TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025094660
公報種別
公開特許公報(A)
公開日
2025-06-25
出願番号
2023210351
出願日
2023-12-13
発明の名称
被覆切削工具
出願人
株式会社タンガロイ
代理人
弁理士法人 津国
主分類
B23B
27/14 20060101AFI20250618BHJP(工作機械;他に分類されない金属加工)
要約
【課題】 優れた耐チッピング性、耐欠損性及び耐摩耗性を有し、工具寿命の長い被覆切削工具を提供する。
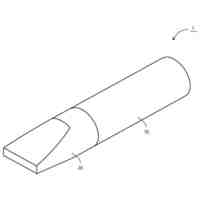
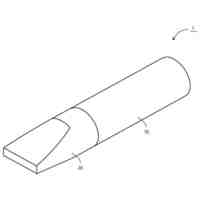
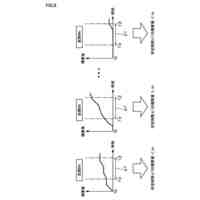
【解決手段】 基材と、基材の表面に形成された下部層、中間層及び上部層をこの順序で含む被覆層とを含む被覆切削工具であって、前記下部層及び前記上部層が、Tiと、C、N、O及びBからなる群より選ばれる少なくとも1つとを含み、前記下部層及び前記中間層の平均厚さが、1.5μm以上15.0μm以下であり、前記中間層が、α型の酸化アルミニウムを含み、前記上部層の平均厚さが、0.5μm以上5.0μm以下であり、前記下部層のクラック間隔の平均値Xが、0.5μm以上10.0μm未満であり、前記中間層のクラック間隔の平均値Yが、20.0μm以上100.0μm以下であり、前記上部層のクラック間隔の平均値Zが、0.5μm以上10.0μm以下である、被覆切削工具である。
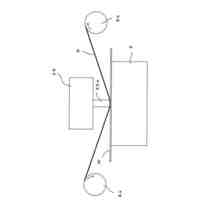
【選択図】 図1
特許請求の範囲
【請求項1】
基材と、前記基材の表面に形成された被覆層とを含む被覆切削工具であって、
前記被覆層が、下部層と、中間層と、上部層とを、前記基材側からこの順序で含み、
前記下部層が、Tiと、C、N、O及びBからなる群より選ばれる少なくとも1種の元素とのTi化合物からなるTi化合物層を1層又は2層以上含み、
前記下部層の平均厚さが、1.5μm以上15.0μm以下であり、
前記中間層が、α型の酸化アルミニウムを含み、
前記中間層の平均厚さが、1.5μm以上15.0μm以下であり、
前記上部層が、Tiと、C、N、O及びBからなる群より選ばれる少なくとも1種の元素とのTi化合物からなるTi化合物層を1層又は2層以上含み、
前記上部層の平均厚さが、0.5μm以上5.0μm以下であり、
前記下部層のクラック間隔の平均値Xが、0.5μm以上10.0μm未満であり、
前記中間層のクラック間隔の平均値Yが、20.0μm以上100.0μm以下であり、
前記上部層のクラック間隔の平均値Zが、0.5μm以上10.0μm以下である、被覆切削工具。
続きを表示(約 430 文字)
【請求項2】
前記被覆層の平均厚さが、8.0μm以上30.0μm以下である、請求項1に記載の被覆切削工具。
【請求項3】
前記上部層が、少なくともTiCN層を含む、請求項1又は2に記載の被覆切削工具。
【請求項4】
前記上部層の前記TiCN層の平均厚さが、0.5μm以上5.0μm以下である、請求項3に記載の被覆切削工具。
【請求項5】
前記クラック間隔の平均値Yと、前記クラック間隔の平均値Zとの差Y-Zが、20.0μm以上95.0μm以下である、請求項1又は2に記載の被覆切削工具。
【請求項6】
前記クラック間隔の平均値Yと、前記クラック間隔の平均値Xとの差Y-Xが、25.0μm以上95.0μm以下である、請求項1又は2に記載の被覆切削工具。
【請求項7】
