TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025085216
公報種別
公開特許公報(A)
公開日
2025-06-05
出願番号
2023198930
出願日
2023-11-24
発明の名称
転炉排滓方法及びそれに用いる防護装置
出願人
JFEスチール株式会社
代理人
個人
主分類
C21C
5/46 20060101AFI20250529BHJP(鉄冶金)
要約
【課題】転炉精錬における中間排滓の際に、閉止時のチャージングドアと側面防護壁との隙間から炉前作業床へのスラグ流出を防止する。
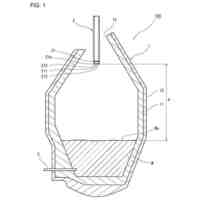
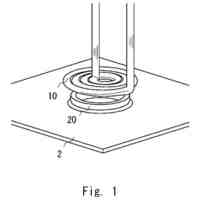
【解決手段】側面防護壁6及びチャージングドア2を有する転炉4で中間排滓を行う転炉精錬において、前記チャージングドア2と前記側面防護壁6との隙間3を覆う遮蔽板1を、前記チャージングドア2の両側端部に備える転炉排滓方法及びそれに用いる防護装置である。
【選択図】図1
特許請求の範囲
【請求項1】
側面防護壁及びチャージングドアを有する転炉で中間排滓を行う転炉精錬において、前記チャージングドアと前記側面防護壁との隙間を覆う遮蔽板を、前記チャージングドアの両側端部に配設することを特徴とする転炉排滓方法。
続きを表示(約 1,100 文字)
【請求項2】
前記遮蔽板は前記側面防護壁の炉前側端部の外面を覆うように配設することを特徴とする請求項1に記載の転炉排滓方法。
【請求項3】
前記遮蔽板の幅を150mm以上とすること及び/又は前記遮蔽板の高さを前記チャージングドアの高さの1/3以上とすること及び/又は前記遮蔽板の厚さを9mm以上とすることを特徴とする請求項1又は2に記載の転炉排滓方法。
【請求項4】
下記A、B、Cの少なくともいずれか1つの工程を備えることを特徴とする請求項1又は2に記載の転炉排滓方法。
