TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025082672
公報種別
公開特許公報(A)
公開日
2025-05-29
出願番号
2023196165
出願日
2023-11-17
発明の名称
射出成形装置
出願人
株式会社コスメック
代理人
個人
主分類
B29C
45/80 20060101AFI20250522BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】磁気を用いて金型を吸着面に保持して射出成形を行う射出成形装置において、金型を交換した場合でも、保持に関する異常を適切に検出する。
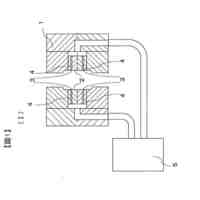
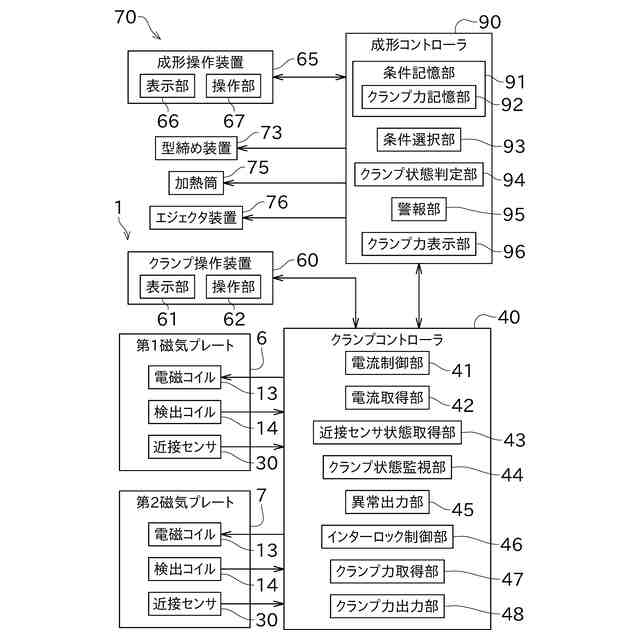
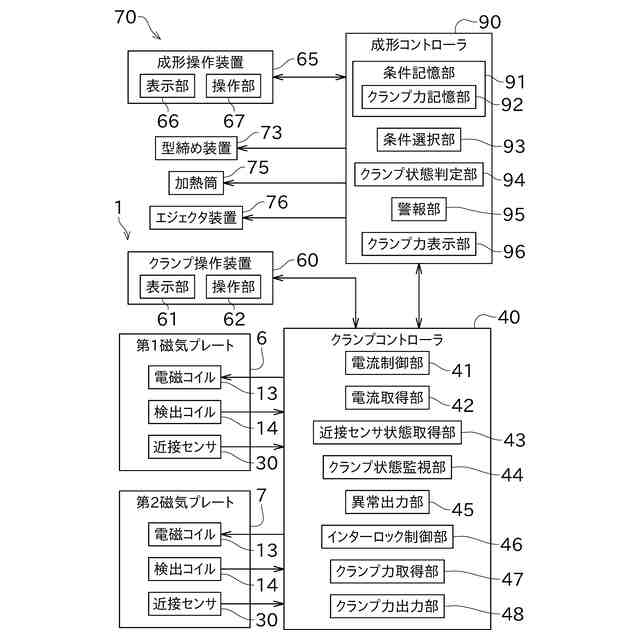
【解決手段】射出成形装置70は、磁気クランプ装置1によって金型をクランプした状態で射出成形を行う。射出成形装置70は、成形操作装置65と、成形コントローラ90と、を備える。成形操作装置65は、磁気クランプ装置1によるクランプ力、及び、クランプ力に関する異常判定閾値の少なくとも何れかを、金型に応じて予め複数登録可能である。成形コントローラ90は、射出成形動作を制御する。成形コントローラ90は、磁気クランプ装置1により金型をクランプした場合に、登録されたクランプ力又は異常判定閾値と、クランプ時に測定されたクランプ力と、に基づいて、クランプ力の異常判定を射出成形動作の前に行う。
【選択図】図4
特許請求の範囲
【請求項1】
磁気クランプ装置によって金型をクランプした状態で射出成形を行う射出成形装置であって、
前記磁気クランプ装置によるクランプ力、及び、前記クランプ力に関する異常判定閾値の少なくとも何れかを、金型に応じて予め複数登録可能な成形操作装置と、
射出成形動作を制御するコントローラと、
を備え、
前記コントローラは、クランプ状態判定部を備え、
前記クランプ状態判定部は、前記磁気クランプ装置により金型をクランプした場合に、登録された前記クランプ力又は前記異常判定閾値と、クランプ時に測定されたクランプ力と、に基づいて、クランプ力の異常判定を射出成形動作の前に行うことを特徴とする射出成形装置。
