TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025097193
公報種別
公開特許公報(A)
公開日
2025-06-30
出願番号
2023213345
出願日
2023-12-18
発明の名称
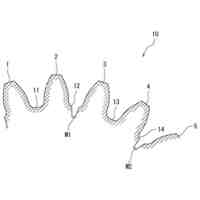
レーザマーカ装置
出願人
株式会社SCREENホールディングス
代理人
個人
主分類
B23K
26/00 20140101AFI20250623BHJP(工作機械;他に分類されない金属加工)
要約
【課題】レーザマーキングにおいて、発色のコントラストの低下を軽減することができる技術を提供する。
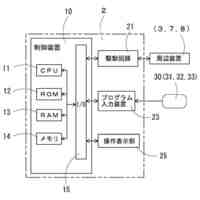
【解決手段】レーザマーカ装置1は、対象物9に対して照射すべき光量を規定した出力プロファイルD1を記憶する記憶部90と、出力プロファイルD1によって規定された光量が同一である領域A1において、領域A1の内側の光量が領域A1の端部の光量よりも小さくなるように出力プロファイルD1を補正する補正部153と、補正部153によって補正された出力プロファイルD1に基づいて、空間光変調器22を制御する照射制御部15とを備える。
【選択図】図7
特許請求の範囲
【請求項1】
金属表面を有する対象物にレーザ光を照射してマークを形成するレーザマーカ装置であって、
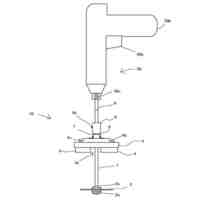
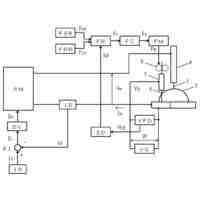
レーザ光を出射するレーザ光源と、
前記レーザ光を長軸方向に延びるラインビームに整形する照明光学系と、
前記長軸方向に並ぶ複数の変調要素を有し、前記複数の変調要素によって前記ラインビームを変調ビームに変調する空間光変調器と、
前記変調ビームを前記対象物に導く投影光学系と、
前記変調ビームで前記対象物の表面を走査する走査部と、
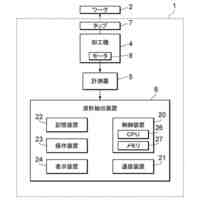
前記対象物に対して照射すべき光量を規定した出力プロファイルを記憶する記憶部と、
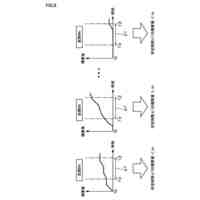
前記出力プロファイルによって規定された光量が同一である第1領域において、前記第1領域の内側の光量が前記第1領域の端部の光量よりも小さくなるように前記出力プロファイルを補正する補正部と、
前記補正部によって補正された出力プロファイルに基づいて、前記空間光変調器を制御する制御部と、
を備える、レーザマーカ装置。
続きを表示(約 720 文字)
【請求項2】
請求項1に記載のレーザマーカ装置であって、
前記補正部は、前記長軸方向における前記第1領域の端部の光量よりも、前記第1領域の内側の光量が小さくなるように前記出力プロファイルを補正する、レーザマーカ装置。
【請求項3】
請求項2に記載のレーザマーカ装置であって、
前記第1領域は、前記ラインビーム内の一領域である、レーザマーカ装置。
【請求項4】
請求項1または請求項2に記載のレーザマーカ装置であって、
前記複数の変調要素は、多値の光量制御がそれぞれ可能である、レーザマーカ装置。
【請求項5】
請求項3に記載のレーザマーカ装置であって、
前記空間光変調器は、LPLV(Liner Planar Light Valve)を有する、レーザマーカ装置。
【請求項6】
請求項1または請求項2に記載のレーザマーカ装置であって、
前記補正部は、前記長軸方向と直交する短軸方向における前記第1領域の端部の光量よりも、前記第1領域の内側の光量が小さくなるように前記出力プロファイルを補正する、レーザマーカ装置
をさらに備える、レーザマーカ装置。
【請求項7】
請求項1または請求項2に記載のレーザマーカ装置であって、
前記補正部は、前記第1領域と隣接する領域であって、前記出力プロファイルに規定された光量が、前記第1領域の光量よりも小さい第2領域について、前記第2領域の端部の光量が前記第2領域の内側の光量よりも小さくなるように、前記出力プロファイルを補正する、レーザマーカ装置。
発明の詳細な説明
【技術分野】
【0001】
本明細書で開示される主題は、レーザマーカ装置に関する。
続きを表示(約 1,800 文字)
【背景技術】
【0002】
レーザマーキングの一手法として、ステンレスやチタン金属に対し、パルスレーザを用いたカラーのレーザマーキングが知られている。このレーザマーキングはナノ秒パルスレーザを用いて、レーザ照射エネルギー量を制御することによって、酸化膜の膜厚を変え、任意の干渉色を発色させる技術である。また、フェムト秒レーザを用いて銅やチタンと言った金属に照射することで酸化膜だけではなくマイクロメートルオーダーの構造、ナノメートルオーダーの微粒子や微細構造を形成することで着色する技術も知られている。これは微細構造により光の波長に依存した散乱または吸収が起こることで、金属表面の反射率が変化し、これにより所定の色が見えるようになる。
【0003】
