒状体からなる前記成形型の内部に前記積層体が充填された状態とする積層工程と、
前記積層工程によって得られた、前記成形型内に充填された前記流動性ペーストの前記積層体を硬化させて硬化させる硬化工程と
をさらに含む、
ことを特徴とする2層構造のハイブリッドレジンから構成される被切削部を有する歯科加工用ブランクの製造方法。
【請求項10】
3以上の整数であるn個の層を有する多層構造のハイブリッドレジンから構成される被切削部を有する歯科加工用ブランクの製造方法であって、
前記被切削部の各層を形成する前記ハイブリッドレジンの原料である、重合性単量体、無機フィラーおよび熱重合開始剤を含む熱重合硬化性を有する互いに組成の異なる、前記n個の層に対応するn種の流動性ペーストを準備する原料準備工程と、
前記n個の層に対応するn個の筒状体ユニットに分割可能な前記筒状体と、1対の保持部材が共に前記可動板である請求項6に記載の成形型を準備し、前記n個の筒状体ユニットを、連結して前記筒状体を構成したときに、前記筒状体の前記一端から前記他端に向かって、前記一端に位置する筒状体ユニットが第1筒状体となり、前記他端に位置する筒状体ユニットが第n筒状体となるように番号付けをして分割すると共に、分割された各筒状体ユニットの前記一端の開口部に夫々1つの前記可動板が嵌挿された、第1成形型ユニット~第n成形型ユニットからなるn個の成形型ユニットを準備する成形型ユニット準備工程と、
上面に平坦な支持面を有する充填盤と、前記支持面に設けられた充填ノズルとしての開口と、前記充填盤の内部に形成され前記開口に向けて前記流動性ペーストを導くペースト流路と、を有する充填具を用いて、前記n個の成形型ユニットの内部に、互いに種類の異なる前記n種の流動性ペーストの内の1種を夫々充填する充填工程と
を含み、
前記充填工程では、前記n個の各成形型ユニットを、前記可動板が少なくとも前記充填具の前記開口を含む前記支持面と対向する位置に載置し、前記各成形型ユニットが移動しないように保持した後、前記充填ノズルから充填すべき前記流動性ペーストを夫々吐出して前記可動板を前記他端へ向けて押し上げながら摺動させ、前記各成形型ユニットの内部に前記各流動性ペーストを充填して前記各流動性ペーストを平面状又は前記筒状体の外方へ凸曲面状のペースト接合面を形成し、
前記製造方法は、
前記充填工程により前記ペースト接合面を有する前記第1成形型ユニット及び第2成形型ユニットを中心軸が一致するように積層して、前記ペースト接合面を互いに重ね合わせることで前記流動性ペースト同士を密着させ、前記流動性ペーストの積層体を形成すると共に前記一対の前記可動板からなる前記一対の支持部材によって両端が塞がれた第1筒状体ユニットと第2筒状体ユニットとの連結体の内部に前記積層体が充填された状態とした後に、前記第2筒状体ユニットの前記可動板のみを取り外して前記流動性ペーストを平面状又は前記連結体の外方へ凸曲面状の前記ペースト接合面を形成する、最初の積層工程と、
前記ペースト接合面が形成された前記連結体と、連結面が形成された第3成形型ユニットを、中心軸が一致するように積層して、前記ペースト接合面を互いに重ね合わせることで前記流動性ペースト同士を密着させ、3層からなる前記流動性ペーストの前記積層体を形成すると共に前記一対の前記可動板からなる前記一対の支持部材によって両端が塞がれた前記第1筒状体~第3筒状体の前記連結体の内部に前記積層体が充填された状態とし、後に前記第3成形型ユニットの前記可動板のみを取り外して前記流動性ペーストを平面状又は前記連結体の外方へ凸曲面状の前記ペースト接合面を形成する、という操作を、第1成形型ユニット~第(n-1)成形型ユニットの前記連結体内に(n-1)層からなる前記流動性ペーストの前記積層体が充填されると共に前記ペースト接合面が形成された前記連結体が得られるまで繰り返す中間積層工程と、
