TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025084408
公報種別
公開特許公報(A)
公開日
2025-06-03
出願番号
2023198292
出願日
2023-11-22
発明の名称
樹脂成形装置の制御方法および樹脂成形装置
出願人
トヨタ紡織株式会社
代理人
個人
,
個人
主分類
B29C
45/76 20060101AFI20250527BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】稼働効率の低下を抑えることのできる樹脂成形装置の制御方法および樹脂成形装置を提供する。
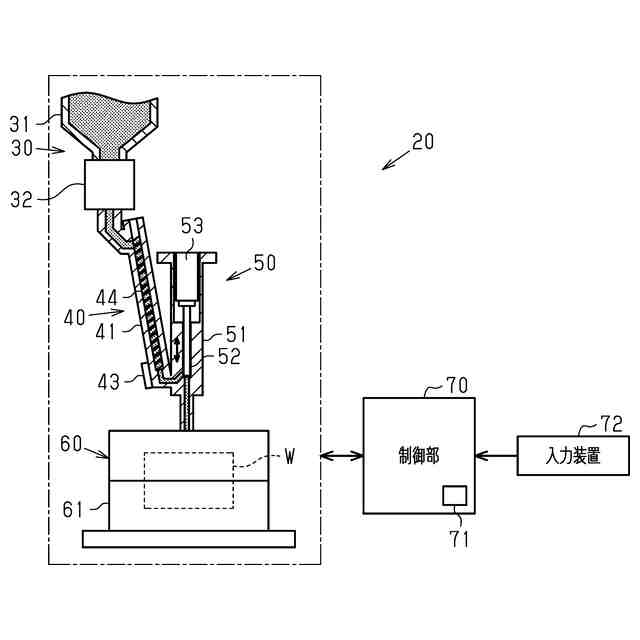
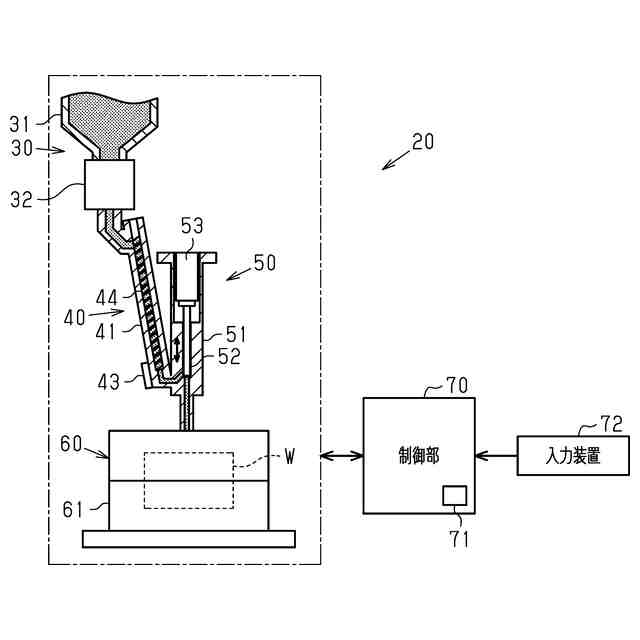
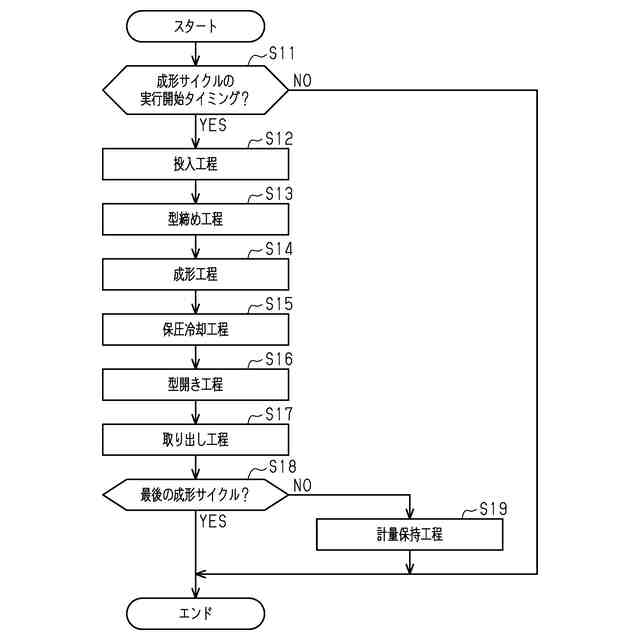
【解決手段】樹脂成形装置20は、計量保持部50と成形部60とを備える。計量保持部50は、溶融状態の樹脂材料を計量するとともに該計量した所定量の樹脂材料を保持する。成形部60は、計量保持部50に保持されている所定量の樹脂材料を使用してロータコアを含むワークWに樹脂材を成形する。成形部60によって樹脂材を成形する成形工程と、成形工程の後に計量保持部50による樹脂材料の計量および樹脂材料の保持を実行する計量保持工程とを含む一連の工程を一回の成形サイクルとする。予め定められた所定回数にわたり繰り返し実行される成形サイクルのうち、最後に実行される成形サイクルにおいては、計量保持部50による樹脂材料の計量と樹脂材料の保持とを実行しない。
【選択図】図4
特許請求の範囲
【請求項1】
溶融状態の樹脂材料を計量するとともに該計量した所定量の樹脂材料を保持する計量保持部と、前記計量保持部に保持されている前記所定量の樹脂材料を使用してモータコアを含む成形対象品に樹脂材を成形する成形部と、を備える樹脂成形装置であり、且つ、
