TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025099872
公報種別
公開特許公報(A)
公開日
2025-07-03
出願番号
2023216840
出願日
2023-12-22
発明の名称
積層造形装置の制御方法、積層造形装置の制御装置、及びプログラム
出願人
株式会社神戸製鋼所
代理人
個人
,
個人
主分類
B23K
9/04 20060101AFI20250626BHJP(工作機械;他に分類されない金属加工)
要約
【課題】複数の溶接ビードがギャップを形成する造形物を造形する際に、ギャップの幅を適正な範囲に収めることにある。
【解決手段】溶接トーチにより溶接ビードを積層して造形物を造形する積層造形装置の制御方法であって、造形物を造形する工程に関する積層計画から、複数の溶接ビードが形成するギャップの幅の計画値を取得するステップと、積層計画に基づいて積層された複数の溶接ビードにそれぞれ対応する複数の形状プロファイルを計測するステップと、複数の形状プロファイルに基づいて、ギャップの幅の実績値を導出するステップと、ギャップの幅の計画値とギャップの幅の実績値とのずれ量が小さくなるように、複数の溶接ビードの積層条件を補正するステップとを含む、積層造形装置の制御方法。
【選択図】図9
特許請求の範囲
【請求項1】
溶接トーチにより溶接ビードを積層して造形物を造形する積層造形装置の制御方法であって、
前記造形物を造形する工程に関する積層計画から、複数の溶接ビードが形成するギャップの幅の計画値を取得するステップと、
前記積層計画に基づいて積層された前記複数の溶接ビードにそれぞれ対応する複数の形状プロファイルを計測するステップと、
前記複数の形状プロファイルに基づいて、前記ギャップの幅の実績値を導出するステップと、
前記ギャップの幅の計画値と前記ギャップの幅の実績値とのずれ量が小さくなるように、前記複数の溶接ビードの積層条件を補正するステップと
を含む、積層造形装置の制御方法。
続きを表示(約 1,100 文字)
【請求項2】
前記導出するステップでは、前記複数の形状プロファイルの各形状プロファイルの特定位置間の距離を、前記ギャップの幅の実績値として導出する、請求項1に記載の積層造形装置の制御方法。
【請求項3】
前記特定位置は、前記複数の形状プロファイルの各形状プロファイルの前記ギャップの方向に突出した先端位置である、請求項2に記載の積層造形装置の制御方法。
【請求項4】
前記導出するステップでは、前記複数の形状プロファイルの各形状プロファイルの特定位置から、前記複数の溶接ビードの各溶接ビードの前記ギャップの方向に突出した先端位置を推定し、当該先端位置間の距離を、前記ギャップの幅の実績値として導出する、請求項1に記載の積層造形装置の制御方法。
【請求項5】
前記特定位置は、前記複数の形状プロファイルの各形状プロファイルの前記ギャップの方向に突出した先端位置である、請求項4に記載の積層造形装置の制御方法。
【請求項6】
前記補正するステップでは、前記積層条件の標準の設定値に前記ずれ量に応じた比例項、微分項及び積分項の少なくとも何れか1つが加算された補正式を用いて、当該積層条件を補正する、請求項1に記載の積層造形装置の制御方法。
【請求項7】
前記補正するステップでは、積層の進行に応じて、前記積層条件の標準の設定値に前記積分項が加算されていない前記補正式を、前記積層条件の標準の設定値に前記積分項が加算された前記補正式に切り換える、請求項6に記載の積層造形装置の制御方法。
【請求項8】
前記補正するステップでは、次層の前記複数の溶接ビードの各溶接ビードを積層する際の狙い位置の計画値を、前記複数の形状プロファイルの各形状プロファイルの特定位置に補正する、請求項1に記載の積層造形装置の制御方法。
【請求項9】
前記特定位置は、前記狙い位置の計画値を積層方向に延伸して前記各形状プロファイルと交差した位置である、請求項8に記載の積層造形装置の制御方法。
【請求項10】
前記補正するステップでは、積層の進行に応じて、前記積層条件を補正する補正方法を第1補正方法から第2補正方法に切り替え、
前記第1補正方法は、前記複数の溶接ビードの各溶接ビードの積層方向の成長量の計画値と、前記形状プロファイルに基づいて導出された当該成長量の実績値とのずれ量が小さくなるように、前記積層条件を補正する方法であり、
前記第2補正方法は、前記ギャップの幅の計画値と前記ギャップの幅の実績値とのずれ量が小さくなるように、前記積層条件を補正する方法である、請求項1に記載の積層造形装置の制御方法。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は、積層造形装置の制御方法、積層造形装置の制御装置、及びプログラムに関する。
続きを表示(約 2,800 文字)
【背景技術】
【0002】
