TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025096049
公報種別
公開特許公報(A)
公開日
2025-06-26
出願番号
2023212512
出願日
2023-12-15
発明の名称
レーザ加工方法、及びレーザ加工システム
出願人
ギガフォトン株式会社
代理人
個人
主分類
B23K
26/36 20140101AFI20250619BHJP(工作機械;他に分類されない金属加工)
要約
【課題】本開示は、レーザ加工方法、及びレーザ加工システムに関する。
【解決手段】レーザ加工方法は、被加工物の表面上の互いに離隔した複数の加工領域にパルスレーザ光を照射して複数の凹みを形成するレーザ加工方法である。パルスレーザ光をパルス毎に異なる加工領域に照射する第1工程と、第1工程でのパルスレーザ光の照射領域の一部と重なるように、パルスレーザ光をパルス毎に異なる加工領域に照射する第2工程と、を備える。
【選択図】図9
特許請求の範囲
【請求項1】
被加工物の表面上の互いに離隔した複数の加工領域にパルスレーザ光を照射して複数の凹みを形成するレーザ加工方法であって、
前記パルスレーザ光をパルス毎に異なる前記加工領域に照射する第1工程と、
前記第1工程での前記パルスレーザ光の照射領域の一部と重なるように、前記パルスレーザ光をパルス毎に異なる前記加工領域に照射する第2工程と、
を備える
レーザ加工方法。
続きを表示(約 1,200 文字)
【請求項2】
請求項1に記載のレーザ加工方法であって、
前記複数の加工領域は、所定方向に並び、
前記第1工程では、前記所定方向の一方側から順に前記加工領域に前記パルスレーザ光を照射し、
前記第2工程では、前記所定方向の他方側から順に前記加工領域に前記パルスレーザ光を照射する。
【請求項3】
請求項1に記載のレーザ加工方法であって、
前記複数の加工領域は、所定方向に並び、
前記第1工程及び前記第2工程では、前記所定方向の一方側から順に前記加工領域に前記パルスレーザ光を照射する。
【請求項4】
請求項1に記載のレーザ加工方法であって、
前記第1工程と前記第2工程との間に前記パルスレーザ光をパルス毎に異なる前記加工領域に照射する第3工程と、前記第2工程の後に前記パルスレーザ光を前記パルス毎に異なる前記加工領域に照射する第4工程と、をさらに備え、