A:前記チャージングドアの閉止位置を前記転炉の傾動軸の中心と正対する位置からずらす工程
B:前記チャージングドアの閉止時の左右の扉の合わせ目の空隙を覆う正面防護壁を設ける工程
C:前記チャージングドアの閉止時の左右の扉の合わせ目の空隙を覆う正面防護壁を具備した防護装置を前記チャージングドアの台車上に設置する工程及び前記台車上から撤去する工程
【請求項5】
下記A、B、Cの少なくともいずれか1つの工程を備えることを特徴とする請求項3に記載の転炉排滓方法。
A:前記チャージングドアの閉止位置を前記転炉の傾動軸の中心と正対する位置からずらす工程
B:前記チャージングドアの閉止時の左右の扉の合わせ目の空隙を覆う正面防護壁を設ける工程
C:前記チャージングドアの閉止時の左右の扉の合わせ目の空隙を覆う正面防護壁を具備した防護装置を前記チャージングドアの台車上に設置する工程及び前記台車上から撤去する工程
【請求項6】
前記中間排滓を行う時間を5分以内とすることを特徴とする請求項1又は2に記載の転炉排滓方法。
【請求項7】
前記中間排滓を行う時間を5分以内とすることを特徴とする請求項3に記載の転炉排滓方法。
【請求項8】
前記中間排滓を行う時間を5分以内とすることを特徴とする請求項4に記載の転炉排滓方法。
【請求項9】
前記中間排滓を行う時間を5分以内とすることを特徴とする請求項5に記載の転炉排滓方法。
【請求項10】
側面防護壁及びチャージングドアを有する転炉で中間排滓を行う転炉排滓時に炉前作業床へのスラグ流出を防止する防護装置であって、前記チャージングドアと前記側面防護壁との隙間を覆う遮蔽板と、該遮蔽板を前記チャージングドアの両側端部に固定する結合手段とを備えたことを特徴とする防護装置。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は、製鋼の転炉精錬工程において、転炉からの排滓時に、閉止されたチャージングドアの両側端部と側面防護壁との隙間から炉前作業床へのスラグ流出を防止する転炉排滓方法及びそれに用いる防護装置に関する。
