TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025095607
公報種別
公開特許公報(A)
公開日
2025-06-26
出願番号
2023211701
出願日
2023-12-15
発明の名称
精錬方法および転炉
出願人
JFEスチール株式会社
代理人
弁理士法人酒井国際特許事務所
主分類
C21C
5/48 20060101AFI20250619BHJP(鉄冶金)
要約
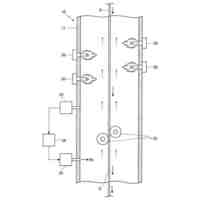
【課題】底吹羽口が炉底に分散して配置される転炉におけるスロッシングを抑制することができる精錬方法および転炉を提供すること。
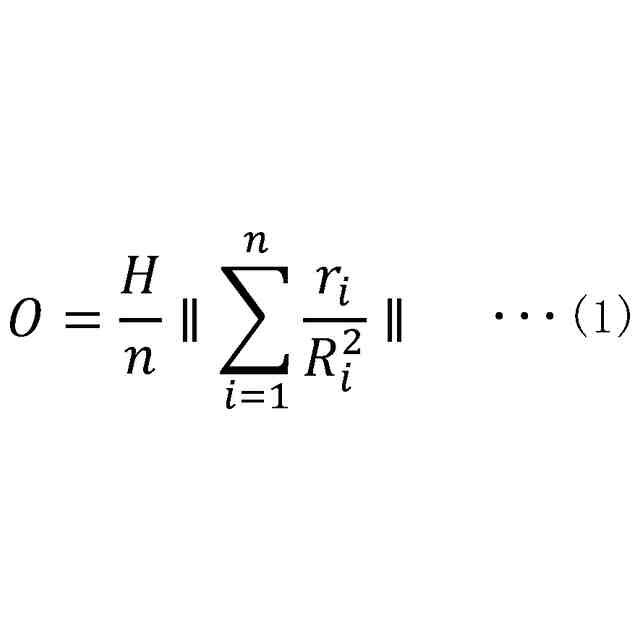
【解決手段】本発明に係る精錬方法は、精錬容器の底部に配置された複数のガス吐出羽口から精錬容器内へガスを吹き込む精錬方法であって、式(1)で表される偏心度Oが0.6未満となることを特徴とする。
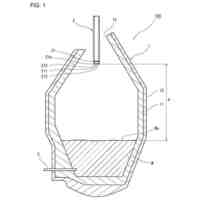
【選択図】図1
特許請求の範囲
【請求項1】
精錬容器の底部に配置された複数のガス吐出羽口から前記精錬容器内へガスを吹き込む精錬方法であって、
下式(1)で表される偏心度Oが0.6未満となる
ことを特徴とする精錬方法。
TIFF
2025095607000010.tif
18
170
ただし、式(1)において、nは底吹羽口数、Hは精錬容器内の溶融金属の高さ[m]、r
i
は精錬容器の水平断面における底部中心から羽口iまでのベクトル[m]、R
i
は精錬容器の水平断面における底部中心から羽口iまでの距離[m]である。
続きを表示(約 630 文字)
【請求項2】
前記式(1)で表される前記偏心度Oが0.2以上かつ0.6未満である
ことを特徴とする請求項1に記載の精錬方法。
【請求項3】
前記精錬容器は、酸素を上吹きランスから吹き込む機能を備えた転炉に用いられる
ことを特徴とする請求項2に記載の精錬方法。
【請求項4】
精錬容器の底部に配置された複数のガス吐出羽口を備え、複数の前記ガス吐出羽口から前記精錬容器内へガスを吹き込むように構成された転炉であって、
前記ガス吐出羽口は、下式(2)で表される偏心度Oが0.6未満となるように前記精錬容器の底部に配置されている
ことを特徴とする転炉。
TIFF
2025095607000011.tif
18
170
ただし、式(2)において、nは底吹羽口数、Hは精錬容器内の溶融金属の高さ[m]、r
i
は精錬容器の水平断面における底部中心から羽口iまでのベクトル[m]、R
i
は精錬容器の水平断面における底部中心から羽口iまでの距離[m]である。
【請求項5】
前記式(2)で表される偏心度が0.2以上かつ0.6未満である
ことを特徴とする請求項4に記載の転炉。
【請求項6】
前記精錬容器の内部に酸素を吹き込む上吹きランスを備えている
ことを特徴とする請求項5に記載の転炉。
発明の詳細な説明
【技術分野】
【0001】
本発明は、精錬方法および転炉に関する。
続きを表示(約 1,800 文字)
【背景技術】
【0002】
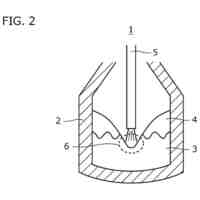
