TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025086391
公報種別
公開特許公報(A)
公開日
2025-06-09
出願番号
2023200314
出願日
2023-11-28
発明の名称
連続鋳造用浸漬ノズル及び鋼の連続鋳造方法
出願人
JFEスチール株式会社
代理人
弁理士法人銀座マロニエ特許事務所
主分類
B22D
11/10 20060101AFI20250602BHJP(鋳造;粉末冶金)
要約
【課題】モールドパウダーの溶鋼への巻き込みを抑制することができる連続鋳造用浸漬ノズルを提供すること。
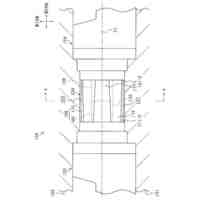
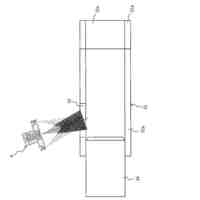
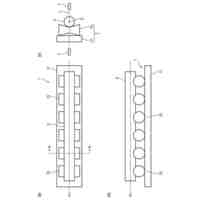
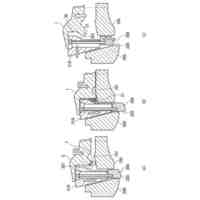
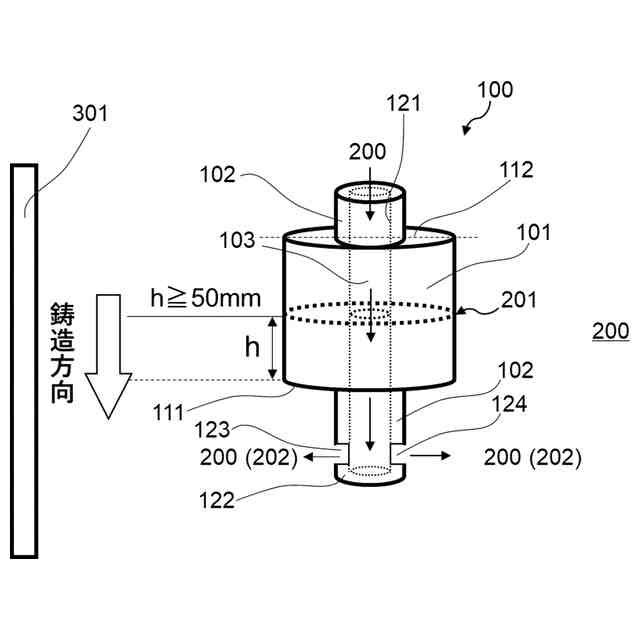
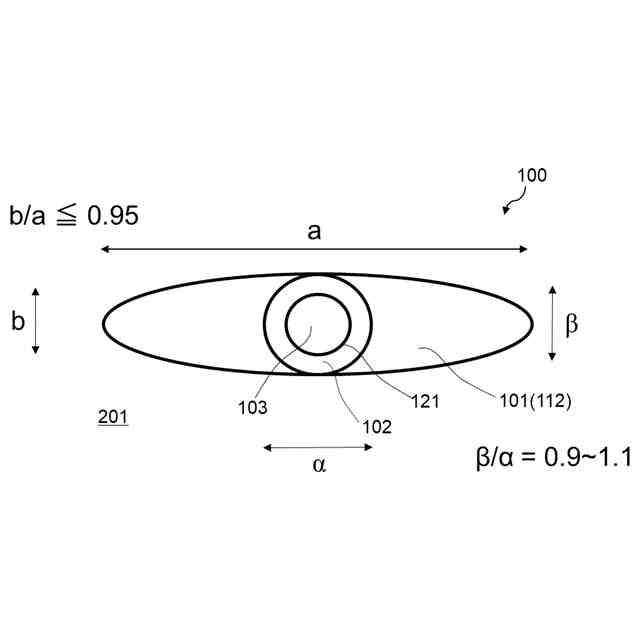
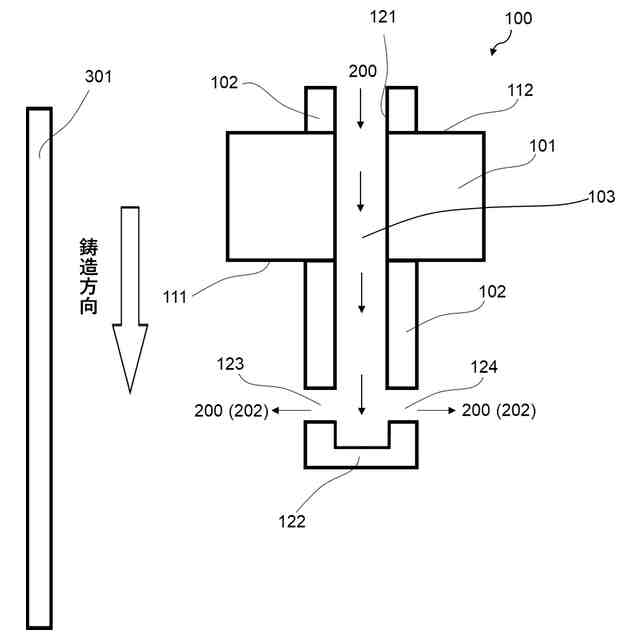
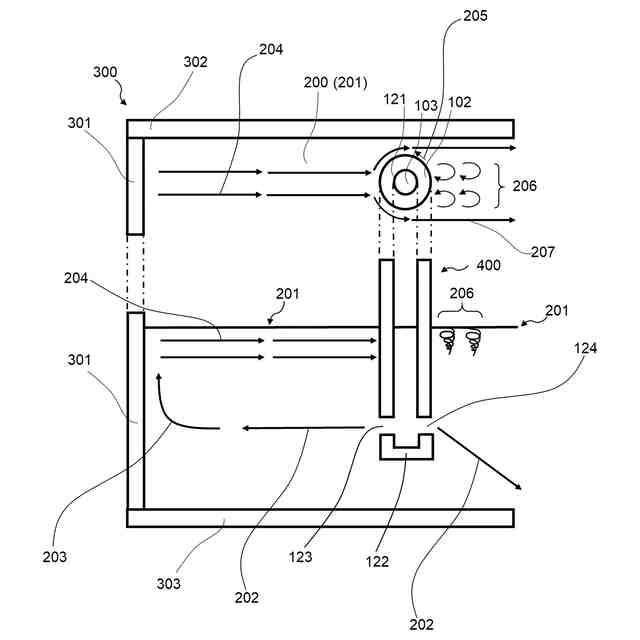
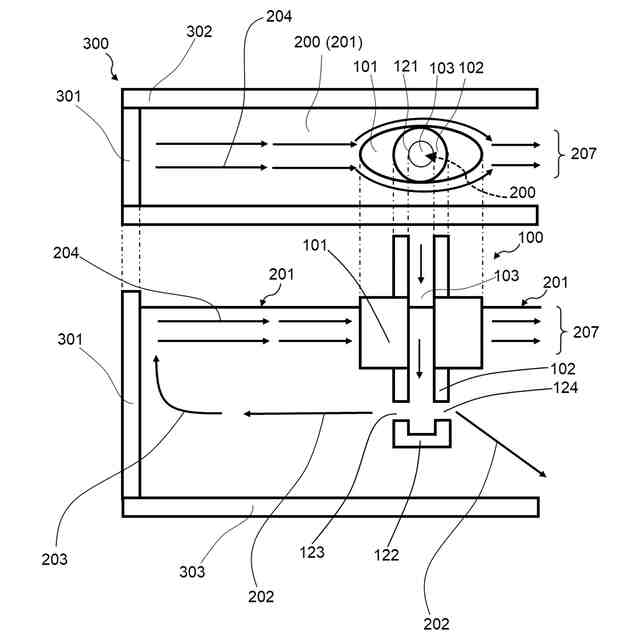
【解決手段】タンディッシュから連続鋳造機の鋳型に溶鋼を注入するための浸漬ノズルであり、溶鋼に浸漬し、かつ鋳型の内部に形成される溶鋼湯面よりも上方向に露出して溶鋼湯面に設ける溶鋼整流部と、溶鋼整流部を上下方向に貫通し溶鋼を鋳型の内部に吐出する管状部とを備え、溶鋼整流部は、溶鋼湯面から前記溶鋼の鋳造方向の所定範囲において、外周の横断面形状が鋳型の幅方向に長径を持つ楕円形状又は流線形状であり、溶鋼整流部の外周の横断面形状における長径aに対する短径bの比率が0.95以下である連続形状を有し、管状部の外周の横断面形状が鋳型の幅方向において円形状又は楕円形状であり、鋳型の長辺に略平行な一の軸の長さαに対する当該一の軸に直交する他の軸の長さβの比率が0.90以上1.1以下であることを特徴とする。