続きを表示(約 2,900 文字)
【背景技術】
【0002】
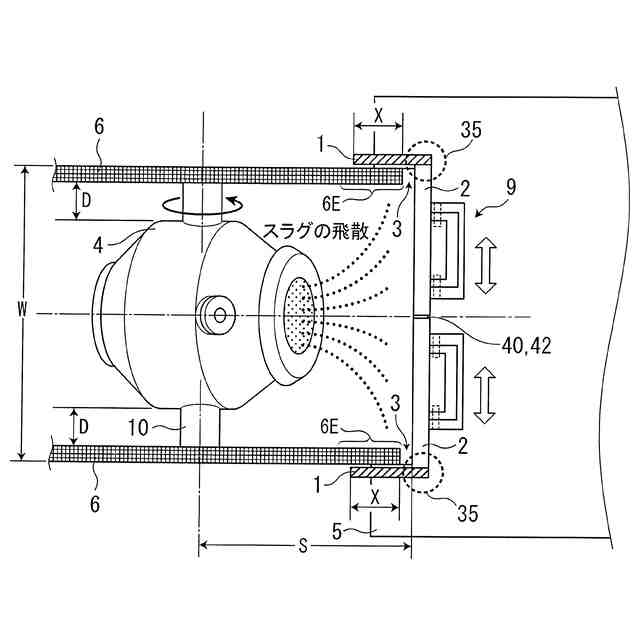
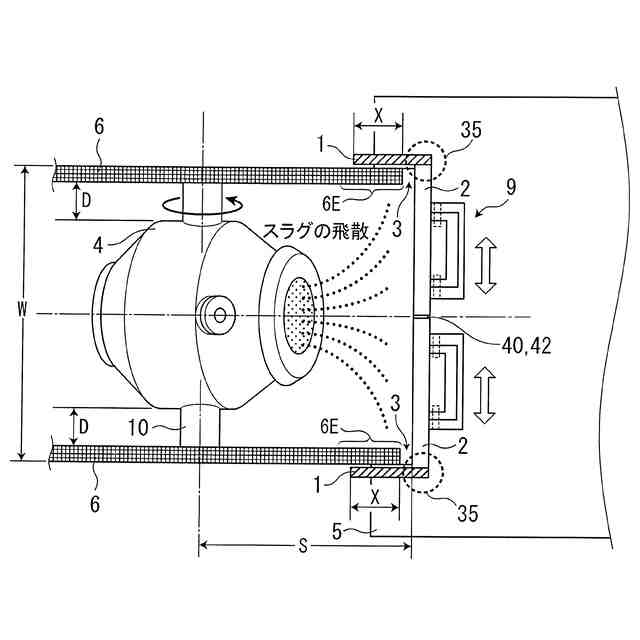
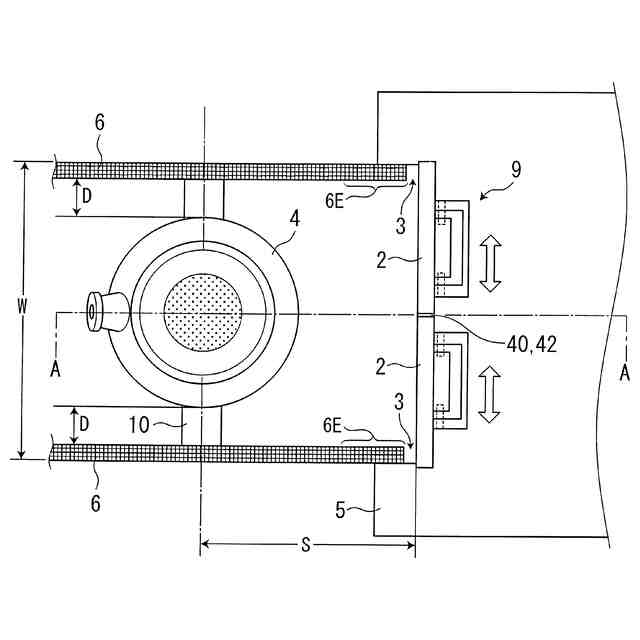
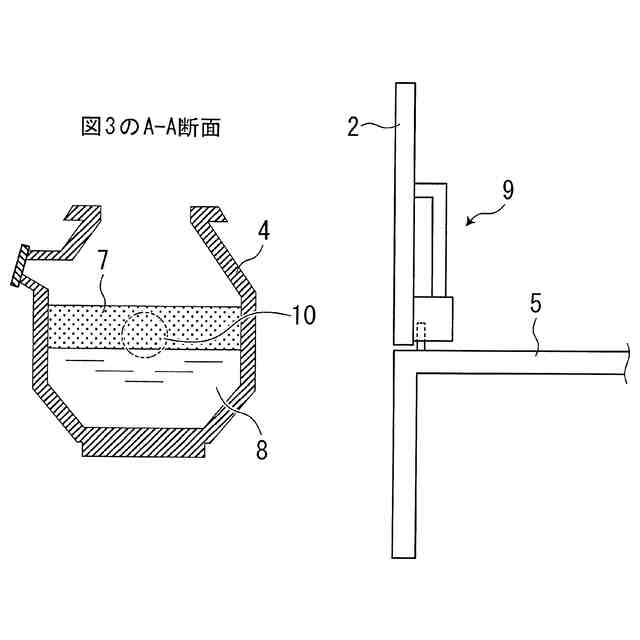
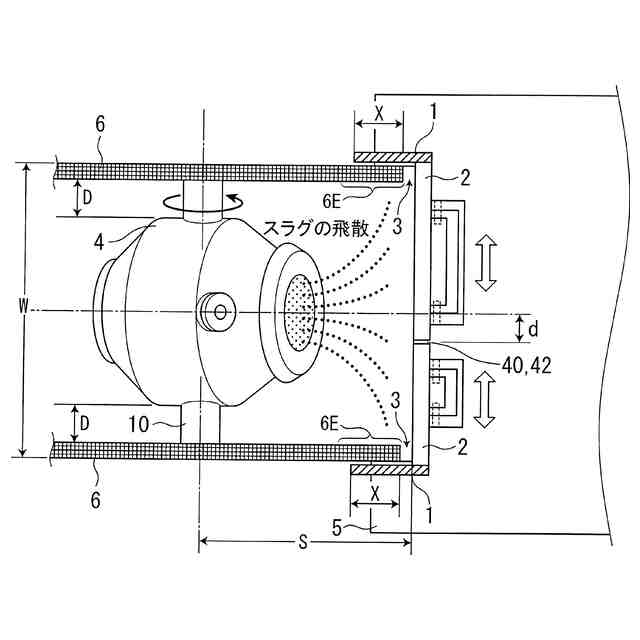
一般に、製鋼の転炉設備では、1600~1800℃の高温で行われる転炉精錬において、操業環境改善のため、側面防護壁6とチャージングドア2とを有する(図3、図4参照)。側面防護壁6は転炉4の両側面方向の付帯設備等(図示せず)を熱から防護する固定壁である。チャージングドア2は、台車9で支持され、台車9の移動により左右に開閉されて、転炉4の炉前方向への熱及び排出スラグから炉前作業床5を防護する一対の左右開閉式の可動扉である。このチャージングドア2の左右開閉方向は転炉4の傾動軸10の軸方向とほぼ平行に設定されている。また、チャージングドア2は、転炉4へ溶銑やスクラップ鉄源を装入する際に作業空間確保のために開かれ、精錬操業及び排滓の際には閉じられる。
【0003】
チャージングドア2と側面防護壁6との接触によってチャージングドア2の円滑な開閉動作が妨げられないように、チャージングドア2と側面防護壁6との間には隙間3(図3)が設けられている。
【0004】
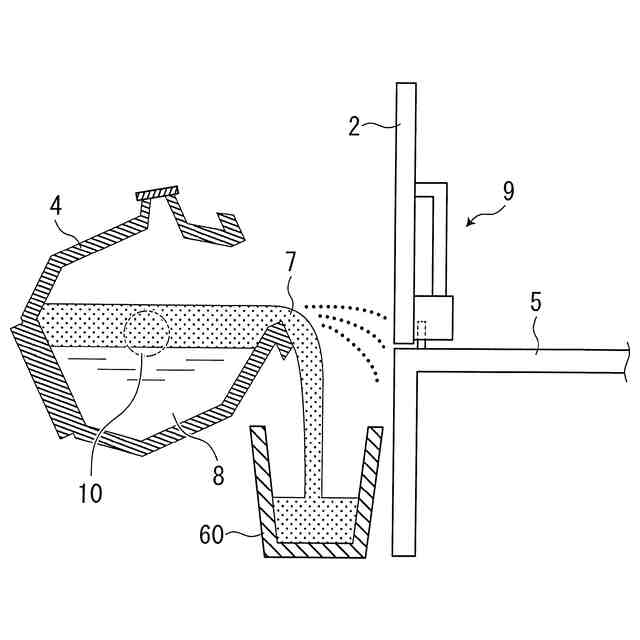
一方、転炉精錬では、従来、同一の転炉4で脱珪精錬と脱燐精錬を連続して行う際に、各精錬の間に転炉4を傾動軸10にて炉前方向に傾動させて、溶銑8を転炉4内に残したまま溶銑8上のスラグ7を排滓する所謂「中間排滓」が行われている。その際、脱珪精錬の排滓量が多ければ多いほど次工程の脱燐精錬で石灰石の使用量を節減でき、精錬のコストダウンに繋がる。そこで、転炉4を勢いよく傾動させスラグ7の流速を増大させて排滓することが行われている。なお、排滓されたスラグ7は鍋60で回収される(図5)。