前記成形部によって前記樹脂材を成形する成形工程と、前記成形工程の後に前記計量保持部による前記樹脂材料の計量および前記樹脂材料の保持を実行する計量保持工程と、を含む一連の工程を一回の成形サイクルとする前記樹脂成形装置の制御方法であって、
予め定められた所定回数にわたり繰り返し実行される前記成形サイクルのうち、最後に実行される前記成形サイクルにおいては、前記計量保持部による前記樹脂材料の計量と前記樹脂材料の保持とを実行しない、
樹脂成形装置の制御方法。
続きを表示(約 720 文字)
【請求項2】
前記樹脂成形装置は、
前記計量保持部に接続され、前記計量保持部による計量対象の樹脂材料を溶融させつつ貯留する貯留部と、
前記貯留部に樹脂材料を供給する供給部と、を備え、
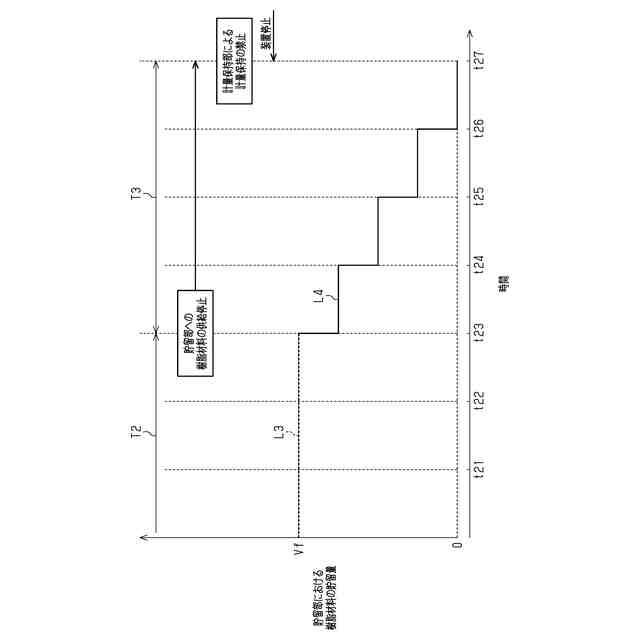
前記最後の前記成形サイクルにおける前記成形工程の実行によって前記貯留部に貯留される樹脂材料と前記計量保持部に保持される樹脂材料とを使い切るようになるタイミングで、前記供給部による前記貯留部への樹脂材料の供給を停止させる、
請求項1に記載の樹脂成形装置の制御方法。
【請求項3】
前記最後の前記成形サイクルの実行後における前記樹脂成形装置の停止期間において前記成形対象品の切り替えが行われる場合に、前記最後の前記成形サイクルにおいては前記計量保持部による前記樹脂材料の計量と前記樹脂材料の保持とを実行しないようにする、
請求項1または2に記載の樹脂成形装置の制御方法。
【請求項4】
溶融状態の樹脂材料を計量するとともに該計量した所定量の樹脂材料を保持する計量保持部と、
前記計量保持部に保持されている前記所定量の樹脂材料を使用してモータコアを含む成形対象品に樹脂材を成形する成形部と、
前記成形部が作動するとともに同成形部による前記樹脂材の成形完了後に前記計量保持部が作動する成形サイクルを繰り返し実行するサイクル実行部と、
予め定められた所定回数にわたり繰り返し実行される前記成形サイクルのうち、最後に実行される前記成形サイクルにおいては、前記計量保持部による前記樹脂材料の計量および前記樹脂材料の保持を禁止する実行禁止部と、を備える樹脂成形装置。
発明の詳細な説明
【技術分野】
【0001】
本発明は、樹脂成形装置の制御方法および樹脂成形装置に関するものである。