前記基材が、超硬合金、サーメット、セラミックス又は立方晶窒化硼素焼結体である、請求項1又は2に記載の被覆切削工具。
発明の詳細な説明
【技術分野】
【0001】
本発明は、被覆切削工具に関する。
続きを表示(約 2,300 文字)
【背景技術】
【0002】
従来より、炭化タングステン基超硬合金からなる基材の表面に、例えば、炭化チタン(以下、TiCとも示す)層、窒化チタン(以下、TiNともで示す)層、炭窒化チタン(以下、TiCNとも示す)層、炭酸化チタン(以下、TiCOとも示す)層、窒酸化チタン(以下、TiNOとも示す)層、及び炭窒酸化チタン(以下、TiCNOとも示す)層などのTi化合物層、並びにα型の酸化アルミニウム層の2種以上の複層からなる被覆層が、化学蒸着法により蒸着形成された被覆切削工具が、鋼や鋳鉄などの金属切削加工に用いられていることは良く知られている。
【0003】
通常、このような被覆切削工具では、成膜した被覆層に引張応力が残留しているために、被覆切削工具の破壊強度が低下して欠損し易くなることが知られている。被覆層を形成後、ショットピーニング等によりクラックを導入することにより、引張残留応力を開放する技術が提案されている。この技術は、例えば特許文献1及び2に記載されている。
【0004】
特許文献1には、基材と、該基材の表面に形成された被覆層とを含む被覆切削工具が記載されている。また、特許文献1には、被覆切削工具の被覆層が、上部層と下部層とを有すること、Ti、Zr、Hf、V、Nb、Ta、Cr、Mo、W及びSiからなる群より選ばれる少なくとも1種の元素と、C、N、B及びOからなる群より選ばれる少なくとも1種の元素とで構成される化合物の1層又は2層上から構成される下部層のクラック間隔の平均値Xが10~80μmであること、上部層は下部層の表面に形成され、酸化アルミニウム層を含み、酸化アルミニウム層のクラック間隔の平均値Zが20~100μmであること、及び、0<Z-X<90の関係を満たすことが記載されている。
【0005】
特許文献2には、炭化タングステン基超硬合金又は炭窒化チタン基サーメトで構成された基体の表面に、下部層と上部層からなる硬質被覆層が被覆形成された表面被覆切削工具が記載されている。また、特許文献2には、下部層を構成する少なくとも1層のTi炭窒化物層の内の平均層厚が最も厚く1.5μm以上の層厚を有すること、Ti炭窒化物層にはクラック起点層が形成されること、及び、クラック起点層から基体側の下部層には、基体表面に平行な方向に測定した場合、0.2本/μm以上2本/μm未満の平均密度でクラックが存在する応力緩和層が形成されていることが記載されている。また、特許文献2には、α型の酸化アルミニウム層からなる上部層においては、0.2本/μm未満の平均密度のクラックが形成される状態となることが記載されている。
【先行技術文献】
【特許文献】
【0006】
国際公開第2015/005364号
特開2015-188995号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
近年の切削加工では高速化、高送り化及び深切込み化が顕著となり、従来よりも工具寿命が低下する傾向が見られるようになっている。工具寿命を改善するために、特許文献1及び2では、被覆層形成後、ショットピーニング等によりクラックを導入することにより、被覆層の引張残留応力を開放することが提案されている。
【0008】
特許文献1には、上部層及び下部層を有する被覆層を含む被覆切削工具が記載されている。特許文献1に記載の発明により、被覆切削工具の性能はある程度向上する。しかしながら、近年、更なる耐欠損性の向上が求められている。なお、特許文献1には、被覆切削工具の被覆層において、酸化アルミニウム層の基材とは反対側の表面に形成されるTi化合物層のクラック間隔の平均値が検討されていない。したがって、酸化アルミニウム層の基材とは反対側の表面に形成されるTi化合物層のクラック間隔の平均値が、0.5μm以上10.0μm以下であることは記載されていない。