【選択図】図1a
特許請求の範囲
【請求項1】
タンディッシュから連続鋳造機の鋳型に溶鋼を注入するための浸漬ノズルであって、
前記浸漬ノズルは、前記溶鋼に浸漬し、かつ前記鋳型の内部に形成される溶鋼湯面よりも上方向に露出して前記溶鋼湯面に設ける溶鋼整流部と、
前記溶鋼整流部を上下方向に貫通し前記溶鋼を前記鋳型の内部に吐出する管状部と、を備え、
前記溶鋼整流部は、少なくとも前記溶鋼湯面から前記溶鋼の鋳造方向の所定範囲において、外周の横断面形状が前記鋳型の幅方向に長径を持つ楕円形状又は流線形状であり、
前記溶鋼整流部の外周の横断面形状における長径aに対する短径bの比率である(b/a)の値が0.95以下である連続形状を有し、
前記管状部の外周の横断面形状が前記鋳型の幅方向において円形状又は楕円形状であり、前記鋳型の長辺に略平行な一の軸の長さαに対する当該一の軸に直交する他の軸の長さβの比率である(β/α)の値が0.90以上1.1以下であることを特徴とする連続鋳造用浸漬ノズル。
続きを表示(約 170 文字)
【請求項2】
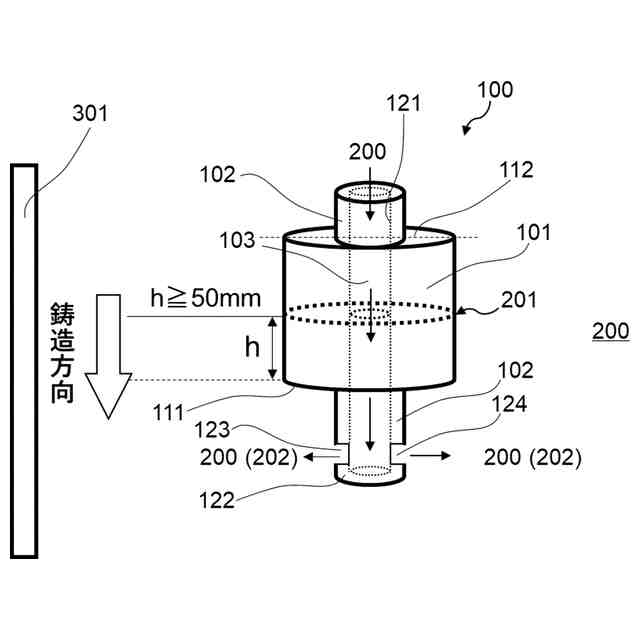
前記溶鋼整流部は、前記溶鋼湯面から前記溶鋼の鋳造方向に50mm以上の範囲において前記連続形状を有していることを特徴とする請求項1に記載の連続鋳造用浸漬ノズル。
【請求項3】
請求項1又は2に記載の連続鋳造用浸漬ノズルを用いて、タンディッシュ内の溶鋼を連続鋳造機の鋳型に注入することを特徴とする鋼の連続鋳造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、連続鋳造用浸漬ノズル及び鋼の連続鋳造方法に関する。詳しくは、溶鋼を連続鋳造する際に、溶鋼を鋳型内に注入する連続鋳造用浸漬ノズル及び当該連続鋳造用浸漬ノズルを用いた鋼の連続鋳造方法に関する。さらに詳しくは、溶鋼を連続鋳造する際に潤滑等の目的で使用するモールドパウダーの溶鋼への巻き込みを抑制することができる連続鋳造用浸漬ノズル及び鋼の連続鋳造方法に関する。
続きを表示(約 2,200 文字)
【0002】
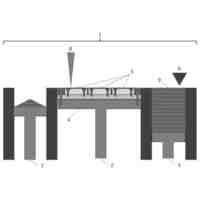
