TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025084450
公報種別
公開特許公報(A)
公開日
2025-06-03
出願番号
2023198362
出願日
2023-11-22
発明の名称
射出成形機
出願人
住友重機械工業株式会社
代理人
個人
,
個人
主分類
B29C
45/78 20060101AFI20250527BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】ホットランナー型の金型を用いる射出成形機において、金型における成形材料の流路の部位と成形品が形成される部位とを個別に冷却可能とする。
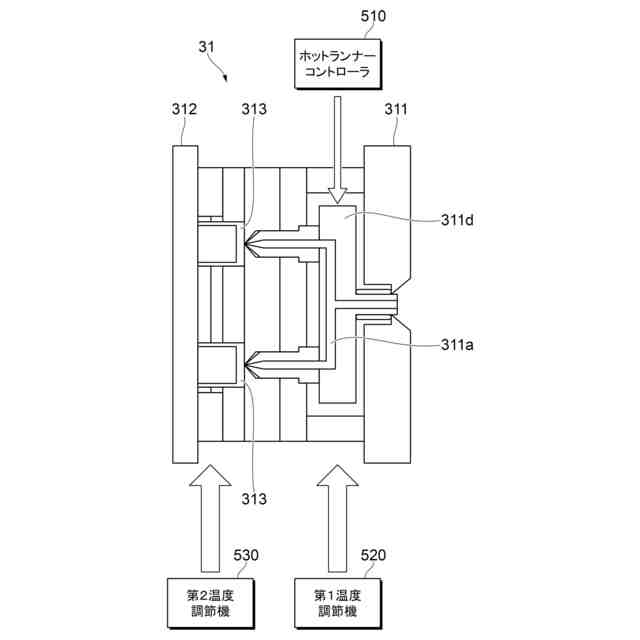
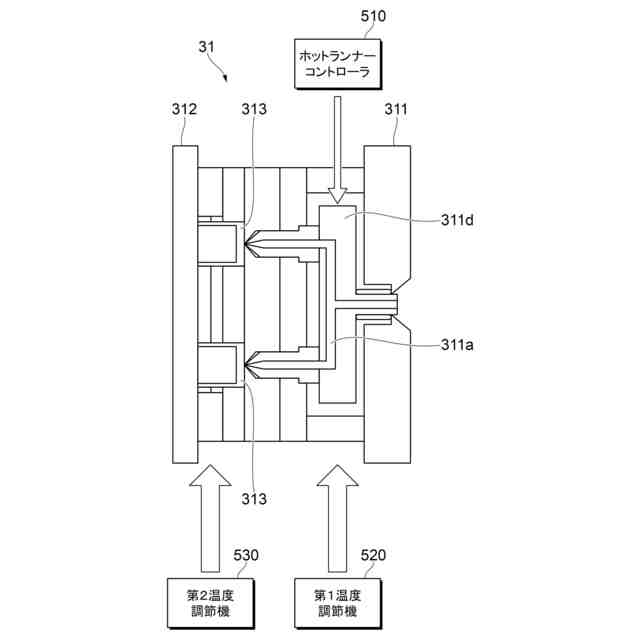
【解決手段】成形品の金型31であって、成形材料の流路が設けられた部分であるランナー部311aと、成形品が形成される部分である製品部312aとを有するホットランナー型の金型31と、金型31のランナー部311aの温度調節を行う第1温度調節機520と、金型31の製品部312aの温度調節を行う第2温度調節機530と、を備える。
【選択図】図7
特許請求の範囲
【請求項1】
成形品の金型であって、成形材料の流路が設けられた部分であるランナー部と、成形品が形成される部分である製品部とを有するホットランナー型の金型と、
前記金型の前記ランナー部の温度調節を行う第1温度調節機と、
前記金型の前記製品部の温度調節を行う第2温度調節機と、
を備えることを特徴とする、射出成形機。
続きを表示(約 550 文字)
【請求項2】
前記第1温度調節機は、成形品の製造が完了した後、予め定められた設定に基づいて動作し、
前記第2温度調節機は、成形品の製造が完了した後に停止することを特徴とする、請求項1に記載の射出成形機。
【請求項3】
前記金型の前記ランナー部を加熱するヒーターのコントローラをさらに備え、
前記コントローラは、成形品の製造完了後の動作モードとして、ヒーターを停止させる第1動作モードと、ヒーターを停止させない第2動作モードと、を有し、
前記第1温度調節機は、前記コントローラが前記第1動作モードである場合に、前記予め定められた設定に基づく動作を行うことを特徴とする、請求項2に記載の射出成形機。