続きを表示(約 1,800 文字)
【背景技術】
【0002】
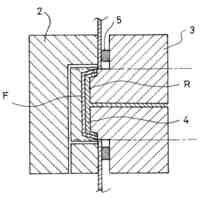
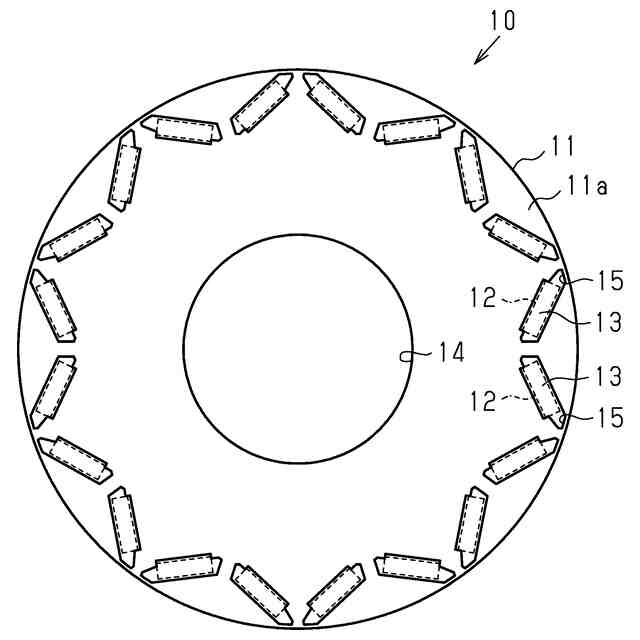
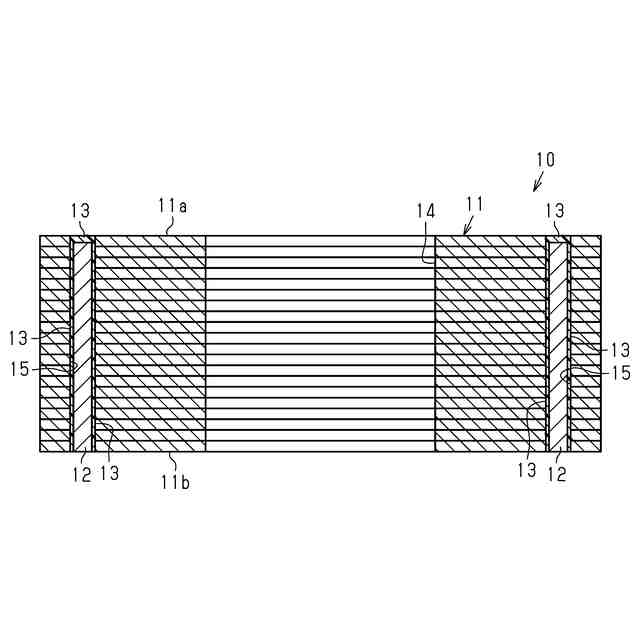
回転電機のモータコアに樹脂材を成形することが多用されている(例えば、特許文献1)。特許文献1では、モータコアの磁石収容孔に磁石が収容された状態で、同磁石収容孔と磁石との隙間に樹脂材が成形される。この樹脂材により、モータコアに対して磁石が固定される。
【0003】
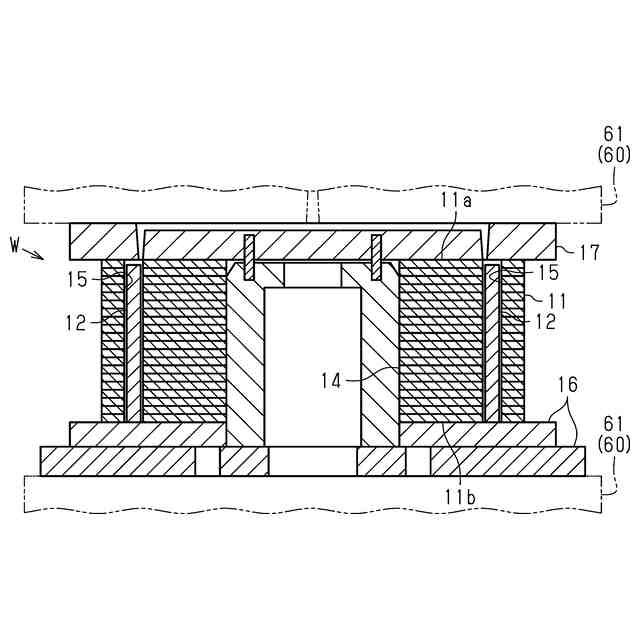
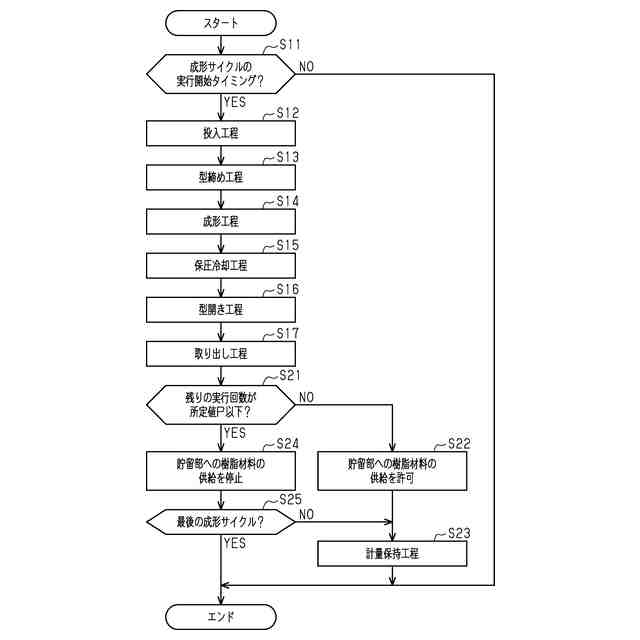
モータコアに樹脂材を成形する際には、射出成形機などの樹脂成形装置を利用して、投入工程、成形工程、および取り出し工程を含む一連の工程、すなわち成形サイクルが繰り返し実行される。投入工程では、磁石収容孔に磁石が収容された状態のモータコアが樹脂成形装置に投入される。その後の成形工程では、樹脂成形装置により磁石収容孔に樹脂材が成形される。その後の取り出し工程では、樹脂成形装置からモータコアが取り出される。
【0004】
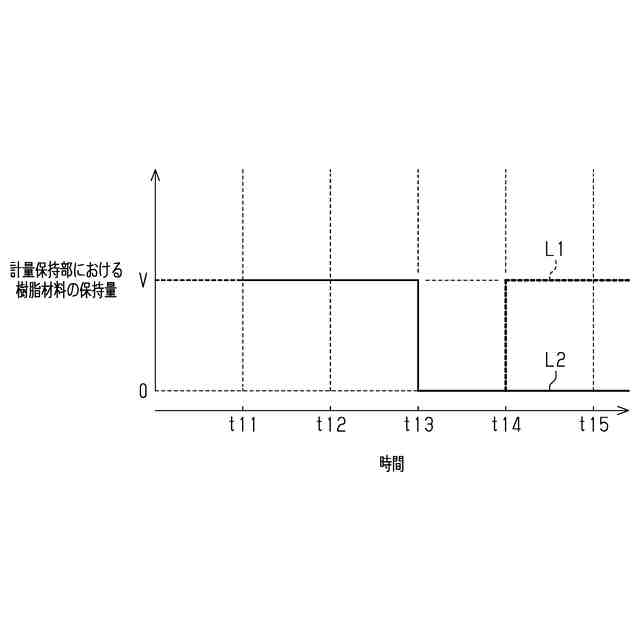
また、こうした樹脂成形装置において、次回の成形サイクルにおける成形工程での利用に備えて、今回の成形サイクルにおける成形工程の完了後に、計量した所定量の樹脂材料を樹脂成形装置の内部に保持する計量保持工程を実行することが多用されている。
【先行技術文献】
【特許文献】
【0005】
特許第4688950号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
上記樹脂成形装置では、操業停止や成形対象品の切り替えに際して同樹脂成形装置の作動が停止されると、計量保持工程において樹脂成形装置の内部に保持された所定量の樹脂材料が、同樹脂成形装置の内部に残ったままになる。
【0007】
