TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025084409
公報種別
公開特許公報(A)
公開日
2025-06-03
出願番号
2023198293
出願日
2023-11-22
発明の名称
造粒体の製造方法、及び造粒体
出願人
株式会社カネカ
代理人
弁理士法人 HARAKENZO WORLD PATENT & TRADEMARK
主分類
B29B
9/08 20060101AFI20250527BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】輸送ライン内での溶融を低減できる脂肪族ポリエステル系樹脂の造粒体の製造方法を提供する。
【解決手段】脂肪族ポリエステル系樹脂を含む粉体を、回転多孔ダイス式造粒機を用いて押出造粒する造粒工程を含む、脂肪族ポリエステル系樹脂を含む造粒体の製造方法。
【選択図】なし
特許請求の範囲
【請求項1】
脂肪族ポリエステル系樹脂を含む粉体を、回転多孔ダイス式造粒機を用いて押出造粒する造粒工程を含む、脂肪族ポリエステル系樹脂を含む造粒体の製造方法。
続きを表示(約 570 文字)
【請求項2】
前記造粒工程は、前記粉体を押出造粒するときの温度が、前記脂肪族ポリエステル系樹脂の融点よりも30℃~90℃低い工程である、請求項1に記載の造粒体の製造方法。
【請求項3】
前記粉体の嵩密度を100%としたときの前記造粒体の嵩密度が、70%~95%である、請求項1に記載の造粒体の製造方法。
【請求項4】
前記脂肪族ポリエステル系樹脂が、ポリ(3-ヒドロキシアルカノエート)である、請求項1~3の何れか一項に記載の造粒体の製造方法。
【請求項5】
脂肪族ポリエステル系樹脂を含む造粒体であって、
前記造粒体は、顆粒状であり、嵩密度が0.30g/cm
3
~0.40g/cm
3
である、造粒体。
【請求項6】
前記造粒体は、長軸径が1mm~10mmである、請求項5に記載の造粒体。
【請求項7】
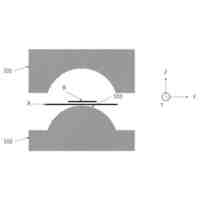
前記造粒体を、160℃に加熱した2枚の平板の間に配置し、当該2枚の平板に30秒間接触させた状態で、50%以上が溶融せずに残る、請求項5に記載の造粒体。
【請求項8】
前記脂肪族ポリエステル系樹脂が、ポリ(3-ヒドロキシアルカノエート)である、請求項5~7の何れか一項に記載の造粒体。
発明の詳細な説明
【技術分野】
【0001】
本発明は、造粒体の製造方法、及び造粒体に関する。
続きを表示(約 1,800 文字)
【背景技術】
【0002】
ポリヒドロキシアルカン酸(PHA)等の生分解性樹脂は生分解性を有することから、種々の用途への利用が進んでいる。例えば、特許文献1には、結晶化温度が120℃以上170℃以下であるポリ3-ヒドロキシブチレート系重合体をペレット状に造粒する製造方法が記載されている。
【先行技術文献】
【特許文献】
【0003】
特開2005-179386号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
上述のような、特許文献1に記載の脂肪族ポリエステル系樹脂の造粒体は、製造後、空気輸送などの輸送方法により、コンパウンド工程のための供給機に輸送される場合がある。このような輸送時において配管内にて造粒体が溶融することで生じる異物に起因して輸送ラインが閉塞し、その結果、造粒体の空気輸送が滞るという問題が生じることを、本発明者らは見出した。本発明者らが鋭意検討した結果、この異物は、脂肪族ポリエステル系樹脂の造粒体が輸送配管に衝突した際のエネルギーで溶融して生じるものであることを見出した。
【0005】
本発明は、上記問題に鑑みなされたものであり、その目的は、輸送ライン内での溶融を低減できる脂肪族ポリエステル系樹脂の造粒体の製造方法、及び造粒体を提供することにある。
【課題を解決するための手段】
【0006】
本発明者らは、前記課題を解決すべく鋭意検討を行った。その結果、脂肪族ポリエステルを含む粉体を、回転多孔ダイス式造粒機を用いて押出造粒する工程を含むことにより、前記課題を解決できることを見出し、本発明を完成するに至った。
【0007】
すなわち、本発明の一実施形態に係る造粒体の製造方法、及び造粒体は以下に示す構成を含むものである。