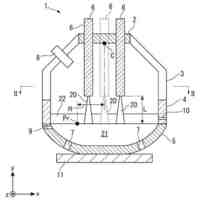
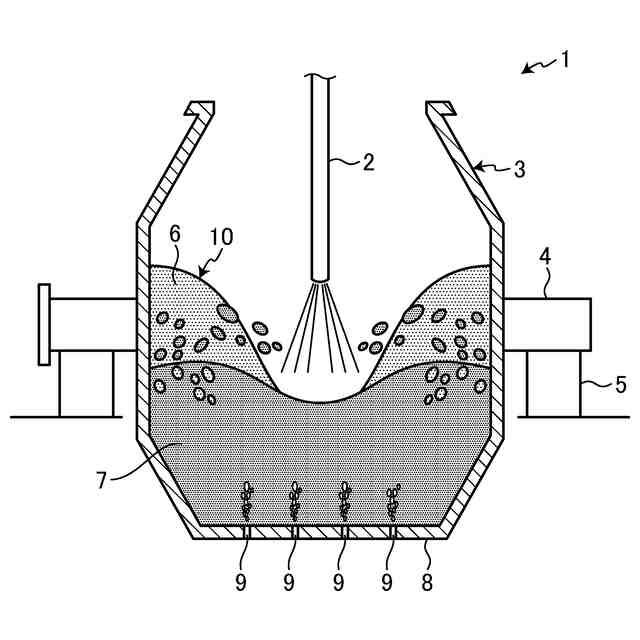
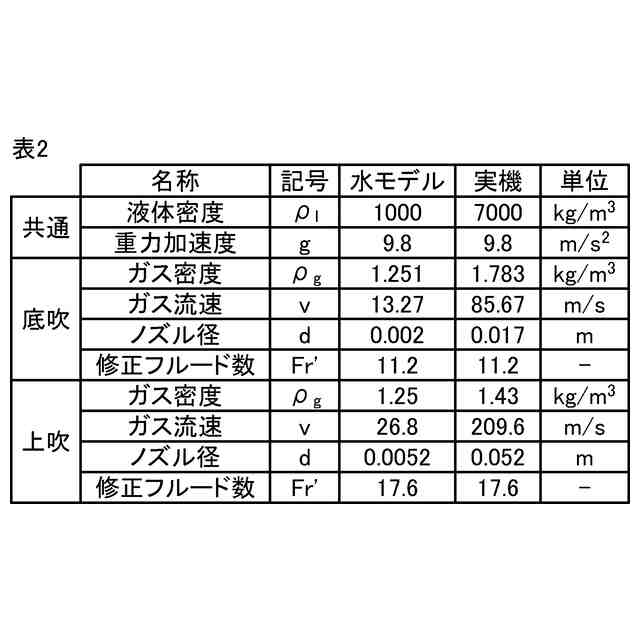
鋼を溶製する転炉では、一般的に酸素もしくはアルゴンや窒素などの不活性ガスを炉底から吹き込み、炉内を攪拌している。例えば溶銑を精錬処理する装置として、上吹ランスと、底部に設けられた複数の底吹羽口とを有する上底吹転炉が用いられている。上底吹転炉では上吹ランスから炉内の溶銑に酸素ガスを吹込むことで溶銑を酸化精錬するとともに、底吹羽口から撹拌用ガス(底吹ガス)を吹込んで溶銑を撹拌することで、スラグ-メタル間での精錬反応を促進させている。吹錬効率化や処理高速化を達成するためには、底吹ガスの流量増加によるスラグ・メタルの攪拌効率の向上も必要となる。
【0003】
しかしながら、底吹ガスの流量を増加させると炉内の溶湯の揺動が大きくなり、溶湯の飛散が激しくなる。この現象はスロッシングと呼ばれ、飛散した溶湯が上吹きランスや炉口などに付着すると、歩留まりの低減や地金除去のためのロスタイムが発生し、生産性低減に繋がる。
【0004】
スロッシングを誘発する要因として、底吹ガスの流量の増加以外に底吹羽口の配置が挙げられる。例えば非特許文献1には、底吹羽口の配置に応じて、溶湯の揺動が2種類のタイプ(Aタイプ、Bタイプ)に大別されることが記載されている。Aタイプは吹き込まれた底吹ガスが浮上する過程で一段となって気液共存域を形成し、U字管中の液の振動のように左右に揺れることを特徴とする。Bタイプは吹き込まれたガスが二つの気液共存域を形成し、それぞれが近寄っては離れる振動を繰り返すことを特徴とする。このとき、Aタイプの揺動は溶湯の飛散が激しくなることが指摘されている。
【0005】
また、スロッシングを回避する方法として、例えば特許文献1~特許文献4の方法が挙げられる。特許文献1~3では、スロッシングを抑制するための転炉の底吹羽口の配列が規定されている。特許文献1では底吹羽口を炉体のトラニオン軸に平行に配列させ、トラニオン軸と配列間の距離と配列領域幅を規定している。特許文献2,3,4においても底吹羽口はトラニオン軸に平行に配列されている中で、羽口間の距離や羽口とトラニオン軸との距離などが規定されている。
【先行技術文献】
【特許文献】
【0006】
特開昭58-061212号公報
特開昭59-157212号公報
特開平01-174014号公報
特開2011-111647号公報
【非特許文献】
【0007】
加藤嘉英ら、鉄と鋼、vol.68(1982)、p.1604
【発明の概要】
【発明が解決しようとする課題】
【0008】
しかしながら、特許文献1~4では羽口群が分散されず列状に配置されているため、底吹羽口から吹き込まれたガス気泡が効率的に溶湯を攪拌できない、という課題が存在する。特許文献1~4に記載の構成は、底吹ガスの流量が大きい底吹転炉を対象としているため、羽口群を列状に配置しても十分高速に精錬反応を起こすことが可能である。これに対して、攪拌動力が底吹転炉よりも劣る上底吹転炉などでは、低流量の底吹ガスで効率よく攪拌を行うため、羽口を炉底に分散させて配置している。