そのため、樹脂成形装置の作動停止に合わせて、成形工程で使用される樹脂材料が変更される場合や、同樹脂材料の使用量が変更される場合には、樹脂成形装置の作動を再開する前に、同樹脂成形装置の内部に残っている樹脂材料を取り除く除去作業が必要になる。この場合、そうした除去作業が必要になる分だけ樹脂成形装置の稼働効率の低下を招いてしまう。
【課題を解決するための手段】
【0008】
上記課題を解決するための樹脂成形装置の制御方法は、溶融状態の樹脂材料を計量するとともに該計量した所定量の樹脂材料を保持する計量保持部と、前記計量保持部に保持されている前記所定量の樹脂材料を使用してモータコアを含む成形対象品に樹脂材を成形する成形部と、を備える樹脂成形装置であり、且つ、前記成形部によって前記樹脂材を成形する成形工程と、前記成形工程の後に前記計量保持部による前記樹脂材料の計量および前記樹脂材料の保持を実行する計量保持工程と、を含む一連の工程を一回の成形サイクルとする前記樹脂成形装置の制御方法であって、予め定められた所定回数にわたり繰り返し実行される前記成形サイクルのうち、最後に実行される前記成形サイクルにおいては、前記計量保持部による前記樹脂材料の計量と前記樹脂材料の保持とを実行しない。
【0009】
前記課題を解決するための樹脂成形装置は、溶融状態の樹脂材料を計量するとともに該計量した所定量の樹脂材料を保持する計量保持部と、前記計量保持部に保持されている前記所定量の樹脂材料を使用してモータコアを含む成形対象品に樹脂材を成形する成形部と、前記成形部が作動するとともに同成形部による前記樹脂材の成形完了後に前記計量保持部が作動する成形サイクルを繰り返し実行するサイクル実行部と、予め定められた所定回数にわたり繰り返し実行される前記成形サイクルのうち、最後に実行される前記成形サイクルにおいては、前記計量保持部による前記樹脂材料の計量および前記樹脂材料の保持を禁止する実行禁止部と、を備える。
【0010】
上記構成および上記制御方法によれば、樹脂成形装置の作動が停止するときに、同樹脂成形装置の計量保持部に樹脂材料が残っていない状態にすることができる。これにより、樹脂成形装置の作動を再開する前に、計量保持部に残っている不要な樹脂材料を取り除く除去作業が不要になる。そのため、除去作業が不要になる分だけ、樹脂成形装置の稼働効率の低下を抑えることができる。