<1>脂肪族ポリエステル系樹脂を含む粉体を、回転多孔ダイス式造粒機を用いて押出造粒する造粒工程を含む、脂肪族ポリエステル系樹脂を含む造粒体の製造方法。
<2>前記造粒工程は、前記粉体を押出造粒するときの押出造粒温度が、前記脂肪族ポリエステル系樹脂の融点よりも30℃~90℃低い工程を含む、<1>に記載の造粒体の製造方法。
<3>前記粉体の嵩密度を100%としたときの前記造粒体の嵩密度が、70~95%である、<1>又は<2>に記載の造粒体の製造方法。
<4>前記脂肪族ポリエステル系樹脂が、ポリ(3-ヒドロキシアルカノエート)樹脂である、<1>~<3>の何れかに記載の造粒体の製造方法。
<5>脂肪族ポリエステル系樹脂を含む造粒体であって、前記造粒体は、顆粒状であり、嵩密度が0.30g/cm
3
~0.40g/cm
3
である、造粒体。
<6>前記造粒体は、長軸径が1mm~10mmである、<5>に記載の造粒体。
<7>前記造粒体を、160℃に加熱した2枚の平板の間に配置し、当該2枚の平板に30秒間接触させた状態で、50%以上が溶融せずに残る、<5>又は<6>に記載の造粒体。
<8>前記脂肪族ポリエステル系樹脂が、ポリ(3-ヒドロキシアルカノエート)樹脂である、<5>~<7>の何れかに記載の造粒体。
【発明の効果】
【0008】
本発明の一態様によれば、輸送ライン内での溶融を低減できる脂肪族ポリエステル系樹脂の造粒体の製造方法、及び造粒体を提供することができる。
【発明を実施するための形態】
【0009】
本発明の実施の一形態について、以下に詳細に説明する。なお、本明細書において特記しない限り、数値範囲を表す「A~B」は、「A以上、B以下」を意味する。また、本明細書中に記載された文献の全てが、本明細書中において参考文献として援用される。
【0010】
〔1〕本発明の概要
特許文献1に記載の脂肪族ポリエステル系樹脂の造粒体は、製造後、空気輸送などの輸送方法により、コンパウンド工程のための供給機に輸送される場合がある。このような輸送時において配管内にて造粒体が溶融することで生じる異物に起因して輸送ラインが閉塞し、その結果、造粒体の空気輸送が滞るという問題が生じることを、本発明者らは見出した。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
株式会社カネカ
樹脂粒子の製造方法
6日前
株式会社カネカ
太陽電池モジュール
3日前
株式会社カネカ
樹脂組成物、硬化性組成物および硬化物
3日前
株式会社カネカ
リサイクルポリエステル系樹脂を含む成形体
3日前
株式会社カネカ
モダクリル繊維の製造方法、及びモダクリル繊維
今日
株式会社カネカ
太陽電池モジュール製造方法および太陽電池モジュール
今日
株式会社カネカ
固体撮像素子パッケージおよび固体撮像素子パッケージ製造方法
3日前
東レ株式会社
吹出しノズル
6か月前
東レ株式会社
溶融紡糸設備
11か月前
シーメット株式会社
光造形装置
5か月前
CKD株式会社
型用台車
5か月前
東レ株式会社
プリプレグテープ
8か月前
グンゼ株式会社
ピン
5か月前
株式会社日本製鋼所
押出機
8か月前
東レ株式会社
フィルムの製造方法
2か月前
個人
射出ミキシングノズル
8か月前
株式会社FTS
ロッド
4か月前
株式会社カワタ
計量混合装置
17日前
個人
樹脂可塑化方法及び装置
4か月前
日機装株式会社
加圧システム
1か月前
株式会社漆原
シートの成形方法
14日前
東レ株式会社
一体化成形品の製造方法
10か月前
株式会社リコー
シート剥離装置
10か月前
帝人株式会社
成形体の製造方法
11か月前
株式会社シロハチ
真空チャンバ
7か月前
トヨタ自動車株式会社
射出装置
3か月前
株式会社FTS
成形装置
5か月前
東レ株式会社
樹脂フィルムの製造方法
17日前
株式会社不二越
射出成形機
11日前
株式会社FTS
セパレータ
4か月前
株式会社日本製鋼所
押出成形装置
8か月前
株式会社神戸製鋼所
混練機
3か月前
TOWA株式会社
成形型清掃用のブラシ
8か月前
株式会社日本製鋼所
押出成形装置
8か月前
株式会社リコー
画像形成システム
6か月前
株式会社不二越
射出成形機
2か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