TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025095086
公報種別
公開特許公報(A)
公開日
2025-06-26
出願番号
2023210890
出願日
2023-12-14
発明の名称
材料吐出装置、及び射出成型装置
出願人
セイコーエプソン株式会社
代理人
個人
,
個人
,
個人
主分類
B29C
45/53 20060101AFI20250619BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】射出制御部は、所定の圧力で可塑化材料を外部に射出するため、耐久性の向上が求められる。
【解決手段】材料吐出装置は、可塑化材料が流れる流路に接続されるシリンダー、前記シリンダー内を往復移動するプランジャー、一端に前記プランジャーを取り付け可能に構成されるボールネジ、前記ボールネジと接続するナット、及び前記ボールネジを介して前記プランジャーを駆動するモーターを有する吸引送出部を備え、前記モーターは、ローターと、前記ローターに対向して配置されるステーターと、を有し、前記ローター及び前記ステーターのいずれかは、磁石を有し、前記ローター及び前記ステーターのいずれかは、前記ナットの外周面と接続し、前記ローターは、前記磁石の磁力によって、前記ステーターに対して間隔を空けた状態で回転する。
【選択図】図5
特許請求の範囲
【請求項1】
材料を可塑化して可塑化材料を生成する可塑化部と、
ノズル開口を有し、前記可塑化材料を前記ノズル開口から外部に送出するノズルと、
前記ノズル開口に連通し、前記可塑化材料が流れる流路に接続されるシリンダー、前記シリンダー内を往復移動するプランジャー、一端に前記プランジャーを取り付け可能に構成されるボールネジ、前記ボールネジと接続するナット、及び前記ボールネジを介して前記プランジャーを駆動するモーターを有する吸引送出部と、
制御部と、を備え、
前記制御部は、前記プランジャーを前記流路から離れる方向に移動させることで前記シリンダー内に前記可塑化材料を吸引する吸引操作と、前記プランジャーを前記流路に近づく方向に移動させることで前記シリンダー内の前記可塑化材料を前記流路に送出する送出操作とを、前記吸引送出部に実行させ、