【0009】
本発明は、上記記課題を解決するためになされたものであって、底吹羽口が炉底に分散して配置される転炉におけるスロッシングを抑制することができる精錬方法および転炉を提供することを目的とする。
【課題を解決するための手段】
【0010】
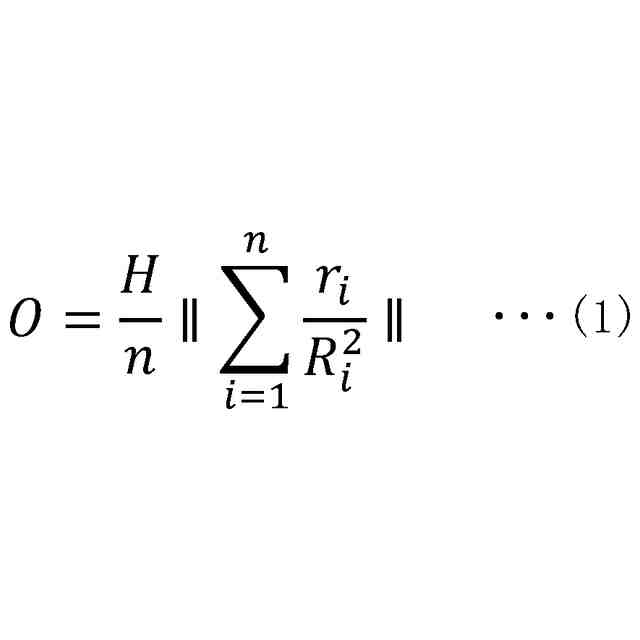
本発明に係る精錬方法は、精錬容器の底部に配置された複数のガス吐出羽口から前記精錬容器内へガスを吹き込む精錬方法であって、下式(1)で表される偏心度Oが0.6未満となることを特徴とする。
TIFF
2025095607000002.tif
18
170
ただし、式(1)において、nは底吹羽口数、Hは精錬容器内の溶融金属の高さ[m]、r
i
は精錬容器の水平断面における底部中心から羽口iまでのベクトル[m]、R
i
は精錬容器の水平断面における底部中心から羽口iまでの距離[m]である。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
新和環境株式会社
炉システム
3か月前
新和環境株式会社
炉システム
3か月前
株式会社戸畑製作所
高炉用羽口
5か月前
日本製鉄株式会社
転炉精錬方法
3か月前
日本製鉄株式会社
溶鋼の製造方法
4か月前
株式会社伊原工業
還元鉄の製造方法
3か月前
中外炉工業株式会社
連続式熱処理炉
1か月前
日本製鉄株式会社
スラグの排出方法
4か月前
個人
製鋼用副資材及びその製造方法
4か月前
富士電子工業株式会社
焼き入れ装置
4か月前
中外炉工業株式会社
前処理装置
11日前
バイオメッド バレー ディスカバリーズ,インコーポレイティド
C21H22Cl2N4O2の結晶形態
23日前
株式会社デンケン
高温炉
3か月前
大同特殊鋼株式会社
浸炭部材の製造方法
19日前
東京窯業株式会社
溶鋼処理用の浸漬管
3か月前
日本製鉄株式会社
脱りん方法
1か月前
日本製鉄株式会社
高炉の操業方法
26日前
日本製鉄株式会社
高炉の操業方法
2か月前
日本製鉄株式会社
脱炭精錬方法
4か月前
日本製鉄株式会社
高炉の操業方法
1か月前
日本製鉄株式会社
鋼の製造方法
2か月前
富士電子工業株式会社
クランクシャフト支持装置
1か月前
日本製鉄株式会社
出銑口開孔装置および出銑口開孔方法
3か月前
日本製鉄株式会社
鋼の製造方法
11日前
日本製鉄株式会社
棒製品の製造方法
11日前
株式会社神戸製鋼所
溶銑の脱りん方法
5か月前
株式会社サンノハシ
金属加工品の製造方法
2か月前
トヨタ自動車株式会社
鋼板部品の製造方法及び製造装置
1か月前
日本製鉄株式会社
処理装置、処理方法、およびプログラム
4か月前
日本製鉄株式会社
鋼の製造方法
1か月前
日本製鉄株式会社
処理装置、処理方法、およびプログラム
2か月前
日本製鉄株式会社
金属溶解方法
1か月前
トヨタ自動車株式会社
焼き入れ時の硬さを予測する予測方法
1か月前
日本製鉄株式会社
高炉の還元粉化量の推定方法
3か月前
日本製鉄株式会社
金属溶解方法
4日前
日本製鉄株式会社
還元鉄の溶解方法
5か月前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