【0005】
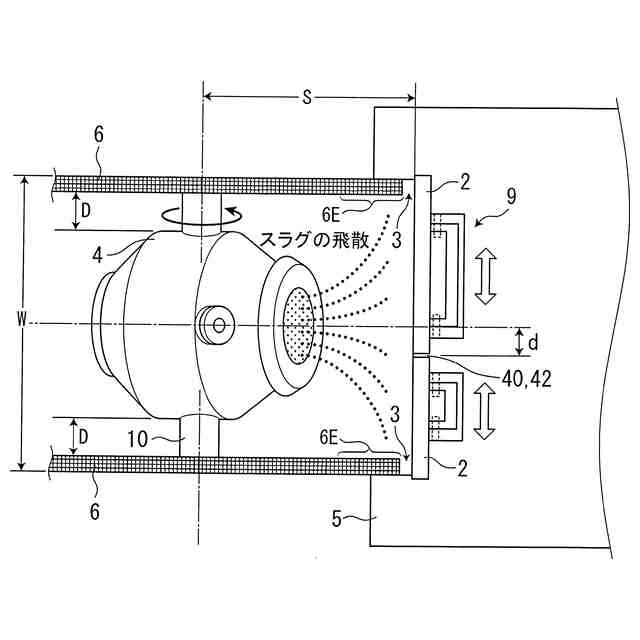
このとき、流速が増大した高温のスラグ7が閉止時のチャージングドア2の左右の扉の前面に衝突する。この衝突の繰返しにより前記左右の扉の合わせ目になる対向端面にスラグ7が付着・凝固して、閉止時のチャージングドア2の閉止位置40の前記合わせ目に空隙42を生じさせ、この空隙42からスラグが炉前作業床5へ流出する場合がある。炉前作業床5へスラグが流出すると、操業環境の悪化や火災等の災害発生の原因となる。
【0006】
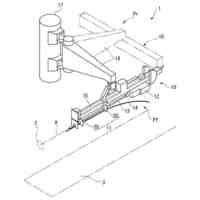
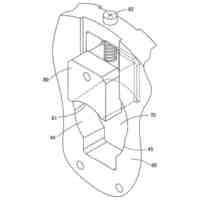
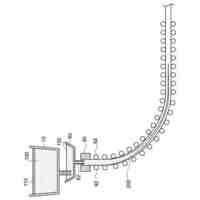
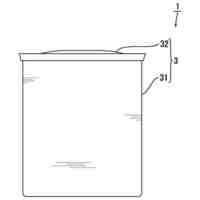
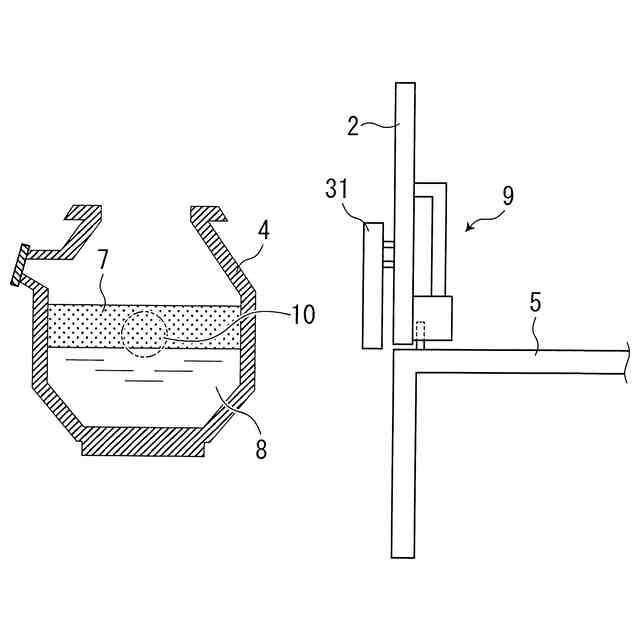
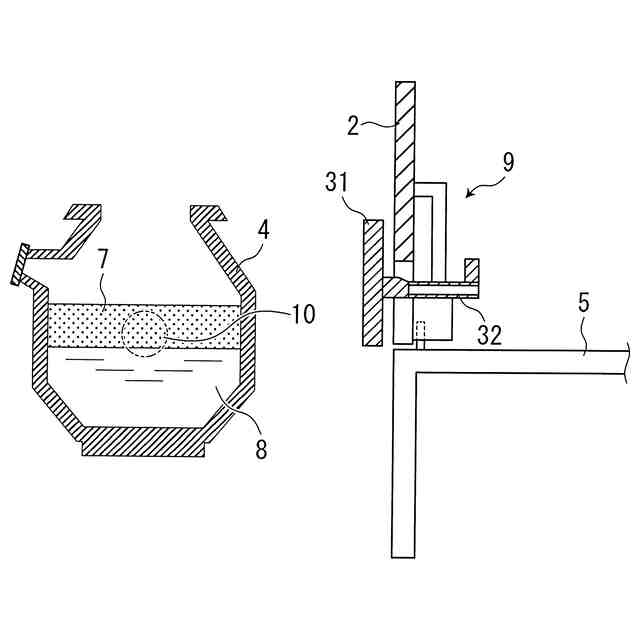
このような、炉前作業床5へのスラグ流出を防止するために、図6に示すように、チャージングドア2の閉止位置40を転炉4の傾動軸10の中心と正対する位置からずらし量dだけ位置を変える技術が提案されている(特許文献1参照)。また、図7に示すように、スラグが飛散する炉前側部分に、閉止時の左右の扉の合わせ目の空隙42を覆うように正面防護壁31を設ける技術が提案されている(特許文献2参照)。さらに、図8に示すように、前記空隙42を覆う正面防護壁31を具備した転炉排滓時に用いる搬送可能な防護装置32を、チャージングドア2の台車9上に設置する工程及び台車9上から撤去する工程を有する技術が提案されている(特許文献3参照)。
【先行技術文献】
【特許文献】