前記モーターは、ローターと、前記ローターに対向して配置されるステーターと、を有し、
前記ローター及び前記ステーターのいずれかは、磁石を有し、
前記ローター及び前記ステーターのいずれかは、前記ナットの外周面と接続し、
前記ローターは、前記磁石の磁力によって、前記ステーターに対して間隔を空けた状態で回転する、
材料吐出装置。
続きを表示(約 640 文字)
【請求項2】
前記ローターは、前記ナットを支持し、
前記モーターは、前記ローターに支持された前記ナットを回転させることによって、前記プランジャーを移動させる、
請求項1に記載の材料吐出装置。
【請求項3】
前記シリンダーは、内径を規定する内側シリンダーと、前記内側シリンダーの外周に圧入される外側シリンダーと、前記内側シリンダーと前記外側シリンダーとの間に配置されるシリンダーヒーターと、を有する、
請求項1に記載の材料吐出装置。
【請求項4】
前記ボールネジは、前記プランジャーと断熱部材もしくは隙間を介して接続される、
請求項1に記載の材料吐出装置。
【請求項5】
前記外側シリンダーは、前記内側シリンダーの前記内径と異なる第2の内径を有する第2内側シリンダーに対して圧入可能に構成される、
請求項3に記載の材料吐出装置。
【請求項6】
前記シリンダーヒーターは、前記内側シリンダーに巻き付けられるコイルヒーターであり、
前記シリンダーの中央部での前記コイルヒーターの第1巻き数は、前記シリンダーの両端部での前記コイルヒーターの第2巻き数よりも少ない、
請求項3に記載の材料吐出装置。
【請求項7】
請求項1に記載の材料吐出装置を備え、
前記ノズルは、前記可塑化材料を、成形型に向けて吐出する、
射出成型装置。
発明の詳細な説明
【技術分野】
【0001】
本開示は、材料吐出装置、及び射出成型装置に関する。
続きを表示(約 1,800 文字)
【背景技術】
【0002】
プランジャーを有する材料吐出装置が知られている。特許文献1に記載される射出成型装置は、材料吐出装置の一例である射出制御部を備える。射出成型装置は、射出制御部を用いて可塑化材料を射出する。射出制御部は、シリンダーと、プランジャーと、プランジャー駆動部と、を備える。射出制御部は、プランジャーをシリンダー内で摺動させることによって、計量操作と射出操作とを実行する。プランジャーは、モーターやギアによって構成されたプランジャー駆動部によって駆動される。