連続鋳造機を用いて溶鋼を連続鋳造する場合には、最初にタンディッシュから鋳型に溶鋼が注がれる。鋳型に注がれた溶鋼が冷却されることによって、溶鋼の表面に初期凝固シェルが形成される。そして、初期凝固シェルが形成された後に続く2次冷却帯により、溶鋼が冷却されることにより、当該溶鋼の凝固が溶鋼の内部まで進行していく。
【0003】
溶鋼の鋳造中は、初期凝固シェルと鋳型との潤滑性を向上する目的で、モールドパウダーと呼ばれる複合酸化物が鋳型内に常に供給されている。鋳型内に供給された後に溶融状態となったモールドパウダーは、鋳型と初期凝固シェルの間に侵入していく。
一方で、鋳型の溶鋼湯面(メニスカス)にも溶融状態のモールドパウダーが浮遊している。この鋳型の溶鋼湯面(メニスカス)に浮遊しているモールドパウダーは、鋳型内において発生した溶鋼の溶鋼流によって巻き込まれる。この溶鋼流によって巻き込まれたモールドパウダーが初期凝固シェルに捕捉されると、鋳造された溶鋼が鋼製品になった際に表面欠陥となってしまい、著しく当該鋼製品の品質を損ねてしまう。
【0004】
ところで、モールドパウダーが鋳型内において発生した溶鋼流に巻き込まれる現象については、これまで様々な研究がなされている。この現象の主な要因としては、鋳型の溶鋼湯面(メニスカス)の溶鋼流による削り込みであること、溶鋼流の渦による巻き込みであることが知られている。このような観点から、これまでモールドパウダーが溶鋼流に巻き込まれることを防止するために、電磁ブレーキによる手法や、浸漬ノズルの吐出孔及びその内面形状の適正化による手法が提案されている。
【0005】
例えば、特許文献1(特許第3491099号明細書)には、メニスカスに静磁場を印加することでブレーキ力を溶鋼に付与し、メニスカス流速を低減してモールドパウダー巻き込みを防止する方法が提案されている。
さらに、特許文献2には、吐出孔の縦横比とその面積を適正化することで吐出孔への介在物付着を抑制し、吐出孔詰り起因で発生する偏流を抑止することで、モールドパウダー巻き込みを防止する浸漬ノズルが提案されている。
また、特許文献3(特許第6963192号明細書)には、浸漬ノズルの内管形状の適正化することで、吐出孔の吸い込み現象の発生を抑制し、溶鋼へのモールドパウダーの巻き混みを防止する浸漬ノズルが提案されている。