前記第1成形型ユニット~前記第(n-1)成形型ユニットの前記連結体と、第n成形型ユニットを、中心軸が一致するように積層して、前記ペースト接合面を互いに重ね合わせることで前記流動性ペースト同士を密着させ、n層からなる前記流動性ペーストの前記積層体を形成すると共に前記一対の前記可動板からなる前記一対の支持部材によって両端が塞がれた前記筒状体からなる前記成形型の内部に前記積層体が充填された状態とする最終積層工程と、
前記最終積層工程によって得られた、前記成形型内に充填された前記流動性ペーストの前記積層体を硬化させて硬化させる硬化工程と
をさらに含む、
ことを特徴とする3以上の整数であるn個の層を有する多層構造のハイブリッドレジンから構成される被切削部を有する歯科加工用ブランクの製造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、歯科加工用ブランクの成形型及び製造方法に関する。
続きを表示(約 1,900 文字)
【背景技術】
【0002】
歯科治療の分野において、歯の欠損部位を補綴するため、金属アレルギーの心配がなく審美性に優れる非金属製の歯科用補綴物が用いられている。歯科用補綴物は、非金属材料からなる歯科加工用ブランクから、CAD/CAMシステムを用いて容易に製造することができる。
【0003】
特許文献1は、CAD/CAMシステムを開示している。CAD/CAMシステムは、口腔内の撮影画像から、コンピュータ支援設計(CAD:Computer Adid Design)およびコンピュータ支援製造(CAM:Computer Aided Manufacturing)技術に基づくCAD/CAM装置を用いて、歯科加工用ブランクを切削加工するシステムである。
【0004】
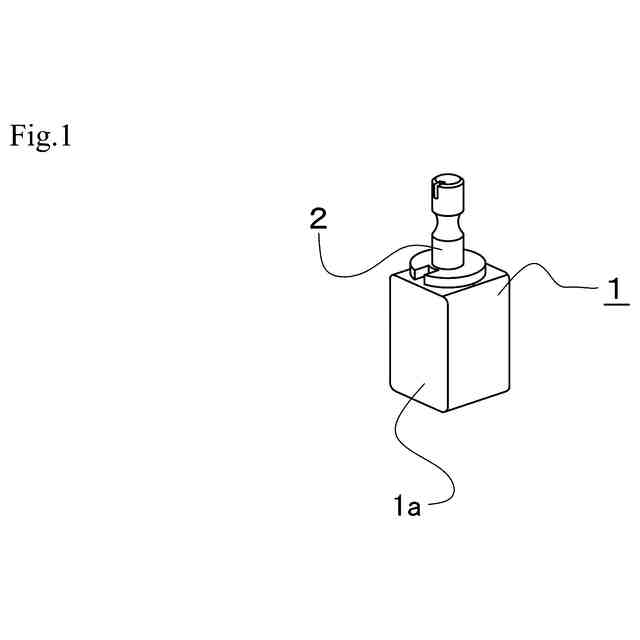
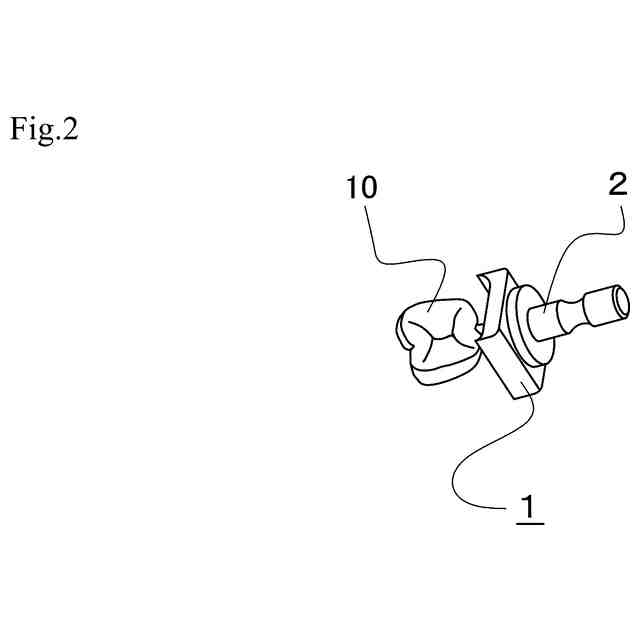
また、歯科加工用ブランクは、CAD/CAMシステムの切削加工機に取り付け可能な被切削体(以下、「ミルブランク」とも称する。)である。歯科加工用ブランクは、被切削部と、被切削部を切削加工機に取り付け可能な保持部と、を有する。
【0005】
近年では、重合性単量体マトリックス中に無機フィラー(無機充填材)が高密度で分散した複合材料である「ハイブリッドレジン」(以下、「HR」とも称する。)からなる被切削部を有するミルブランク(以下、「HRミルブランク」とも称する。)が急速に普及している。
【0006】
HRミルブランクの被切削部の製造方法として、直方体状、円柱状、板状または盤状といった所期の被切削部形状に対応する形状を有する型内で、重合性単量体、無機フィラーおよび重合開始剤を含む重合硬化性組成物からなるHR原料ペーストを、加圧および加熱して重合硬化させる方法が、一般的に用いられている。
【0007】
特許文献1は、上記のような製造方法を開示している。すなわち、特許文献1に開示の歯科用レジンブロックを製造する方法は、熱可塑性樹脂又はシリコーン樹脂により形成された内外の圧力が等しくなる手段を具備する型に、歯科用レジンブロックとなる硬化前の材料を注入する。次に、歯科用レジンブロックとなる硬化前の材料が注入された型ごと全体的に所定の圧力とすることが可能な容器に入れ、型及び型に注入された硬化前の材料を1.0MPa以上で加圧する。最後に、型及び型に注入された硬化前の材料を60℃以上で加熱する。