【先行技術文献】
【特許文献】
【0003】
特開2021-104600号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
射出制御部は、所定の圧力で可塑化材料を外部に射出するため、耐久性の向上が求められる。
【課題を解決するための手段】
【0005】
本開示の材料吐出装置は、材料を可塑化して可塑化材料を生成する可塑化部と、ノズル開口を有し、前記可塑化材料を前記ノズル開口から外部に送出するノズルと、前記ノズル開口に連通し、前記可塑化材料が流れる流路に接続されるシリンダー、前記シリンダー内を往復移動するプランジャー、一端に前記プランジャーを取り付け可能に構成されるボールネジ、前記ボールネジと接続するナット、及び前記ボールネジを介して前記プランジャーを駆動するモーターを有する吸引送出部と、制御部と、を備え、前記制御部は、前記プランジャーを前記流路から離れる方向に移動させることで前記シリンダー内に前記可塑化材料を吸引する吸引操作と、前記プランジャーを前記流路に近づく方向に移動させることで前記シリンダー内の前記可塑化材料を前記流路に送出する送出操作とを、前記吸引送出部に実行させ、前記モーターは、ローターと、前記ローターに対向して配置されるステーターと、を有し、前記ローター及び前記ステーターのいずれかは、磁石を有し、前記ローター及び前記ステーターのいずれかは、前記ナットの外周面と接続し、前記ローターは、前記磁石の磁力によって、前記ステーターに対して間隔を空けた状態で回転する。
【0006】
本開示の射出成型装置は、上記の材料吐出装置を備え、前記ノズルは、前記可塑化材料を、成形型に向けて吐出する。
【図面の簡単な説明】
【0007】
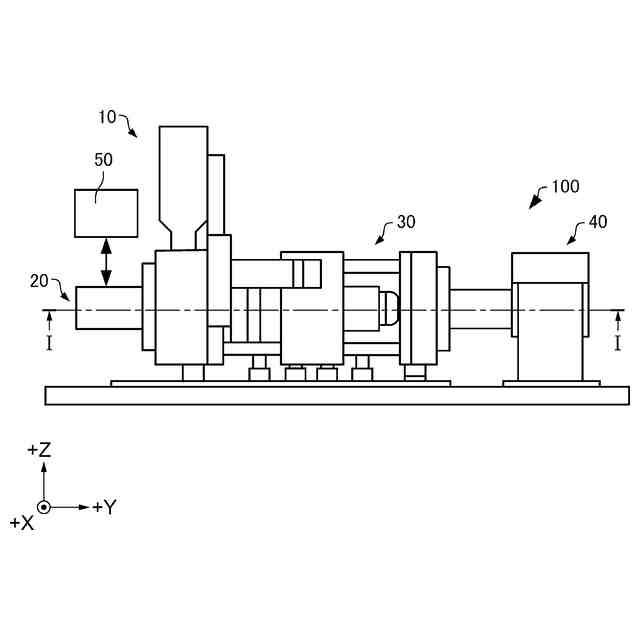
射出成型装置を模式的に示す側面図。
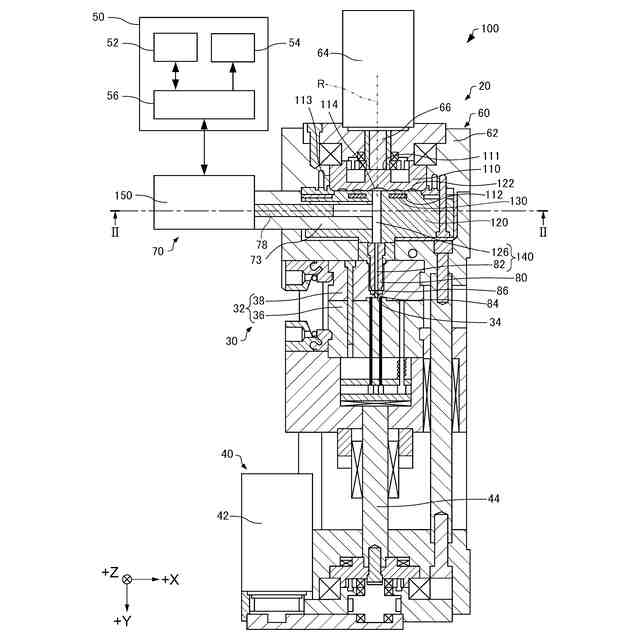