特許文献4(特許第7175513号明細書)には、吐出孔の内周面の形状を球面状にすることで吐出孔からの溶鋼流速の分布が均一化され、モールドパウダーの溶鋼中への巻き込みを防止できる浸漬ノズルが提案されている。
【先行技術文献】
【特許文献】
【0006】
特開平07-314100号公報
特開2001-129645号公報
特開2021-094585号公報
特開2021-126663号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
しかしながら、前記従来の技術には、未だ解決すべき以下のような問題があった。すなわち、特許文献1に記載された静磁場を用いた鋼の連続鋳造方法は、静磁場を印可させる設備が必要となるため莫大な費用が掛かることに加えて、平均的なメニスカス流速は抑制されるものの、ノズル詰り等で発生する突発的な流速の速い流れがメニスカスで発生した場合には十分に流速を抑制することが出来ず、モールドパウダー巻き込みを抑制する効果が不十分であった。
【0008】
また、特許文献2~4に記載された浸漬ノズルの吐出孔及び内面形状の適正化による手法は、鋳造初期においてモールドパウダー巻き込みを抑制効果が期待される。しかしながら、特許文献2~4に記載されたモールドパウダー巻き込みを防止する浸漬ノズル等は、吐出流により、少なからず浸漬ノズル詰りや溶損が生じるために、鋳造工程の後期では適正な浸漬ノズル形状から乖離してしまい、メニスカスで突発的に流速の速い溶鋼の流れが発生してしまう。このように、特許文献1~4に記載された浸漬ノズル等は、溶鋼へのモールドパウダー巻き込みを抑制する十分な効果を得ることができないという問題点を有する。
【0009】
本発明は上記事情に鑑みてなされたものであり、その目的とするところは、鋼の連続鋳造で溶鋼を連続鋳造用鋳型に注入するために使用される浸漬ノズルにおいて、モールドパウダーの溶鋼への巻き込みを抑制することができる連続鋳造用浸漬ノズル及び鋼の連続鋳造方法を提供することである。
【課題を解決するための手段】
【0010】
発明者らは、上記課題を解決すべく、種々実験を重ねた結果、特定の形態を有する連続鋳造用浸漬ノズルを採用することにより、モールドパウダーの溶鋼への巻き込みを抑制することができ、鋳片に残留したモールドパウダーが少ない鋼製品を得ることができることを見出した。本発明は、上記知見に基づきなされたものであり、その要旨は以下のとおりである。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
