TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025079985
公報種別
公開特許公報(A)
公開日
2025-05-23
出願番号
2023192913
出願日
2023-11-13
発明の名称
計量混合装置
出願人
株式会社カワタ
代理人
個人
主分類
B29B
7/28 20060101AFI20250516BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】計量対象の原料の変更の際における清掃作業の手間を軽減できる、計量混合装置を提供する。
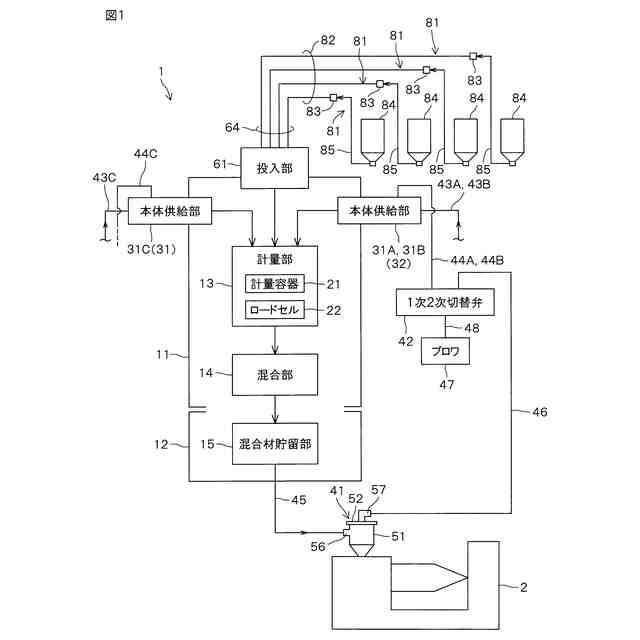
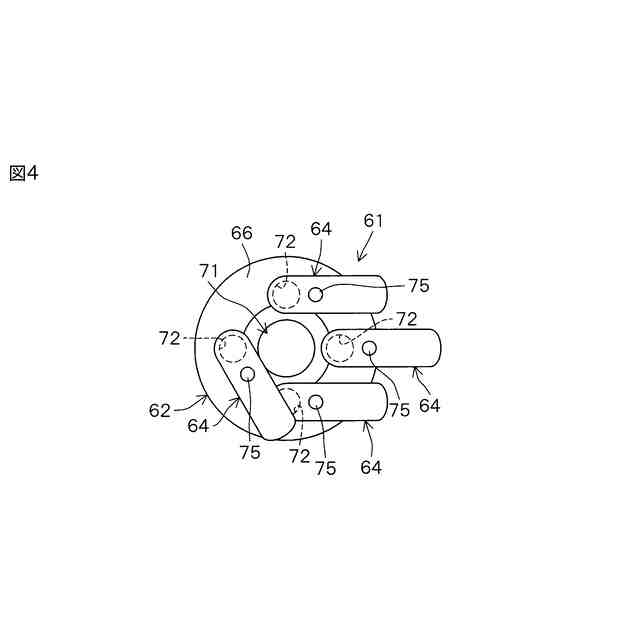
【解決手段】計量混合装置1は、計量容器21に収容された原料を計量する計量部13と、原料を計量容器21に供給する本体供給部31と、本体供給部31による供給対象の原料とは異なる種類の原料を計量部13に向けて供給する外部供給部81と、外部供給部81が接続される投入管64を備え、外部供給部81により供給される原料を滞留させずに投入管64を通して計量容器21に投入する投入部61と、計量部13により複数種類の原料の各定量が計量されるように、本体供給部31および外部供給部81の各供給動作を制御する制御部とを含む。
【選択図】図1
特許請求の範囲
【請求項1】
計量容器に収容された原料を計量する計量部と、
原料を前記計量容器に供給する第1供給部と、
前記第1供給部による供給対象の原料とは異なる種類の原料を前記計量部に向けて供給する第2供給部と、
前記第2供給部が接続される投入管を備え、前記第2供給部により供給される原料を滞留させずに前記投入管を通して前記計量容器に投入する投入部と、
前記計量部により複数種類の原料の各定量が計量されるように、前記第1供給部および前記第2供給部の各供給動作を制御する制御部と、を含む、計量混合装置。
続きを表示(約 1,000 文字)
【請求項2】
前記投入管は、垂直方向の上方に延びる直管部と、一端が前記直管部に接続されて、他端が前記垂直方向に対する斜め下方に向いて開口する入口管部と、を有している、請求項1に記載の計量混合装置。
【請求項3】
前記入口管部には、前記投入管から原料をパージするためのエアを前記管内に導入するパージポートが設けられている、請求項3に記載の計量混合装置。
【請求項4】
前記入口管部は、前記直管部から上方に凸湾曲し、
前記パージポートは、前記凸湾曲した前記入口管部の上端に設けられている、請求項4に記載の計量混合装置。