【請求項4】
前記第1温度調節機は、前記予め定められた設定に基づく動作として、前記ヒーターの停止後、前記金型の前記ランナー部の温度が設定温度よりも低くなったことを条件として停止することを特徴とする、請求項3に記載の射出成形機。
【請求項5】
前記第1温度調節機は、前記予め定められた設定に基づく動作として、前記ヒーターの停止後、予め定められた時間が経過したことを条件として停止することを特徴とする、請求項3に記載の射出成形機。
発明の詳細な説明
【技術分野】
【0001】
本発明は、射出成形機に関する。
続きを表示(約 1,900 文字)
【背景技術】
【0002】
射出成形機に用いられる金型のうち、ホットランナー型の金型では、金型内の流路の成形材料が加熱され、溶融した状態に保持される。
【0003】
特許文献1には、金型が設けられている型締装置と、樹脂を射出する射出装置と、コントローラと、を備え、前記金型は、内部に複数個のヒータと複数個の温度センサが設けられ、前記金型内のランナーの樹脂温度が制御されるホットランナー金型であり、前記コントローラには複数個の前記温度センサ毎の昇温完了の温度であるセンサ別設定温度と、前記金型が冷却して前記ランナー内の樹脂が固化した状態から複数個の前記ヒータをONして複数個の前記温度センサがそれぞれ前記センサ別設定温度に到達する時間であるセンサ別温度到達時間と、が設定されており、前記コントローラは、前記金型が冷却して前記ランナー内の樹脂が固化した状態から複数個の前記ヒータにより前記ランナーが加熱されて樹脂が溶融して成形サイクルの開始が可能な状態にするとき、複数個の前記温度センサによって検出される温度のそれぞれについて、前記センサ別温度到達時間に基づいて、前記センサ別設定温度に到達する昇温完了のタイミングが一致するよう複数個の前記ヒータを制御する、射出成形機が開示されている。
【先行技術文献】
【特許文献】
【0004】
特開2022-73473号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