ピストンの低圧鋳造金型
2か月前
株式会社 寿原テクノス
金型装置
5か月前
三菱電機株式会社
三次元造形装置
5か月前
株式会社プロテリアル
合金粉末の製造方法
2か月前
株式会社エスアールシー
インゴット
5か月前
個人
透かし模様付き金属板の製造方法
5か月前
株式会社キャステム
鋳造品の製造方法
2か月前
芝浦機械株式会社
成形機
4か月前
芝浦機械株式会社
成形機
4か月前
トヨタ自動車株式会社
鋳バリ抑制方法
2か月前
トヨタ自動車株式会社
金型温度調整装置
5か月前
東洋機械金属株式会社
ダイカストマシン
5か月前
株式会社浅沼技研
鋳型及びその製造方法
3か月前
株式会社浅沼技研
半溶融金属の成形方法
5か月前
株式会社日本高熱工業社
潤滑剤塗布装置
4か月前
トヨタ自動車株式会社
突き折り棒
1か月前
トヨタ自動車株式会社
ケースの製造方法
16日前
トヨタ自動車株式会社
金型冷却構造
1か月前
株式会社プロテリアル
金属付加製造物の製造方法
3か月前
大同特殊鋼株式会社
鋼塊の製造方法
3か月前
日本製鉄株式会社
Al脱酸鋼の連続鋳造方法
2か月前
新東工業株式会社
粉末除去装置
5か月前
福田金属箔粉工業株式会社
Cu系粉末
12日前
株式会社神戸製鋼所
炭素-銅含有粉末
1か月前
株式会社豊田中央研究所
積層造形装置
22日前
デザインパーツ株式会社
冷却装置及び冷却方法
4か月前
日立Astemo株式会社
成形装置
2か月前
ポーライト株式会社
焼結部品の製造方法
4か月前
トヨタ自動車株式会社
焼結部材及びその製造方法
2か月前
大同特殊鋼株式会社
金属溶湯の出湯状態判定方法
9日前
株式会社神戸製鋼所
鋼の製造方法
4か月前
山陽特殊製鋼株式会社
取鍋
5か月前
セイコーエプソン株式会社
製造方法
1か月前
日本鋳造株式会社
押湯切断装置および押湯切断方法
1か月前
トヨタ自動車株式会社
ダイカスト装置
1か月前
株式会社荏原製作所
造形ノズル
5か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