【請求項5】
前記投入部は、下方に窄まる形状の側壁と、前記側壁の上端を閉鎖する天板と、を備え、
前記側壁の下端は、前記計量容器に向けて開口しており、
前記投入管は、前記天板に接続されて、管内が前記側壁に囲まれる空間と連通している、請求項1に記載の計量混合装置。
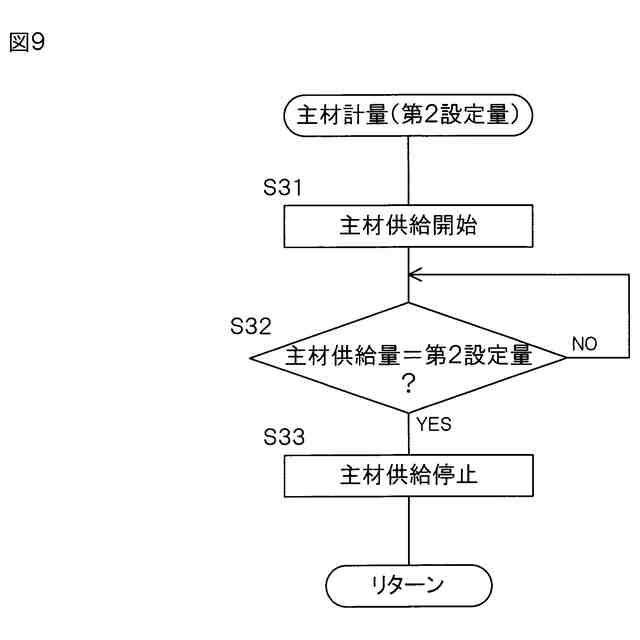
【請求項6】
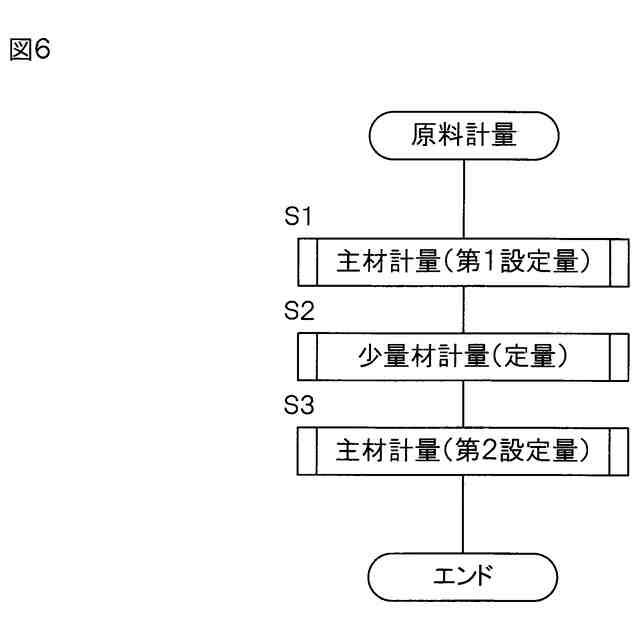
前記制御部は、1バッチ分の複数種類の原料の計量において、前記第1供給部の供給動作が複数回に分けて間欠的に行われ、前記第1供給部の供給動作と次の供給動作との間で、前記第2供給部の供給動作が行われるように、前記第1供給部および前記第2供給部の各供給動作を制御する、請求項1に記載の計量混合装置。
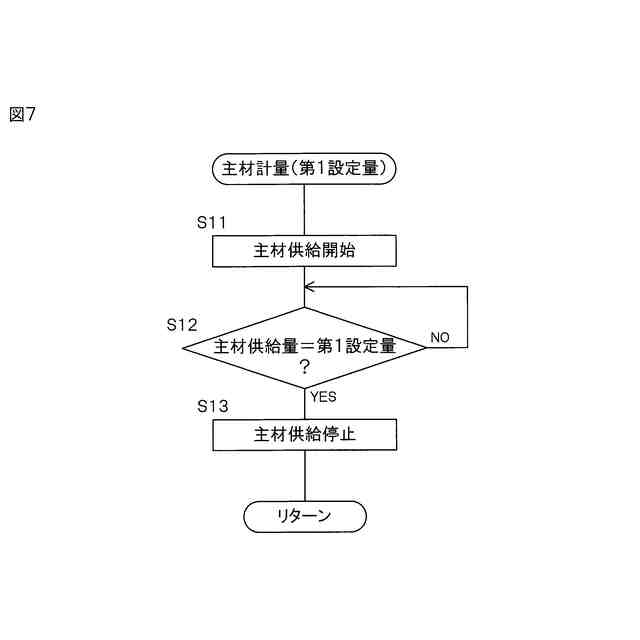
【請求項7】
前記制御部は、前記計量部による計量値を参照しつつ、前記第1供給部の供給動作を制御して、前記第1供給部による前記計量容器への原料の供給量が設定量に達すると、前記第1供給部の供給動作を停止させる、請求項6に記載の計量混合装置。
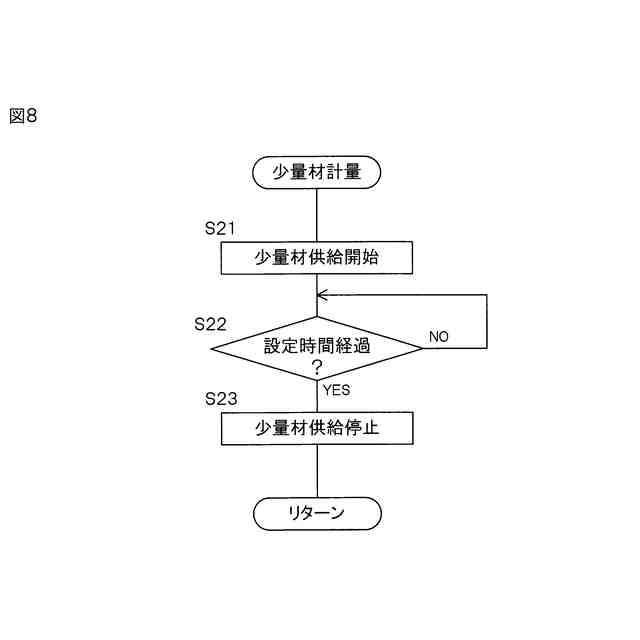
【請求項8】
前記制御部は、前記第2供給部の供給動作の開始から設定時間が経過すると、前記第2供給部の供給動作を停止させる、請求項6に記載の計量混合装置。
【請求項9】
前記制御部は、前記第2供給部の供給動作の停止後、前記計量部による計量値から、前記第2供給部の供給動作で前記計量容器に供給された原料の量を求め、その求めた量と前記第2供給部の供給動作で前記計量容器に供給されるべき定量との比較に基づいて、前記設定時間を補正する、請求項8に記載の計量混合装置。
【請求項10】
前記計量部により各定量が計量された複数種類の原料を混合する混合部、をさらに含む、請求項6に記載の計量混合装置。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は、複数種類の原料をそれぞれ計量して混合する計量混合装置に関する。
続きを表示(約 1,600 文字)
【背景技術】
【0002】
たとえば、樹脂成形品の製造工程では、プラスチックペレットや粉砕材、マスターバッチ(ペレット化された顔料)、添加剤など、樹脂成形品の原料となる粉粒体材料の各定量が混合された後、その混合された複数種類の粉粒体材料からなる成形材料が成形機に供給される。
【0003】