【0007】
特開2017-057496号公報
特開2017-066500号公報
特開2021-102795号公報
【発明の概要】
【発明が解決しようとする課題】
【0008】
上記の技術は、閉止時のチャージングドア2の合わせ目の空隙42から炉前作業床5へスラグ7が流出するのを防止する技術である。しかし、チャージングドア2を閉止した状態での中間排滓においては、前述の側面側の隙間3(図3、図6参照)から炉前作業床5へスラグ7が流出する場合がある。上記の技術では、この隙間3からのスラグ流出を防止できないという問題点があった。
【0009】
本発明は、上記の技術の問題点に鑑み、転炉精錬における中間排滓の際に、閉止時のチャージングドアと側面防護壁との隙間から炉前作業床へのスラグ流出を防止する転炉排滓方法及びそれに用いる防護装置を提供することを目的とする。
【課題を解決するための手段】
【0010】
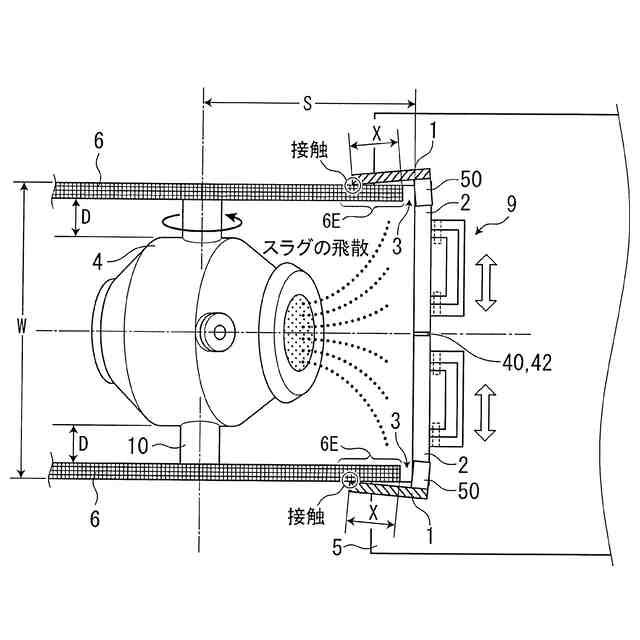
本発明者は、前記課題を解決するために鋭意検討し、その結果、閉止時のチャージングドアと側面防護壁との隙間を、チャージングドアの側端部に特設した遮蔽板で覆うことで、当該隙間から炉前作業床へのスラグ流出を防止できた。本発明は、この知見に基づきさらに検討を重ねて完成したものであり、その要旨構成は以下の通りである。
〔1〕 側面防護壁及びチャージングドアを有する転炉で中間排滓を行う転炉精錬において、前記チャージングドアと前記側面防護壁との隙間を覆う遮蔽板を、前記チャージングドアの両側端部に備えることを特徴とする転炉排滓方法。
〔2〕 前記〔1〕において、前記遮蔽板は前記側面防護壁の炉前側端部の外面を覆うように配設することを特徴とする転炉排滓方法。
〔3〕 前記〔1〕又は〔2〕において、前記遮蔽板の幅を150mm以上とすること及び/又は前記遮蔽板の高さを前記チャージングドアの高さの1/3以上とすること及び/又は前記遮蔽板の厚さを9mm以上とすることを特徴とする転炉排滓方法。