続きを表示(約 950 文字)
【請求項2】
請求項1に記載の射出成形装置であって、
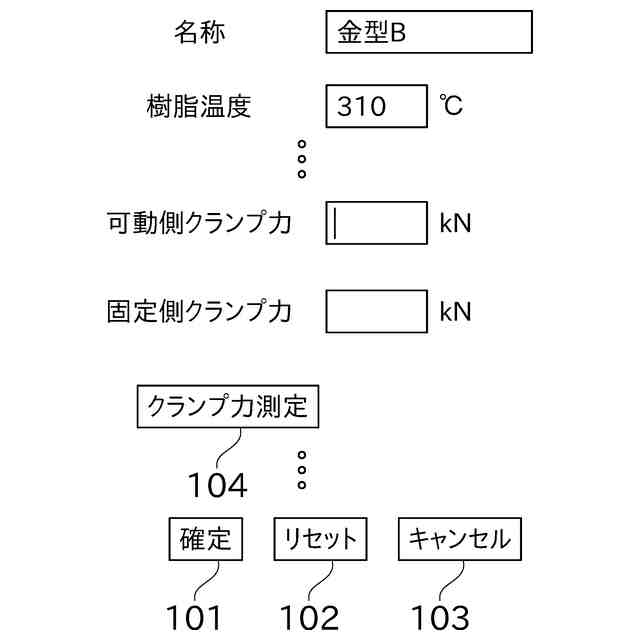
前記成形操作装置は、前記クランプ力及び前記異常判定閾値のうち少なくとも何れかを、金型の情報とともに予め登録可能であり、
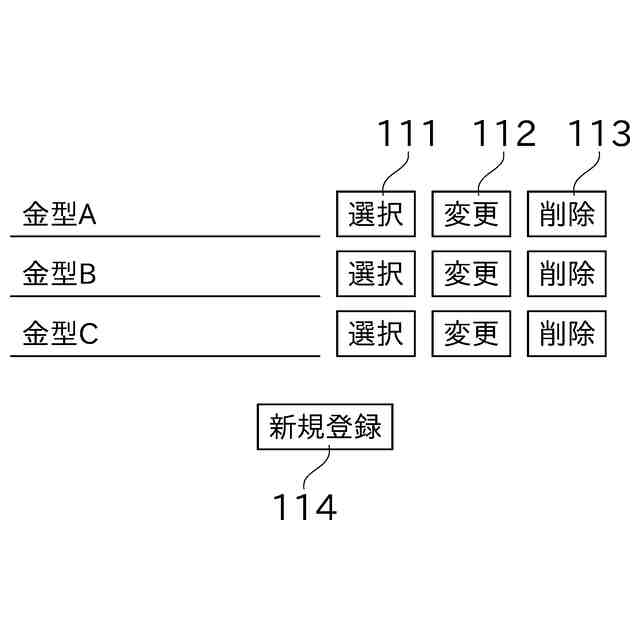
前記成形操作装置は、金型をクランプする前に、クランプ対象の金型を、予め登録された金型から選択する操作を行うことが可能であり、
前記クランプ状態判定部は、クランプ力の異常判定を、選択された金型に対応して記憶されている前記クランプ力又は前記異常判定閾値に基づいて行うことを特徴とする射出成形装置。
【請求項3】
請求項2に記載の射出成形装置であって、
前記コントローラは、クランプ力表示部を備え、
前記クランプ力表示部は、前記クランプ力及び前記異常判定閾値のうち少なくとも何れかを登録する場合に、前記磁気クランプ装置に金型をクランプさせ、このときに測定されたクランプ力の測定値を表示することを特徴とする射出成形装置。
【請求項4】
請求項2に記載の射出成形装置であって、
前記成形操作装置は、前記クランプ力及び前記異常判定閾値のうち少なくとも何れかと、成形条件とを、金型の情報とともに予め登録可能であり、
前記成形条件には、樹脂温度、金型温度、及び充填圧力のうち少なくとも何れかが含まれることを特徴とする射出成形装置。
【請求項5】
請求項1に記載の射出成形装置であって、
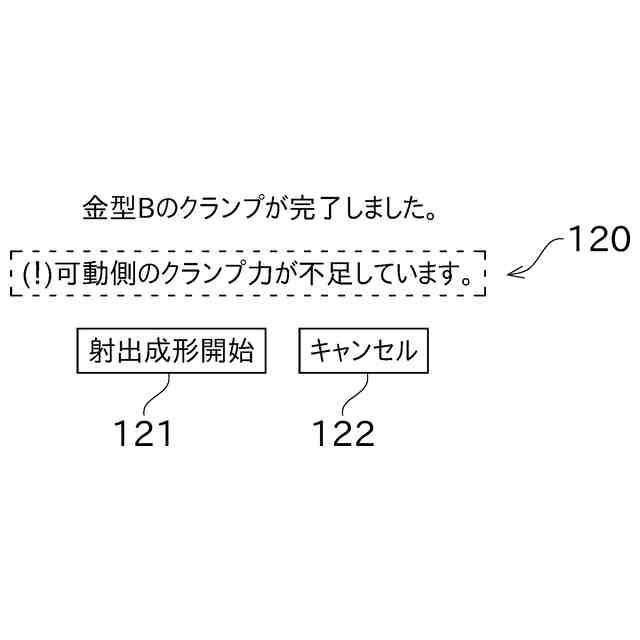
前記コントローラは、前記クランプ力に異常があると前記クランプ状態判定部が判定した場合に、警報を発生する警報部を備えることを特徴とする射出成形装置。
【請求項6】
請求項5に記載の射出成形装置であって、
前記磁気クランプ装置は、固定側と可動側のそれぞれにおいて前記金型をクランプし、
前記クランプ状態判定部によるクランプ力の異常判定は、固定側と可動側のそれぞれについて行われ、
固定側と可動側の一方だけにおいてクランプ力に異常があると前記クランプ状態判定部により判定された場合、前記警報部が発生する警報は、固定側と可動側の何れにおいてクランプ力に異常があるかを示す情報を含むことを特徴とする射出成形装置。
発明の詳細な説明
【技術分野】
【0001】