【0009】
特許文献2に記載の表面被覆切削工具の被覆層において、基材とは反対側の最表面に形成されているα型の酸化アルミニウム層からなる層におけるクラックの平均密度が0.2本/μm未満(クラック間隔の平均値に換算すると5μm超)である。特許文献2に記載の表面被覆切削工具の被覆層は、クラック間隔の平均値が20μm以上である酸化アルミニウム層が基材とは反対側の最表面に露出している場合は、加工中に被覆層の表面で亀裂が発生しやすいため、耐チッピング性及び耐欠損性に改善の余地があるといえる。また、クラック間隔の平均値が5μm超20μm未満の酸化アルミニウム層が基材とは反対側の最表面に露出している場合は、酸化アルミニウム層と、その下部に形成されているTi炭窒化物層の強度が低下するため、耐摩耗性及び耐欠損性に改善の余地があるといえる。なお、特許文献2には、被覆切削工具の被覆層が、酸化アルミニウム層の基材とは反対側の表面に、更にTi化合物層を有することは記載されていない。したがって、特許文献2には、酸化アルミニウム層の基材とは反対側の表面側に形成されるTi化合物層のクラック間隔の平均値が、0.5μm以上10.0μm以下であることが記載されていない。
【0010】
本発明は、上述の問題を解決するためになされたものであり、優れた耐チッピング性、耐欠損性及び耐摩耗性を有し、工具寿命の長い被覆切削工具を提供することを目的とする。
【課題を解決するための手段】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
タップ
1か月前
個人
加工機
1か月前
麗豊実業股フン有限公司
ラクトバチルス・パラカセイNB23菌株及びそれを筋肉量の増加や抗メタボリック症候群に用いる用途
1か月前
株式会社北川鉄工所
回転装置
20日前
日東精工株式会社
ねじ締め機
1か月前
株式会社不二越
ドリル
1か月前
株式会社FUJI
工作機械
5日前
株式会社アンド
半田付け方法
1か月前
日進工具株式会社
エンドミル
2か月前
エフ・ピー・ツール株式会社
リーマ
2か月前
株式会社ダイヘン
多層盛り溶接方法
2か月前
株式会社アンド
半田付け方法
1か月前
株式会社トヨコー
被膜除去方法
1か月前
トヨタ自動車株式会社
接合方法
2か月前
村田機械株式会社
レーザ加工機
1か月前
村田機械株式会社
レーザ加工機
1か月前
トヨタ自動車株式会社
溶接ヘッド
21日前
大肯精密株式会社
自動送り穿孔機
2か月前
トヨタ自動車株式会社
溶接ヘッド
20日前
株式会社ダイヘン
溶接装置
2か月前
株式会社不二越
超硬合金製ドリル
2か月前
株式会社不二越
摩耗判定装置
12日前
日東精工株式会社
はんだこて先の製造方法
1か月前
株式会社不二越
通り穴加工用タップ
2か月前
株式会社不二越
波形抽出装置
12日前
日東精工株式会社
はんだこて先の製造方法
20日前
個人
管の切断装置及び管の切断方法
2か月前
株式会社アドウェルズ
超音波加工装置
2か月前
株式会社ジャノメ
インサート挿入装置
21日前
株式会社ダイヘン
パルスアーク溶接制御方法
14日前
株式会社ダイヘン
パルスアーク溶接制御方法
5日前
DMG森精機株式会社
工作機械
8日前
株式会社FUJI
周辺装置制御用治具
1か月前
株式会社IHI
支持機構
5日前
春日機械工業股ふん有限公司
挟持装置
1か月前
株式会社ダイヘン
非消耗電極アーク溶接方法
2か月前
続きを見る
他の特許を見る


 特許ウォッチ
特許ウォッチ