〔4〕 前記〔1〕~〔3〕のいずれか1つにおいて、下記A~Cのいずれか1つの工程を備えることを特徴とする転炉排滓方法。
A:前記チャージングドアの閉止位置を前記転炉の傾動軸の中心と正対する位置からずらす工程
B:前記チャージングドアの閉止時の左右の扉の合わせ目の空隙を覆う正面防護壁を設ける工程
C:前記チャージングドアの閉止時の左右の扉の合わせ目の空隙を覆う正面防護壁を具備した防護装置を前記チャージングドアの台車上に設置する工程及び前記台車上から撤去する工程
〔5〕 前記〔1〕~〔4〕のいずれか1つにおいて、前記中間排滓を行う時間を5分以内とすることを特徴とする転炉排滓方法。
〔6〕 側面防護壁及びチャージングドアを有する転炉で中間排滓を行う転炉排滓時に炉前作業床へのスラグ流出を防止する防護装置であって、前記チャージングドアと前記側面防護壁との隙間を覆う遮蔽板と、該遮蔽板を前記チャージングドアの両側端部に固定する結合手段とを備えたことを特徴とする防護装置。
〔7〕 前記〔6〕において、前記遮蔽板は前記側面防護壁の端部を覆うことを特徴とする防護装置。
〔8〕 前記〔6〕又は〔7〕において、前記遮蔽板の幅を150mm以上とすること及び/又は前記遮蔽板の高さを前記チャージングドアの高さの1/3以上とすること及び/又は前記遮蔽板の厚さを9mm以上とすることを特徴とする防護装置。
〔9〕 前記〔6〕~〔8〕のいずれか1つにおいて、前記遮蔽板が、鋼板、鋳物及び耐火セラミックのいずれか1種以上からなることを特徴とする防護装置。
〔10〕 前記〔6〕~〔9〕のいずれか1つにおいて、前記結合手段が、溶接結合部及び/又はボルト締結部であることを特徴とする防護装置。
【発明の効果】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
新和環境株式会社
炉システム
3か月前
新和環境株式会社
炉システム
3か月前
日本製鉄株式会社
転炉精錬方法
2か月前
株式会社戸畑製作所
高炉用羽口
4か月前
日本製鉄株式会社