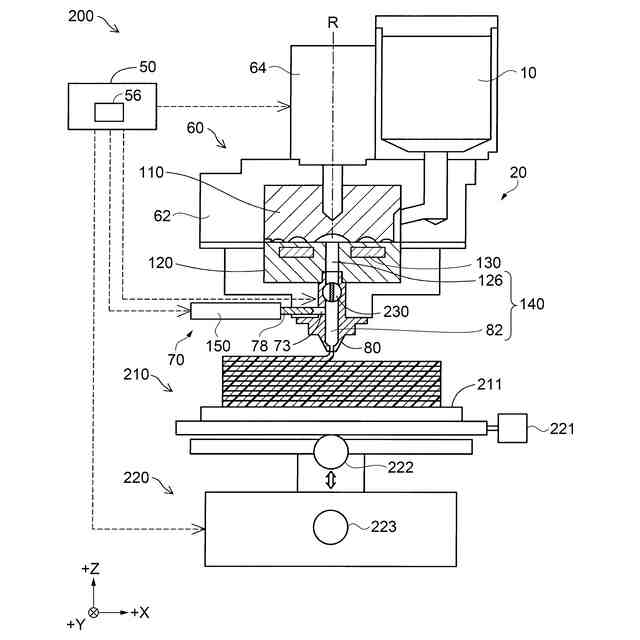
射出成型装置を模式的に示す断面図。
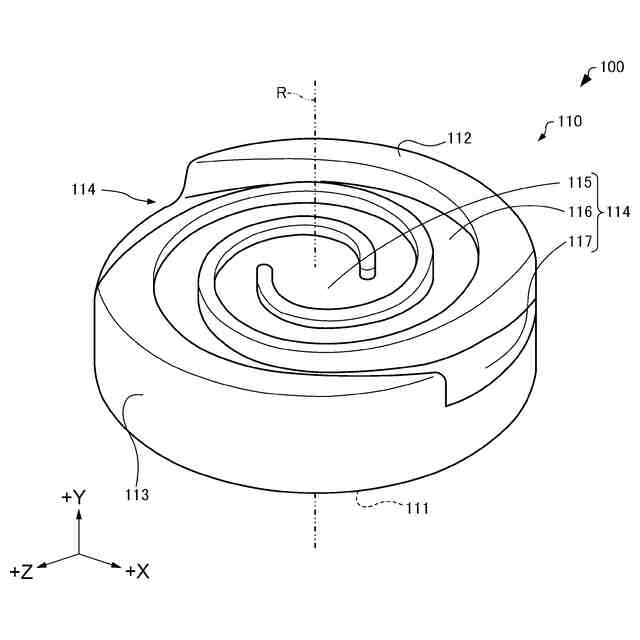
フラットスクリューを模式的に示す斜視図。
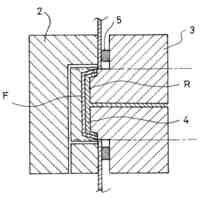
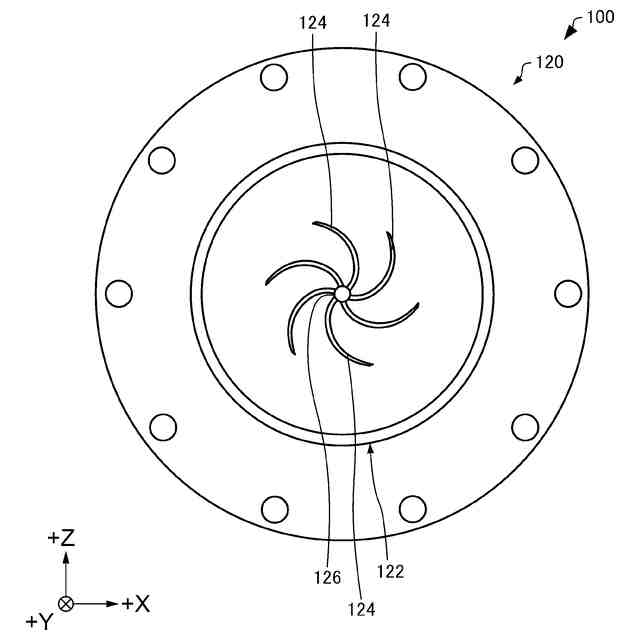
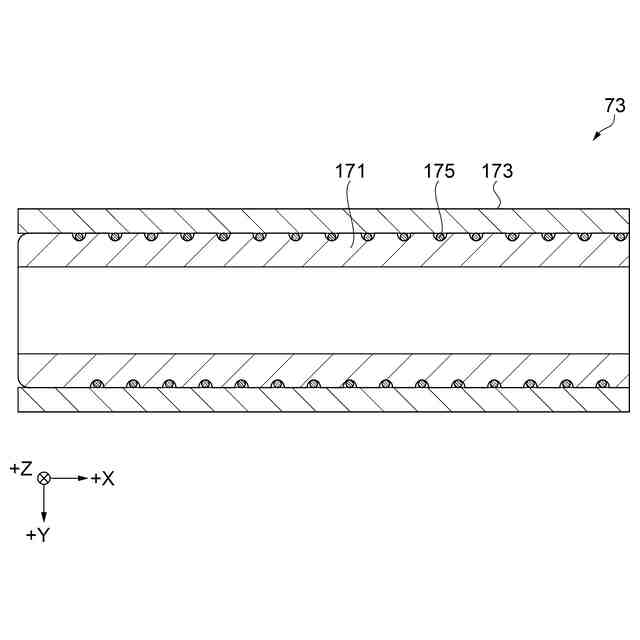
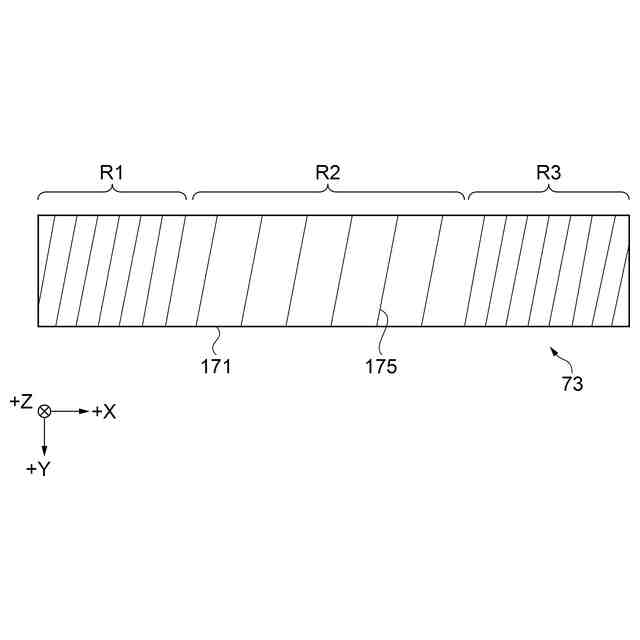
バレルを模式的に示す図。
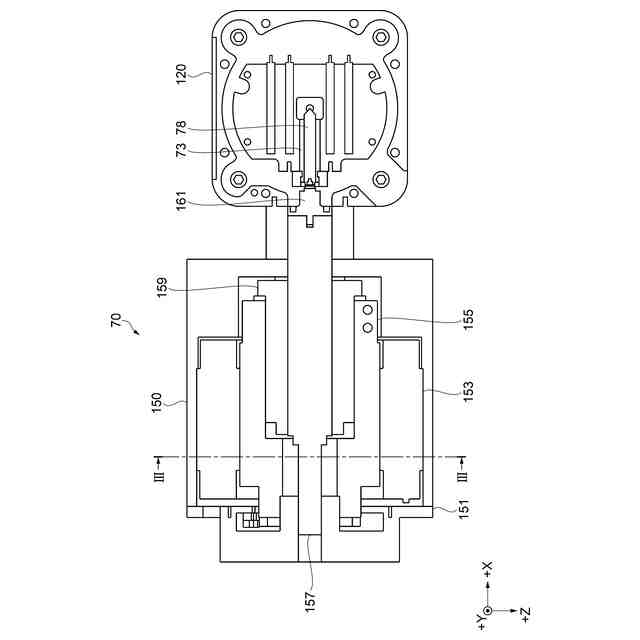
吸引送出部の概略構成を示す図。
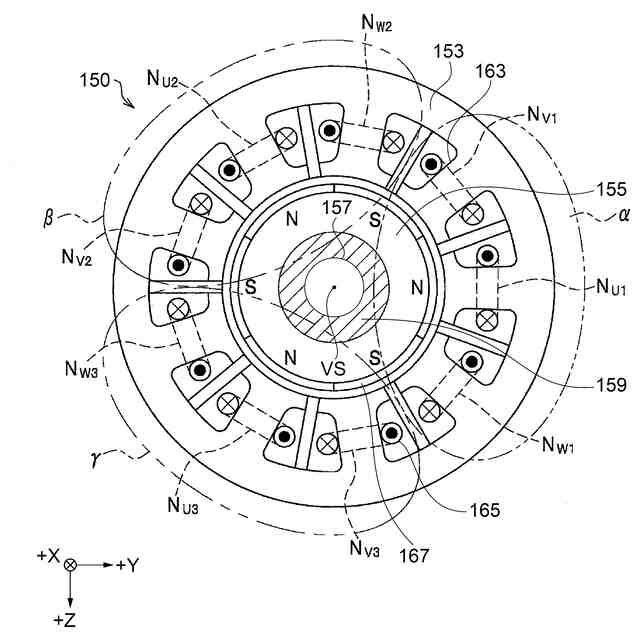
モーターの巻線配置を模式的に示す図。
シリンダーの概略構成を示す図。
シリンダーヒーターの概略構成を示す図。
三次元造形装置の概略構成を示す図。
【発明を実施するための形態】
【0008】
図1は、射出成型装置100を模式的に示す側面図である。図1に示す射出成型装置100は、材料供給部10と、射出部20と、型部30と、型締部40と、制御装置50と、を備える。
【0009】
図1を含む複数の図は、互いに直交する3つの軸として、X軸、Y軸、およびZ軸を示している。X軸は、射出成型装置100の設置面に対して平行な軸である。+X方向は、図1に示す射出成型装置100の手前から奥に向かう方向である。-X方向は、図1に示す射出成型装置100の奥から手前に向かう方向である。Y軸は、射出成型装置100の設置面に対して平行で、X軸に垂直な軸である。+Y方向は、図1に示す射出成型装置100の射出部20から型部30へ向かう方向である。-Y方向は、図1に示す射出成型装置100の型部30から射出部20へ向かう方向である。Z軸は、射出成型装置100の設置面に対して垂直な軸である。+Z方向は、設置面から上方に向かう方向である。-Z方向は、設置面から下方に向かう鉛直方向である。
【0010】