本発明は、磁気を用いて金型を吸着面に保持して射出成形を行う射出成形装置に関する。
続きを表示(約 1,300 文字)
【背景技術】
【0002】
特許文献1は、磁気クランプ装置によって金型部品をクランプする射出成形機械を開示する。特許文献1の磁気クランプ装置は、金型を固定する複数の磁気吸着ユニットを備える。磁気吸着ユニットにおいて印加される磁束は、金型部品に加えられる把持力を少なくともほぼ決定する。
【0003】
この磁気クランプ装置は、磁気クランプ装置の動作状態を検出する検出手段を備える。検出手段は、印加される磁束に応じた検出信号を出力するコイルを備える。磁束は継続的に監視され、把持力は、監視されている磁束に基づいて、継続的に計算される。磁束又は把持力のレベルが閾値を達成していない場合、警報状態が発動される。
【先行技術文献】
【特許文献】
【0004】
特表2005-515080号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
磁気クランプ装置を備える射出成形装置の多くは、様々な形状の金型を取替可能に装着することを想定している。十分な把持力を得るために磁気クランプ装置が生じさせるべき磁束は、金型等の大きさ等に応じて変化する。
【0006】
この点、特許文献1においては、金型の交換に伴って上述の閾値を変化させることが記載されていない。
【0007】
本発明は以上の事情に鑑みてされたものであり、その目的は、磁気を用いて金型を吸着面に保持して射出成形を行う射出成形装置において、金型を交換した場合でも、保持に関する異常を適切に検出することにある。
【発明の概要】
課題を解決するための手段及び効果
【0008】
本発明の解決しようとする課題は以上の如くであり、次にこの課題を解決するための手段とその効果を説明する。
【0009】
本発明の観点によれば、以下の構成の射出成形装置が提供される。即ち、この射出成形装置は、磁気クランプ装置によって金型をクランプした状態で射出成形を行う。前記射出成形装置は、成形操作装置と、コントローラと、を備える。前記成形操作装置は、前記磁気クランプ装置によるクランプ力、及び、前記クランプ力に関する異常判定閾値の少なくとも何れかを、金型に応じて予め複数登録可能である。前記コントローラは、射出成形動作を制御する。前記コントローラは、クランプ状態判定部を備える。前記クランプ状態判定部は、前記磁気クランプ装置により金型をクランプした場合に、登録された前記クランプ力又は前記異常判定閾値と、クランプ時に測定されたクランプ力と、に基づいて、クランプ力の異常判定を射出成形動作の前に行う。