このようなレーザマーキングの技術は、例えば特許文献1に記載されている。特許文献1では、物品の金属表面にスポット状(点状)に照射されるシングルビームで走査することにより、物品の金属表面にマークが形成される。
【先行技術文献】
【特許文献】
【0004】
特表2019-521855号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
ところで、従来技術のようなシングルビームの走査は、広範囲を描画する場合には時間がかかってしまい、生産性が低いという問題があった。また、シングルビームは、一般的に、中央のエネルギーが高く、周辺に進むにつれてエネルギーが弱まるガウシアンビームが用いられるが、このようなガウシアンビームで金属を加工すると、ビームの中心と周辺とで加工の程度に差が生じるため、均一な加工が難しい。均一加工のために、シングルビームの周辺部分が重なるように、走査を行うことも考えられるが、この場合には、重ね描きを行う分、走査効率が低下してしまう。
【0006】
そこで、長軸方向に延びるラインビームを空間的に変調して走査するラインビーム方式により、走査効率を向上させることが考えられる。このラインビーム方式では、酸化膜厚に対応したレーザ出力をラインビーム内で離散的に与えることにより、描画のありなし、あるいは、多色描画といった各種パターン描画を行うことが可能である。
【0007】
レーザマーキングにおいては、上記酸化膜形成等は、金属表面近傍の熱に依存したアニーリング加工であるため、レーザ光照射後の金属表面の熱分布が重要である。しかしながら、ある領域に対して、一様にレーザ光を照射すると、そのレーザ光によって領域内に与えられた熱が、領域外に拡散してしまう。このため、領域内に同じ光量を付与しても、領域内における熱分布が不均一となり、領域端部におけるコントラストが低下するおそれがあった。
【0008】
本発明の目的は、レーザマーキングにおいて、コントラストの低下を軽減することができる技術を提供することにある。
【課題を解決するための手段】
【0009】
上記課題を解決するため、第1態様は、金属表面を有する対象物にレーザ光を照射してマークを形成するレーザマーカ装置であって、レーザ光を出射するレーザ光源と、前記レーザ光を長軸方向に延びるラインビームに整形する照明光学系と、前記長軸方向に並ぶ複数の変調要素を有し、前記複数の変調要素によって前記ラインビームを変調ビームに変調する空間光変調器と、前記変調ビームを前記対象物に導く投影光学系と、前記変調ビームで前記対象物の表面を走査する走査部と、前記対象物に対して照射すべき光量を規定した出力プロファイルを記憶する記憶部と、前記出力プロファイルによって規定された光量が同一である第1領域において、前記第1領域の内側の光量が前記第1領域の端部の光量よりも小さくなるように前記出力プロファイルを補正する補正部と、前記補正部によって補正された出力プロファイルに基づいて、前記空間光変調器を制御する制御部と、を備える。
【0010】
第2態様は、第1態様のレーザマーカ装置であって、前記補正部は、前記長軸方向における前記第1領域の端部の光量よりも、前記第1領域の内側の光量が小さくなるように前記出力プロファイルを補正する。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
タップ
1か月前
個人
加工機
1か月前
麗豊実業股フン有限公司
ラクトバチルス・パラカセイNB23菌株及びそれを筋肉量の増加や抗メタボリック症候群に用いる用途
1か月前
日東精工株式会社
ねじ締め機
1か月前
株式会社北川鉄工所
回転装置
21日前
株式会社不二越
ドリル
2か月前
株式会社不二越
ドリル
1か月前
日東精工株式会社
ねじ締め装置
2日前
株式会社FUJI
工作機械
6日前
エフ・ピー・ツール株式会社
リーマ
2か月前
株式会社ダイヘン
多層盛り溶接方法
2か月前
日進工具株式会社
エンドミル
2か月前
株式会社アンド
半田付け方法
1か月前
株式会社アンド
半田付け方法
1か月前
村田機械株式会社
レーザ加工機
1か月前
村田機械株式会社
レーザ加工機
1か月前
株式会社トヨコー
被膜除去方法
1か月前
トヨタ自動車株式会社
接合方法
2か月前
トヨタ自動車株式会社
溶接マスク
2日前
トヨタ自動車株式会社
溶接ヘッド
21日前
大肯精密株式会社
自動送り穿孔機
2か月前
トヨタ自動車株式会社
溶接ヘッド
22日前
株式会社ダイヘン
溶接装置
2か月前
株式会社不二越
超硬合金製ドリル
2か月前
個人
管の切断装置及び管の切断方法
2か月前
株式会社不二越
摩耗判定装置
13日前
株式会社不二越
波形抽出装置
13日前
日東精工株式会社
はんだこて先の製造方法
1か月前
日東精工株式会社
はんだこて先の製造方法
21日前
株式会社不二越
通り穴加工用タップ
2か月前
株式会社不二越
スカイビングカッタ
2か月前
株式会社FUJI
周辺装置制御用治具
1か月前
DMG森精機株式会社
工作機械
9日前
株式会社ダイヘン
非消耗電極アーク溶接方法
2か月前
春日機械工業股ふん有限公司
挟持装置
1か月前
株式会社ジャノメ
インサート挿入装置
22日前
続きを見る
他の特許を見る








 特許ウォッチ
特許ウォッチ