【図面の簡単な説明】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
東レ株式会社
吹出しノズル
6か月前
CKD株式会社
型用台車
5か月前
東レ株式会社
プリプレグテープ
8か月前
シーメット株式会社
光造形装置
5か月前
東レ株式会社
フィルムの製造方法
2か月前
個人
射出ミキシングノズル
8か月前
株式会社日本製鋼所
押出機
8か月前
グンゼ株式会社
ピン
5か月前
株式会社FTS
ロッド
4か月前
日機装株式会社
加圧システム
1か月前
個人
樹脂可塑化方法及び装置
4か月前
株式会社カワタ
計量混合装置
16日前
トヨタ自動車株式会社
射出装置
3か月前
株式会社FTS
成形装置
5か月前
東レ株式会社
樹脂フィルムの製造方法
16日前
株式会社漆原
シートの成形方法
13日前
株式会社シロハチ
真空チャンバ
7か月前
株式会社リコー
画像形成システム
6か月前
株式会社FTS
セパレータ
4か月前
株式会社日本製鋼所
押出成形装置
8か月前
株式会社コスメック
射出成形装置
10日前
株式会社日本製鋼所
押出成形装置
8か月前
株式会社不二越
射出成形機
2か月前
株式会社不二越
射出成形機
2か月前
株式会社不二越
射出成形機
2か月前
株式会社神戸製鋼所
混練機
3か月前
TOWA株式会社
成形型清掃用のブラシ
8か月前
東レ株式会社
炭素繊維シートの製造方法
1か月前
株式会社不二越
射出成形機
10日前
三菱自動車工業株式会社
予熱装置
8か月前
トヨタ自動車株式会社
3Dプリンタ
6か月前
東レ株式会社
溶融押出装置および押出方法
5か月前
日東工業株式会社
インサート成形機
6か月前
株式会社リコー
シート処理システム
9か月前
個人
ノズルおよび熱風溶接機
5か月前
株式会社ニフコ
樹脂製品の製造方法
7か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