それぞれの前記加工領域において、前記第3工程での前記照射領域の中心は、前記第2工程での前記照射領域の中心より前記第1工程での前記照射領域の中心側と反対側に位置し、前記第4工程での前記照射領域の中心は、前記第3工程での前記照射領域の中心と前記第2工程での前記照射領域の中心との間に位置する。
【請求項5】
請求項4に記載のレーザ加工方法であって、
前記複数の加工領域は、所定方向に並び、
前記第1工程及び前記第2工程では、前記所定方向の一方側から順に前記加工領域に前記パルスレーザ光を照射し、
前記第3工程及び前記第4工程では、前記所定方向の他方側から順に前記加工領域に前記パルスレーザ光を照射する。
【請求項6】
請求項1に記載のレーザ加工方法であって、
前記第1工程及び前記第2工程では、前記複数の加工領域のうちの2以上の前記加工領域に同時に前記パルスレーザ光を照射する。
【請求項7】
請求項1に記載のレーザ加工方法であって、
前記被加工物は、光導波路基板となる光透過性の板状部材である。
【請求項8】
請求項7に記載のレーザ加工方法であって、
前記板状部材を構成する材料は、ポリイミド樹脂またはポリノルボルネン樹脂である。
【請求項9】
請求項7に記載のレーザ加工方法であって、
前記第1工程及び前記第2工程後における前記凹みの縁部のうち前記第1工程での前記照射領域の中心から前記第2工程での前記照射領域の中心に向かう方向側の部位は、傾斜面である。
【請求項10】
請求項1に記載のレーザ加工方法であって、
前記パルスレーザ光の外形は、長方形状であり、
前記第2工程での前記照射領域は、前記第1工程での前記照射領域が前記パルスレーザ光の外形の短手方向に移動した領域である。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本開示は、レーザ加工方法、及びレーザ加工システムに関する。
続きを表示(約 2,600 文字)
【背景技術】
【0002】
近年、半導体露光装置においては、半導体集積回路の微細化及び高集積化につれて、解像力の向上が要請されている。このため、露光用光源から放出される光の短波長化が進められている。例えば、露光用のガスレーザ装置としては、波長約246.0nmのレーザ光を出力するKrFエキシマレーザ装置、ならびに波長約193.4nmのレーザ光を出力するArFエキシマレーザ装置が用いられる。