【0010】
これにより、金型の脱落に繋がるクランプ力の異常を、射出成形を開始する前に検出することができる。金型に応じてクランプ力又は異常判定閾値を複数登録することができるので、クランプ力の異常判定の基準を、金型の交換に伴って簡単に変更することができる。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
個人
気泡緩衝材減容装置
1か月前
東レ株式会社
吹出しノズル
11か月前
豊田鉄工株式会社
金型
2か月前
CKD株式会社
型用台車
10か月前
シーメット株式会社
光造形装置
10か月前
グンゼ株式会社
ピン
10か月前
東レ株式会社
フィルムの製造方法
3か月前
東レ株式会社
フィルムの製造方法
3か月前
東レ株式会社
フィルムの製造方法
7か月前
個人
樹脂可塑化方法及び装置
9か月前
株式会社FTS
ロッド
9か月前
日機装株式会社
加圧システム
6か月前
東レ株式会社
フィルムの製造方法。
3か月前
株式会社カワタ
計量混合装置
5か月前
東レ株式会社
複合成形体の製造方法
11日前
株式会社FTS
成形装置
10か月前
東レ株式会社
樹脂フィルムの製造方法
5か月前
株式会社漆原
シートの成形方法
5か月前
株式会社シロハチ
真空チャンバ
12か月前
トヨタ自動車株式会社
射出装置
7か月前
NOK株式会社
樹脂ゴム複合体
1か月前
株式会社FTS
セパレータ
8か月前
株式会社不二越
射出成形機
4か月前
株式会社不二越
射出成形機
6か月前
株式会社コスメック
射出成形装置
4か月前
株式会社不二越
射出成形機
6か月前
株式会社不二越
射出成形機
6か月前
株式会社不二越
射出成形機
1か月前
株式会社神戸製鋼所
混練機
8か月前
株式会社リコー
画像形成システム
10か月前
東レ株式会社
炭素繊維シートの製造方法
6か月前
コイト電工株式会社
フレーム成形品
1か月前
東レ株式会社
溶融押出装置および押出方法
9か月前
株式会社バルカー
シートガスケット
26日前
東レ株式会社
繊維強化プラスチック構造体
2か月前
トヨタ自動車株式会社
3Dプリンタ
10か月前
続きを見る
他の特許を見る


 特許ウォッチ
特許ウォッチ