複数種類の粉粒体材料の各定量の混合には、計量混合装置が用いられる。計量混合装置の一例では、複数の供給ホッパが設けられており、計量混合装置の外部に設置された原料タンクが供給ホッパに1対1に接続されて、原料タンクに貯留されている粉粒体材料(原料)が供給ホッパに輸送される。供給ホッパには、スクリューフィーダが接続されており、スクリューフィーダの動作により、供給ホッパから粉粒体材料が計量ホッパに向けて排出される。複数の計量ホッパからの粉粒体材料が順次に計量ホッパに受けられて、計量ホッパで各粉粒体材料の定量が計量される。そして、粉粒体材料は、計量ホッパからミキシングドラムに移されて、ミキシングドラムで混合され、ミキシングドラムからローダホッパに輸送されて、ローダホッパから成形機に供給される。
【先行技術文献】
【特許文献】
【0004】
特開2019-64119号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
たとえば、成形材料に含まれるマスターバッチの変更、いわゆる色替えの際には、供給ホッパから原料タンクが切り離されて、その供給ホッパに別の原料タンクが接続される。供給ホッパやスクリューフィーダに元のマスターバッチが残っていて、元のマスターバッチと別の原料タンクから供給ホッパに新たに輸送されるマスターバッチとが混ざり、その混ざったマスターバッチを含む成形材料が成形機に供給されると、樹脂成形品に色ずれの不良が生じる。そのため、供給ホッパに別の原料タンクが接続される前に、供給ホッパおよびスクリューフィーダの入念な清掃により、供給ホッパおよびスクリューフィーダから元のマスターバッチが完全に排除される必要がある。
【0006】
しかし、供給ホッパおよびスクリューフィーダの入念な清掃は、とても手間がかかる作業であり、作業者にとって大きな負担である。
【0007】
本発明の目的は、計量対象の原料の変更の際における清掃作業の手間を軽減できる、計量混合装置を提供することである。
【課題を解決するための手段】
【0008】
前記の目的を達成するため、本発明の一の局面に係る計量混合装置は、計量容器に収容された原料を計量する計量部と、原料を計量容器に供給する第1供給部と、第1供給部による供給対象の原料とは異なる種類の原料を計量部に向けて供給する第2供給部と、第2供給部が接続される投入管を備え、第2供給部により供給される原料を滞留させずに投入管を通して計量容器に投入する投入部と、計量部により複数種類の原料の各定量が計量されるように、第1供給部および第2供給部の各供給動作を制御する制御部とを含む。
【0009】