【0003】
KrFエキシマレーザ装置及びArFエキシマレーザ装置の自然発振光のスペクトル線幅は、350pm~400pmと広い。そのため、KrF及びArFレーザ光のような紫外線を透過する材料で投影レンズを構成すると、色収差が発生してしまう場合がある。その結果、解像力が低下し得る。そこで、ガスレーザ装置から出力されるレーザ光のスペクトル線幅を、色収差が無視できる程度となるまで狭帯域化する必要がある。そのため、ガスレーザ装置のレーザ共振器内には、スペクトル線幅を狭帯域化するために、狭帯域化素子(エタロンやグレーティング等)を含む狭帯域化モジュール(Line Narrowing Module:LNM)が備えられる場合がある。以下では、スペクトル線幅が狭帯域化されるガスレーザ装置を狭帯域化ガスレーザ装置という。
【先行技術文献】
【特許文献】
【0004】
特開2023-022603号公報
特開2017-186185号公報
米国特許出願公開第2002/0064345号明細書
【発明の概要】
【0005】
本開示の一態様によるレーザ加工方法は、被加工物の表面上の互いに離隔した複数の加工領域にパルスレーザ光を照射して複数の凹みを形成するレーザ加工方法であって、パルスレーザ光をパルス毎に異なる加工領域に照射する第1工程と、第1工程でのパルスレーザ光の照射領域の一部と重なるように、パルスレーザ光をパルス毎に異なる加工領域に照射する第2工程と、を備えてもよい。
【0006】
本開示の一態様によるレーザ加工システムは、被加工物の表面上の互いに離隔した複数の加工領域にパルスレーザ光を照射して複数の凹みを形成するレーザ加工システムであって、パルスレーザ光を出射するガスレーザ装置と、パルスレーザ光の表面上の照射領域を移動可能な移動部と、プロセッサと、を備え、プロセッサは、移動部及びガスレーザ装置を制御して、パルスレーザ光をパルス毎に異なる加工領域に照射する第1制御と、移動部及びガスレーザ装置を制御して、第1制御でのパルスレーザ光の照射領域の一部と重なるように、パルスレーザ光をパルス毎に異なる加工領域に照射する第2制御と、を行ってもよい。