【0008】
特許文献1には、この製造方法では、金属製ではない型に硬化前の組成物を入れ、型ごと全体的に所定の圧力とすることが可能な容器に入れて加圧および加熱を行い、型の内外の圧力が等しくなるように重合させるので、ブロック内における気泡の発生や、加工時の割れの発生を抑制できる、と開示されている。
【0009】
しかし、特許文献1に記載された方法によれば、型にHR原料ペーストを隙間なく充填するためには、ペーストを、シリンジ等を用いて静かに注入する必要がある。また、HR原料ペーストとして、物性向上のためにフィラー充填率を高めた流動性の低いものを用いると、HR原料ペーストが型の隅角部に流れ込まずに充填不良が生じることがあり、型内への定量充填が困難となる可能性がある。
【0010】
これに対し、フィラー充填率を高めた流動性の低いHR原料ペーストを型内に良好に充填する方法が知られている。すなわち、特許文献2には、無機フィラー充填率が高く流動性の低い流動性ペーストを用いた場合であっても、各層の界面に乱れや空隙等の欠陥を生じさせることなく多層構造の歯科加工用ブランクを製造する方法が開示されている。すなわち、「少なくとも第1層と第2層とを有する多層構造の歯科加工用ブランクの製造方法において、少なくとも一面が開口された型枠ユニットである第一型枠ユニットに、第1層が成形される、硬化性組成物からなり、所望の形状保持性を有する第一の流動性ペーストを充填すると共に、少なくとも一面が開口された型枠ユニットである第二型枠ユニットに、第2層が成形される、硬化性組成物からなり、所望の形状保持性を有する第二の流動性ペーストを充填する充填工程、前記第一型枠ユニットと前記第二型枠ユニットの開口部同士を合わせて、前記第一の流動性ペーストと前記第二の流動性ペーストを密着させて接合させて、少なくとも前記第一の流動性ペーストからなる第1層及び第二の流動性ペーストからなる第2層を含む多層構造の積層体を得る積層工程、及び前記多層構造の積層体を硬化させる硬化工程、を含むことを特徴とする多層構造の歯科加工用ブランクの製造方法」が開示されている。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
健康器具
5か月前
個人
歯茎みが品
6か月前
個人
鼾防止用具
5か月前
個人
短下肢装具
15日前
個人
脈波測定方法
5か月前
個人
導電香
6か月前
個人
マッサージ機
6か月前
個人
塗り薬塗り具
7か月前
個人
嚥下鍛錬装置
1か月前
個人
洗井間専家。
4か月前
個人
前腕誘導装置
19日前
個人
白内障治療法
4か月前
個人
脈波測定方法
5か月前
個人
染毛方法
8か月前
個人
バッグ式オムツ
1か月前
個人
収納容器
7か月前
個人
歯の修復用材料
1か月前
個人
クリップ
6か月前
個人
矯正椅子
2か月前
個人
ホバーアイロン
3か月前
個人
健康器具
7か月前
個人
片足歩行支援具
6か月前
個人
シャンプー
3か月前
個人
哺乳瓶冷まし容器
13日前
個人
口内洗浄具
5か月前
三生医薬株式会社
錠剤
4か月前
個人
歯の保護用シール
2か月前
個人
車椅子持ち上げ器
4か月前
個人
陣痛緩和具
1か月前
個人
眼科診療車
6か月前
個人
性行為補助具
5日前
株式会社八光
剥離吸引管
2か月前
個人
服薬支援装置
4か月前
株式会社大野
骨壷
1か月前
個人
除菌システム
6か月前
株式会社 MTG
浴用剤
6か月前
続きを見る
他の特許を見る




 特許ウォッチ
特許ウォッチ