溶銑の脱硫方法
4か月前
日本製鉄株式会社
溶鋼の製造方法
3か月前
個人
製鋼用副資材及びその製造方法
4か月前
株式会社伊原工業
還元鉄の製造方法
2か月前
中外炉工業株式会社
連続式熱処理炉
1か月前
日本製鉄株式会社
スラグの排出方法
3か月前
富士電子工業株式会社
焼き入れ装置
3か月前
バイオメッド バレー ディスカバリーズ,インコーポレイティド
C21H22Cl2N4O2の結晶形態
1日前
株式会社デンケン
高温炉
2か月前
日本製鉄株式会社
脱りん方法
22日前
東京窯業株式会社
溶鋼処理用の浸漬管
3か月前
日本製鉄株式会社
脱炭精錬方法
4か月前
日本製鉄株式会社
高炉の操業方法
24日前
日本製鉄株式会社
高炉の操業方法
1か月前
日本製鉄株式会社
高炉の操業方法
4日前
日本製鉄株式会社
出銑口開孔装置および出銑口開孔方法
3か月前
富士電子工業株式会社
クランクシャフト支持装置
24日前
日本製鉄株式会社
鋼の製造方法
1か月前
株式会社神戸製鋼所
溶銑の脱りん方法
4か月前
日本製鉄株式会社
精錬用ランスおよび溶鋼の精錬方法
4か月前
JFEスチール株式会社
高強度鋼板の製造方法
4か月前
トヨタ自動車株式会社
鋼板部品の製造方法及び製造装置
1か月前
株式会社サンノハシ
金属加工品の製造方法
1か月前
日本製鉄株式会社
鋼の製造方法
1か月前
JFEスチール株式会社
高周波焼入部品の製造方法
4か月前
日本製鉄株式会社
処理装置、処理方法、およびプログラム
1か月前
日本製鉄株式会社
処理装置、処理方法、およびプログラム
3か月前
日本製鉄株式会社
高炉冷却装置
6か月前
日本製鉄株式会社
高炉の還元粉化量の推定方法
3か月前
トヨタ自動車株式会社
焼き入れ時の硬さを予測する予測方法
15日前
日本製鉄株式会社
金属溶解方法
29日前
小川アルミ工業株式会社
製鋼副資材の製造方法及び製鋼副資材
5か月前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