【図面の簡単な説明】
【0007】
本開示のいくつかの実施形態を、単なる例として、添付の図面を参照して以下に説明する。
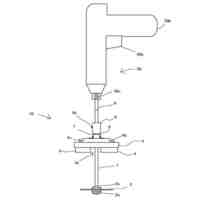
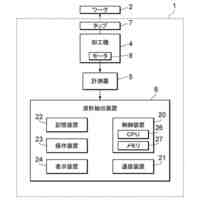
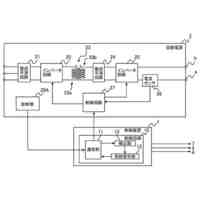
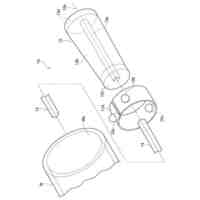
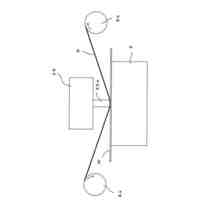
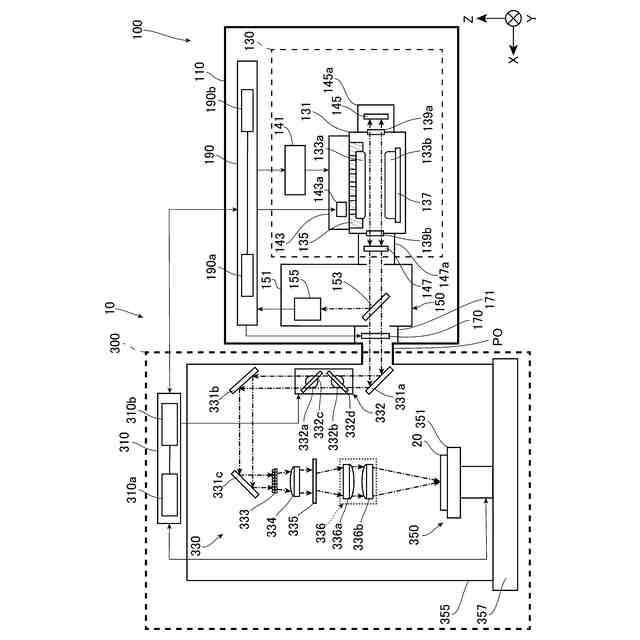
図1は、比較例のレーザ加工システムの全体の概略構成例を示す模式図である。
図2は、被加工物の表面における加工順を説明するための図である。
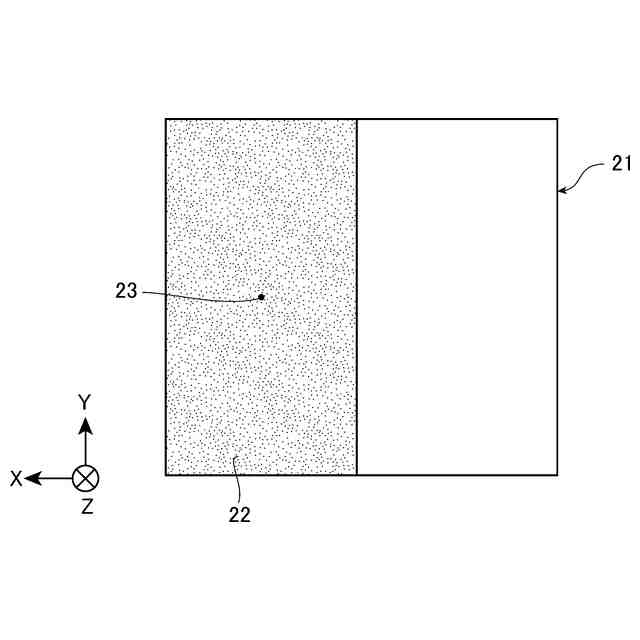
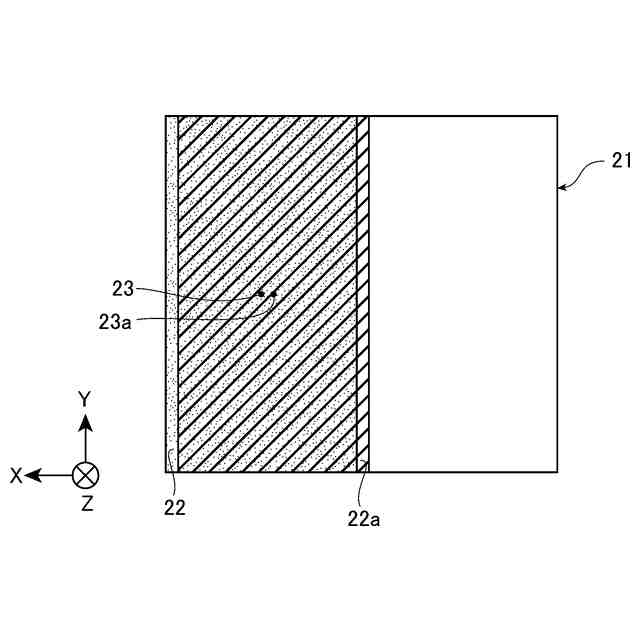
図3は、加工領域に対する1回目の照射での照射領域の一例を示す図である。
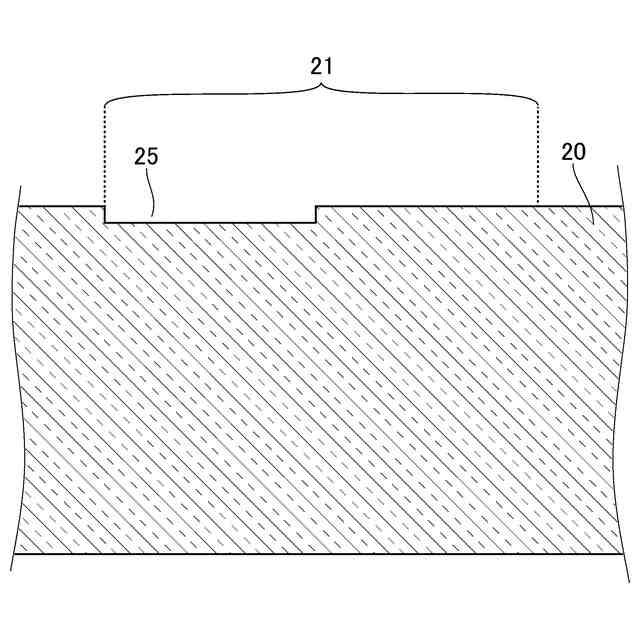
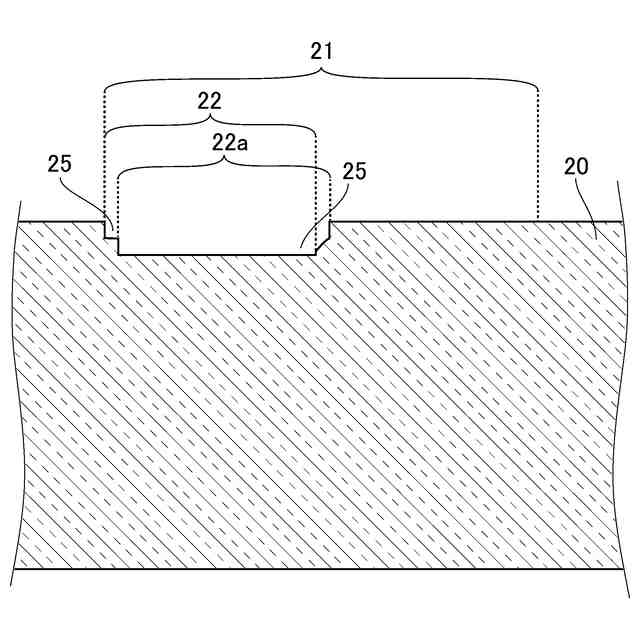
図4は、加工領域に対する1回目の照射後の被加工物の様子を示す断面図である。
図5は、加工領域に対する2回目の照射での照射領域の一例を示す図である。
図6は、加工領域に対する2回目の照射後の被加工物の様子を示す断面図である。
図7は、加工領域の全体にレーザ光が照射された後の被加工物の様子を示す断面図である。
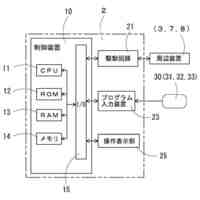
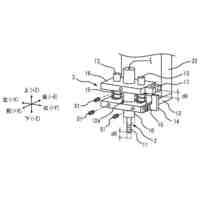
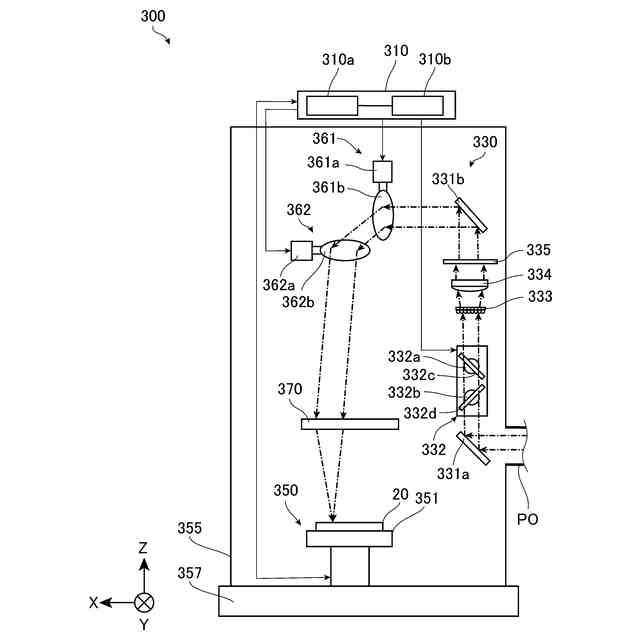
図8は、実施形態1のレーザ加工装置の概略構成例を示す模式図である。
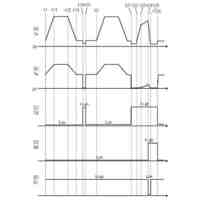
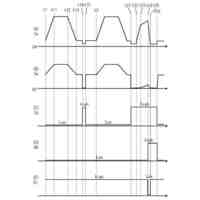