この構成によれば、計量部の計量容器には、第1供給部により原料が供給される。また、投入部が投入管を備えており、投入管に第2供給部が接続されて、計量容器には、第2供給部により供給される原料が投入管を通して投入される。
【0010】
第2供給部により供給される原料の変更の際には、投入部から元の原料が排除されることにより、投入部の清掃を行うことなく、または、投入部の簡易な清掃を行うのみで、投入部で元の原料と変更後の新たな原料とが混ざることを防止できる。そして、投入部が第2供給部により供給される原料を滞留させずに投入管を通して計量容器に投入する構成としたことにより、投入部から元の原料を排除する清掃作業に要する手間を軽減することができる。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
東レ株式会社
吹出しノズル
7か月前
東レ株式会社
プリプレグテープ
9か月前
シーメット株式会社
光造形装置
6か月前
CKD株式会社
型用台車
6か月前
東レ株式会社
フィルムの製造方法
7日前
株式会社日本製鋼所
押出機
9か月前
東レ株式会社
フィルムの製造方法
1日前
グンゼ株式会社
ピン
7か月前
東レ株式会社
フィルムの製造方法
3か月前
個人
射出ミキシングノズル
9か月前
日機装株式会社
加圧システム
2か月前
株式会社FTS
ロッド
5か月前
個人
樹脂可塑化方法及び装置
5か月前
株式会社カワタ
計量混合装置
1か月前
株式会社リコー
シート剥離装置
11か月前
株式会社FTS
成形装置
6か月前
東レ株式会社
一体化成形品の製造方法
11か月前
株式会社シロハチ
真空チャンバ
8か月前
株式会社漆原
シートの成形方法
1か月前
トヨタ自動車株式会社
射出装置
4か月前
東レ株式会社
樹脂フィルムの製造方法
1か月前
株式会社不二越
射出成形機
3か月前
TOWA株式会社
成形型清掃用のブラシ
9か月前
三菱自動車工業株式会社
予熱装置
9か月前
株式会社リコー
画像形成システム
7か月前
株式会社不二越
射出成形機
1か月前
株式会社日本製鋼所
押出成形装置
10か月前
株式会社神戸製鋼所
混練機
4か月前
株式会社FTS
セパレータ
5か月前
株式会社日本製鋼所
押出成形装置
10か月前
東レ株式会社
炭素繊維シートの製造方法
2か月前
株式会社不二越
射出成形機
3か月前
株式会社不二越
射出成形機
3か月前
株式会社コスメック
射出成形装置
1か月前
トヨタ自動車株式会社
真空成形装置
2か月前
日東工業株式会社
インサート成形機
7か月前
続きを見る
他の特許を見る



 特許ウォッチ
特許ウォッチ