成形品の製造工程において金型は高温になる。特にホットランナー型の金型では、ランナー部において成形材料が加熱されるため、高温の状態が維持される。しかし、金型において高温の状態を維持し続けると、パッキン等の耐熱性の低い部材の劣化等が生じる。このため、製造工程の終了後等には温度調節機等を用いて金型が冷却される。一方、金型における成形品が形成される部分は、成形材料の流路付近等のように高温のために劣化することはないが、温度調節機等を用いて強制的な冷却を行うと、結露が生じて金型に錆が生じる原因となる。このため、金型における成形材料の流路の部位と成形品が形成される部位とを個別に冷却可能とすることが望ましい。
【0006】
本発明は、ホットランナー型の金型を用いる射出成形機において、金型における成形材料の流路の部位と成形品が形成される部位とを個別に冷却可能とすることを目的とする。
【課題を解決するための手段】
【0007】
本発明の一態様は、成形品の金型であって、成形材料の流路が設けられた部分であるランナー部と、成形品が形成される部分である製品部とを有するホットランナー型の金型と、前記金型の前記ランナー部の温度調節を行う第1温度調節機と、前記金型の前記製品部の温度調節を行う第2温度調節機と、を備えることを特徴とする、射出成形機である。
【発明の効果】
【0008】
本発明の一態様によれば、ホットランナー型の金型を用いる射出成形機において、金型における成形材料の流路の部位と成形品が形成される部位とを個別に冷却することができる。
【図面の簡単な説明】
【0009】
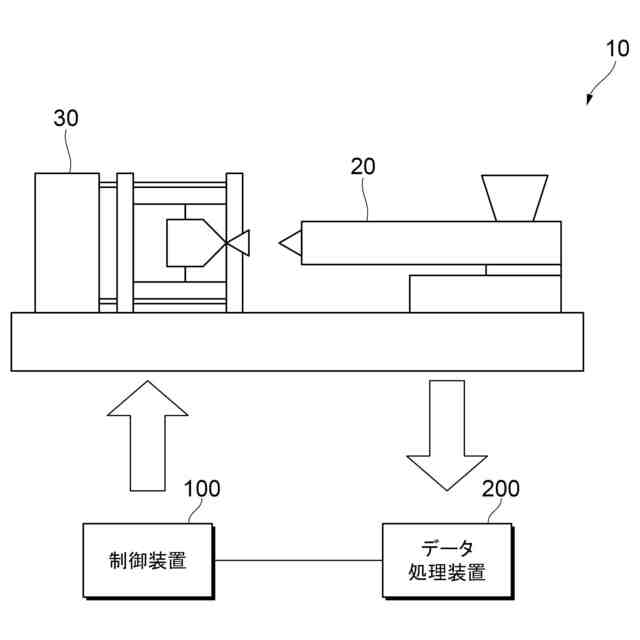
本実施形態が適用される射出成形機の構成を示す図である。
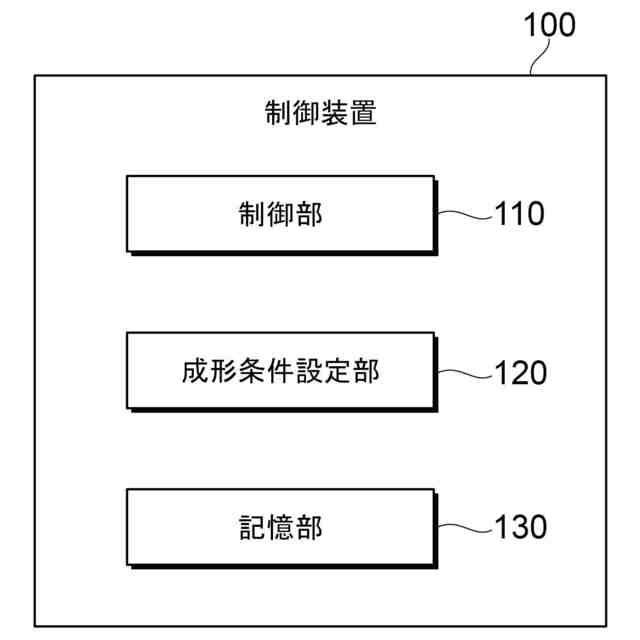
制御装置の構成を示す図である。
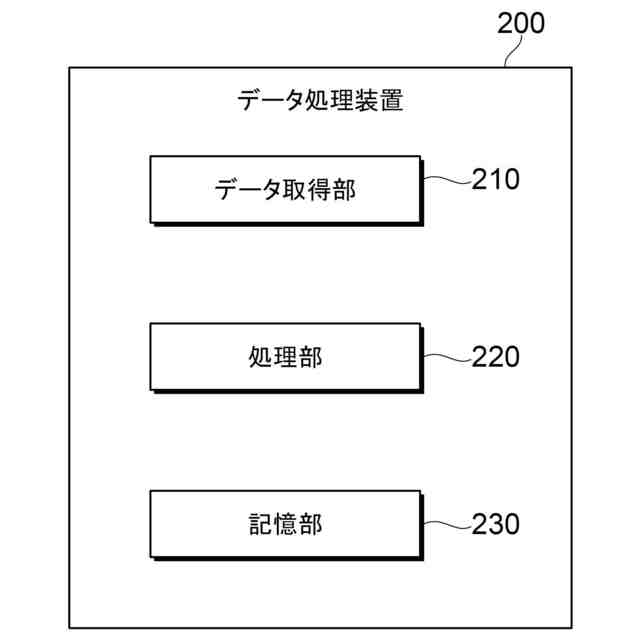
データ処理装置の構成を示す図である。
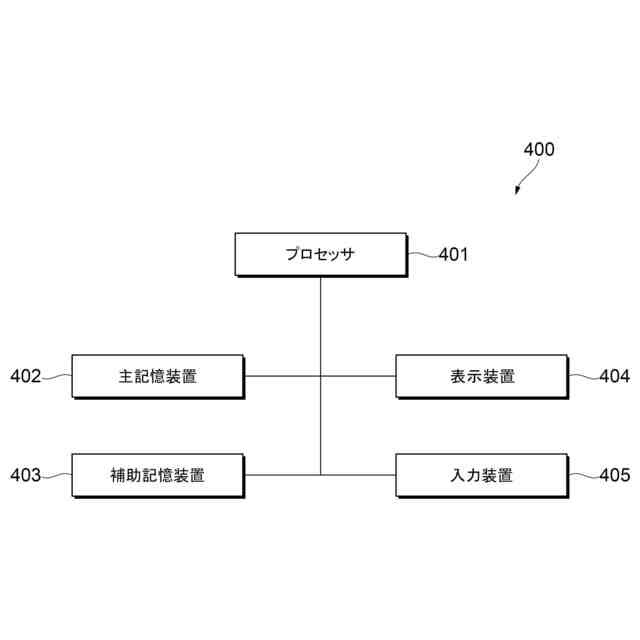
制御装置およびデータ処理装置のハードウェア構成例を示す図である。
金型がセットされた射出成形機を示す図である。
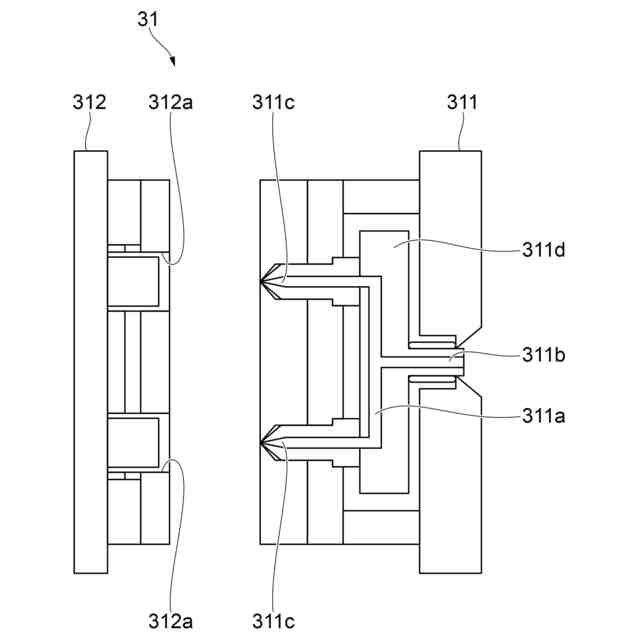
金型の構成を示す図である。
金型の温度を調節するための構成を示す図である。
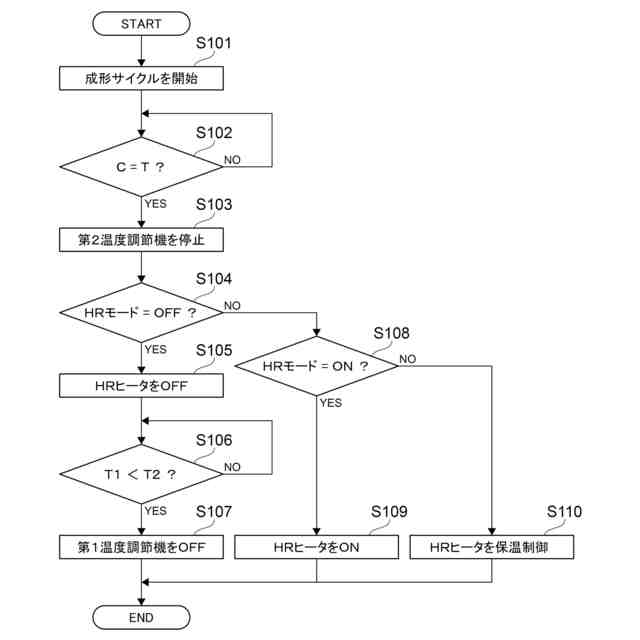
射出成形機の動作に伴うホットランナーコントローラ、第1温度調節機および第2温度調節機の動作例を示すフローチャートである。
【発明を実施するための形態】
【0010】
以下、添付図面を参照して、本発明の実施形態について詳細に説明する。