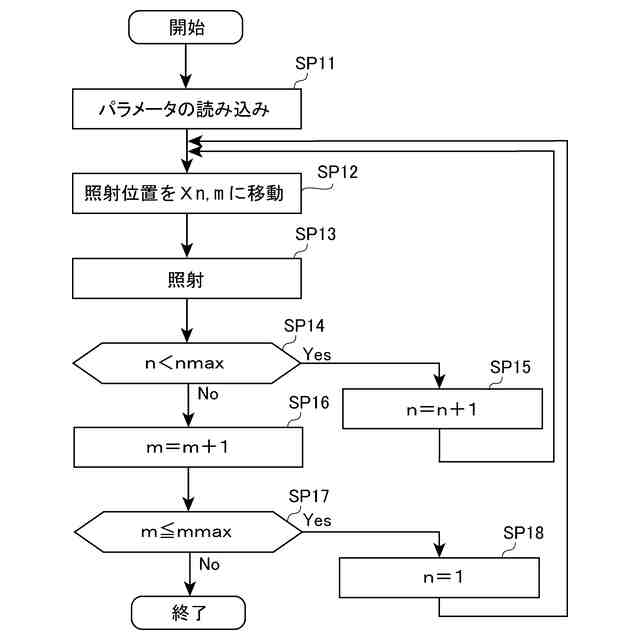
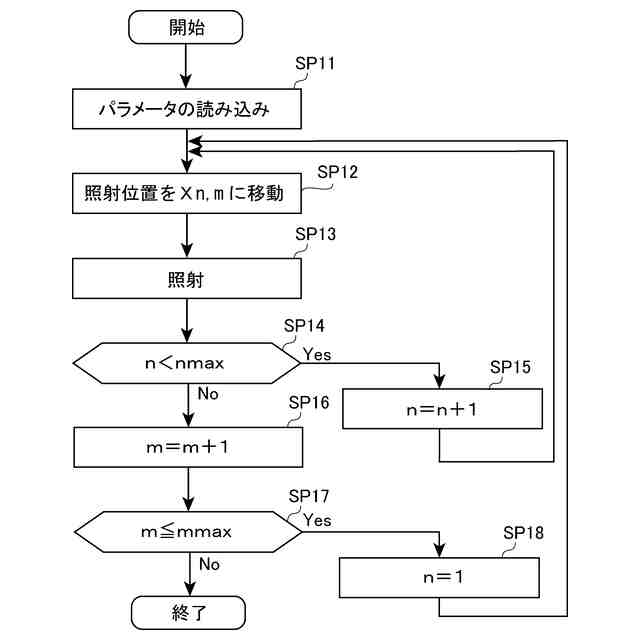
図9は、実施形態1のレーザ加工プロセッサの制御フローチャートを示す図である。
図10は、実施形態1における照射領域の移動を説明するための図である。
図11は、実施形態1の変形例1のレーザ加工方法における照射領域の移動を説明するための図である。
図12は、実施形態1の変形例2のレーザ加工方法における照射領域の移動を説明するための図である。
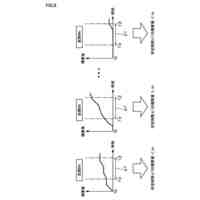
図13は、実施形態1の変形例2における加工領域に対する2回目の照射での照射領域の一例を示す図である。
図14は、実施形態1の変形例2における加工領域に対する3回目の照射での照射領域の一例を示す図である。
図15は、実施形態1の変形例2における加工領域に対する4回目の照射での照射領域の一例を示す図である。
図16は、実施形態2のレーザ加工装置の概略構成例を示す模式図である。
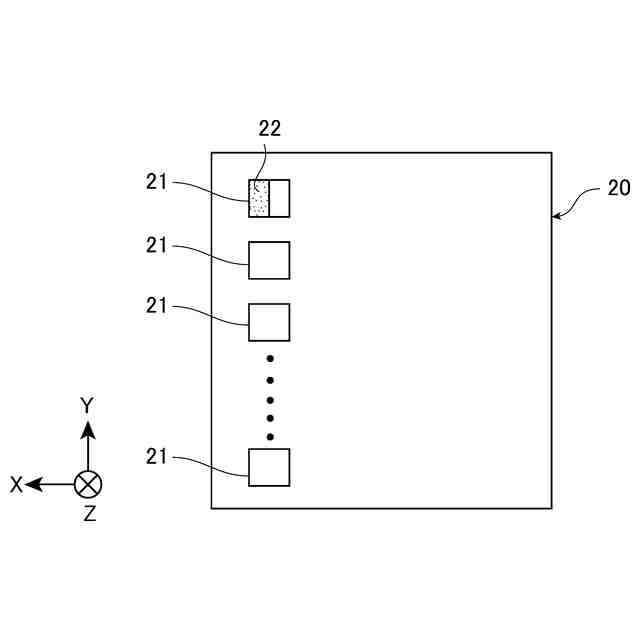
図17は、実施形態2の被加工物の表面を示す図である。
【実施形態】
【0008】
1.比較例のレーザ加工システム及びレーザ加工方法の説明
1.1 構成
1.2 動作
1.3 課題
2.実施形態1のレーザ加工システム及びレーザ加工方法の説明
2.1 構成
2.2 動作
2.3 作用・効果
2.4 実施形態1の変形例1のレーザ加工方法の説明
2.5 実施形態1の変形例2のレーザ加工方法の説明
3.実施形態2のレーザ加工システム及びレーザ加工方法の説明
3.1 構成
3.2 動作
3.3 作用・効果
【0009】
以下、本開示の実施形態について、図面を参照しながら詳しく説明する。以下に説明される実施形態は、本開示のいくつかの例を示すものであって、本開示の内容を限定するものではない。また、各実施形態で説明される構成及び動作の全てが本開示の構成及び動作として必須であるとは限らない。なお、同一の構成要素には同一の参照符号を付して、重複する説明を省略する。
【0010】
1.比較例のレーザ加工システム及びレーザ加工方法の説明
1.1 構成