材料供給部10は、射出部20に原料となる材料を供給する。材料供給部10は、例えば、ホッパーによって構成される。材料供給部10から供給される材料の形状は、ペレット状、粉末状である。材料供給部10によって供給される材料は、ABS(アクリロニトリルブタジエンスチレン)樹脂等である。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
東レ株式会社
吹出しノズル
7か月前
東レ株式会社
プリプレグテープ
9か月前
シーメット株式会社
光造形装置
6か月前
CKD株式会社
型用台車
6か月前
株式会社日本製鋼所
押出機
9か月前
グンゼ株式会社
ピン
6か月前
個人
射出ミキシングノズル
8か月前
東レ株式会社
フィルムの製造方法
3か月前
日機装株式会社
加圧システム
2か月前
株式会社カワタ
計量混合装置
1か月前
株式会社FTS
ロッド
5か月前
個人
樹脂可塑化方法及び装置
5か月前
株式会社シロハチ
真空チャンバ
8か月前
トヨタ自動車株式会社
射出装置
3か月前
株式会社FTS
成形装置
6か月前
株式会社漆原
シートの成形方法
1か月前
東レ株式会社
樹脂フィルムの製造方法
1か月前
株式会社コスメック
射出成形装置
1か月前
株式会社不二越
射出成形機
3か月前
株式会社日本製鋼所
押出成形装置
9か月前
株式会社日本製鋼所
押出成形装置
9か月前
株式会社FTS
セパレータ
5か月前
株式会社神戸製鋼所
混練機
4か月前
株式会社不二越
射出成形機
2か月前
株式会社不二越
射出成形機
1か月前
TOWA株式会社
成形型清掃用のブラシ
9か月前
株式会社不二越
射出成形機
2か月前
三菱自動車工業株式会社
予熱装置
9か月前
株式会社リコー
画像形成システム
6か月前
東レ株式会社
炭素繊維シートの製造方法
2か月前
日東工業株式会社
インサート成形機
7か月前
東レ株式会社
溶融押出装置および押出方法
5か月前
株式会社ニフコ
樹脂製品の製造方法
8か月前
個人
ノズルおよび熱風溶接機
5か月前
トヨタ自動車株式会社
真空成形装置
2か月前
トヨタ自動車株式会社
3Dプリンタ
7か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