<装置構成>
図1は、本実施形態が適用される射出成形機の構成を示す図である。射出成形機10は、射出装置20と、型締装置30と、制御装置100と、データ処理装置200とを備える。また、図1には示していないが、射出成形機10は、ホットランナー型の金型が用いられ、この金型の温度を調節するホットランナーコントローラ、第1温度調節機、第2温度調節機を備える(図7参照)。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
東レ株式会社
吹出しノズル
9か月前
豊田鉄工株式会社
金型
26日前
CKD株式会社
型用台車
8か月前
東レ株式会社
プリプレグテープ
11か月前
シーメット株式会社
光造形装置
8か月前
東レ株式会社
フィルムの製造方法
5か月前
東レ株式会社
フィルムの製造方法
1か月前
株式会社日本製鋼所
押出機
10か月前
東レ株式会社
フィルムの製造方法
1か月前
個人
射出ミキシングノズル
10か月前
グンゼ株式会社
ピン
8か月前
日機装株式会社
加圧システム
4か月前
株式会社カワタ
計量混合装置
3か月前
東レ株式会社
フィルムの製造方法。
1か月前
株式会社FTS
ロッド
7か月前
個人
樹脂可塑化方法及び装置
7か月前
株式会社FTS
成形装置
8か月前
東レ株式会社
樹脂フィルムの製造方法
3か月前
株式会社漆原
シートの成形方法
3か月前
株式会社シロハチ
真空チャンバ
10か月前
トヨタ自動車株式会社
射出装置
5か月前
株式会社不二越
射出成形機
4か月前
三菱自動車工業株式会社
予熱装置
11か月前
東レ株式会社
炭素繊維シートの製造方法
4か月前
株式会社神戸製鋼所
混練機
6か月前
TOWA株式会社
成形型清掃用のブラシ
11か月前
株式会社不二越
射出成形機
4か月前
株式会社不二越
射出成形機
2か月前
株式会社コスメック
射出成形装置
2か月前
株式会社FTS
セパレータ
6か月前
株式会社不二越
射出成形機
4か月前
株式会社日本製鋼所
押出成形装置
11か月前
株式会社日本製鋼所
押出成形装置
11か月前
株式会社リコー
画像形成システム
8か月前
東レ株式会社
繊維強化プラスチック構造体
7日前
個人
ノズルおよび熱風溶接機
7か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