比較例のレーザ加工システム及びレーザ加工方法について説明する。なお、本開示の比較例とは、出願人のみによって知られていると出願人が認識している形態であって、出願人が自認している公知例ではない。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
タップ
1か月前
個人
加工機
1か月前
麗豊実業股フン有限公司
ラクトバチルス・パラカセイNB23菌株及びそれを筋肉量の増加や抗メタボリック症候群に用いる用途
1か月前
株式会社北川鉄工所
回転装置
22日前
日東精工株式会社
ねじ締め機
1か月前
株式会社不二越
ドリル
1か月前
日東精工株式会社
ねじ締め装置
3日前
株式会社FUJI
工作機械
7日前
株式会社アンド
半田付け方法
1か月前
株式会社アンド
半田付け方法
1か月前
日進工具株式会社
エンドミル
2か月前
株式会社ダイヘン
多層盛り溶接方法
2か月前
エフ・ピー・ツール株式会社
リーマ
2か月前
村田機械株式会社
レーザ加工機
1か月前
村田機械株式会社
レーザ加工機
1か月前
株式会社トヨコー
被膜除去方法
1か月前
トヨタ自動車株式会社
溶接マスク
3日前
株式会社不二越
超硬合金製ドリル
2か月前
トヨタ自動車株式会社
溶接ヘッド
22日前
トヨタ自動車株式会社
溶接ヘッド
23日前
個人
管の切断装置及び管の切断方法
2か月前
日東精工株式会社
はんだこて先の製造方法
22日前
日東精工株式会社
はんだこて先の製造方法
1か月前
株式会社不二越
波形抽出装置
14日前
株式会社不二越
摩耗判定装置
14日前
株式会社FUJI
周辺装置制御用治具
1か月前
株式会社ダイヘン
パルスアーク溶接制御方法
16日前
株式会社ダイヘン
溶接システム
1か月前
春日機械工業股ふん有限公司
挟持装置
1か月前
株式会社ジャノメ
インサート挿入装置
23日前
株式会社ダイヘン
パルスアーク溶接制御方法
7日前
DMG森精機株式会社
工作機械
10日前
株式会社IHI
支持機構
7日前
株式会社アドウェルズ
超音波加工装置
2か月前
トヨタ自動車株式会社
金属塊の製造方法
1か月前
株式会社ダイヘン
2重シールドティグ溶接方法
1か月前
続きを見る
他の特許を見る


 特許ウォッチ
特許ウォッチ