特許文献1には、光学式センサやアーク電圧等による開先情報検出手段に溶接ビード幅を検出させてその結果を記憶し、溶接ビード幅を基に溶接条件を制御する第1の制御手段と、溶接中のアーク電圧を検出して記憶し、アーク電圧若しくは予め決めた基準電圧との差電圧を基に溶接条件を制御する第2の制御手段を具備し所定のビード積層高さとなるように溶接条件を制御するように構成する自動多層盛溶接装置が記載されている。
【先行技術文献】
【特許文献】
【0003】
特開2000-033477号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
複数の溶接ビードがギャップを形成する造形物を造形する際に、溶接ビードの積層高さの観点からのみ積層条件を補正する構成を採用したのでは、ギャップの幅を適正な範囲に収めることができない。
【0005】
本発明の目的は、複数の溶接ビードがギャップを形成する造形物を造形する際に、ギャップの幅を適正な範囲に収めることにある。
【課題を解決するための手段】
【0006】
かかる目的のもと、本発明は、溶接トーチにより溶接ビードを積層して造形物を造形する積層造形装置の制御方法であって、造形物を造形する工程に関する積層計画から、複数の溶接ビードが形成するギャップの幅の計画値を取得するステップと、積層計画に基づいて積層された複数の溶接ビードにそれぞれ対応する複数の形状プロファイルを計測するステップと、複数の形状プロファイルに基づいて、ギャップの幅の実績値を導出するステップと、ギャップの幅の計画値とギャップの幅の実績値とのずれ量が小さくなるように、複数の溶接ビードの積層条件を補正するステップとを含む、積層造形装置の制御方法を提供する。
導出するステップでは、複数の形状プロファイルの各形状プロファイルの特定位置間の距離を、ギャップの幅の実績値として導出してよい。その場合、特定位置は、複数の形状プロファイルの各形状プロファイルのギャップの方向に突出した先端位置であってよい。
導出するステップでは、複数の形状プロファイルの各形状プロファイルの特定位置から、複数の溶接ビードの各溶接ビードのギャップの方向に突出した先端位置を推定し、先端位置間の距離を、ギャップの幅の実績値として導出してよい。その場合、特定位置は、複数の形状プロファイルの各形状プロファイルのギャップの方向に突出した先端位置であってよい。
補正するステップでは、積層条件の標準の設定値にずれ量に応じた比例項、微分項及び積分項の少なくとも何れか1つが加算された補正式を用いて、積層条件を補正してよい。その場合、補正するステップでは、積層の進行に応じて、積層条件の標準の設定値に積分項が加算されていない補正式を、積層条件の標準の設定値に積分項が加算された補正式に切り換えてよい。
補正するステップでは、次層の複数の溶接ビードの各溶接ビードを積層する際の狙い位置の計画値を、複数の形状プロファイルの各形状プロファイルの特定位置に補正してよい。その場合、特定位置は、狙い位置の計画値を積層方向に延伸して各形状プロファイルと交差した位置であってよい。
補正するステップでは、積層の進行に応じて、積層条件を補正する補正方法を第1補正方法から第2補正方法に切り替えてよい。そして、第1補正方法は、複数の溶接ビードの各溶接ビードの積層方向の成長量の計画値と、形状プロファイルに基づいて導出された成長量の実績値とのずれ量が小さくなるように、積層条件を補正する方法であってよい。また、第2補正方法は、ギャップの幅の計画値とギャップの幅の実績値とのずれ量が小さくなるように、積層条件を補正する方法であってよい。
【0007】
また、本発明は、溶接トーチにより溶接ビードを積層して造形物を造形する積層造形装置の制御装置であって、造形物を造形する工程に関する積層計画から、複数の溶接ビードが形成するギャップの幅の計画値を取得する取得部と、積層計画に基づいて積層された複数の溶接ビードにそれぞれ対応する複数の形状プロファイルを計測する計測部と、複数の形状プロファイルに基づいて、ギャップの幅の実績値を導出する導出部と、ギャップの幅の計画値とギャップの幅の実績値とのずれ量が小さくなるように、複数の溶接ビードの積層条件を補正する補正部とを備える、積層造形装置の制御装置も提供する。
【0008】
更に、本発明は、溶接トーチにより溶接ビードを積層して造形物を造形する積層造形装置の制御装置に、造形物を造形する工程に関する積層計画から、複数の溶接ビードが形成するギャップの幅の計画値を取得する機能と、積層計画に基づいて積層された複数の溶接ビードにそれぞれ対応する複数の形状プロファイルを計測する機能と、複数の形状プロファイルに基づいて、ギャップの幅の実績値を導出する機能と、ギャップの幅の計画値とギャップの幅の実績値とのずれ量が小さくなるように、複数の溶接ビードの積層条件を補正する機能とを実現させるためのプログラムも提供する。
【発明の効果】
【0009】
本発明によれば、複数の溶接ビードがギャップを形成する造形物を造形する際に、ギャップの幅を適正な範囲に収めることができる。
【図面の簡単な説明】
【0010】
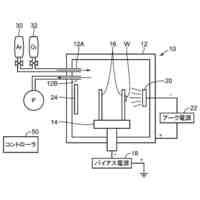
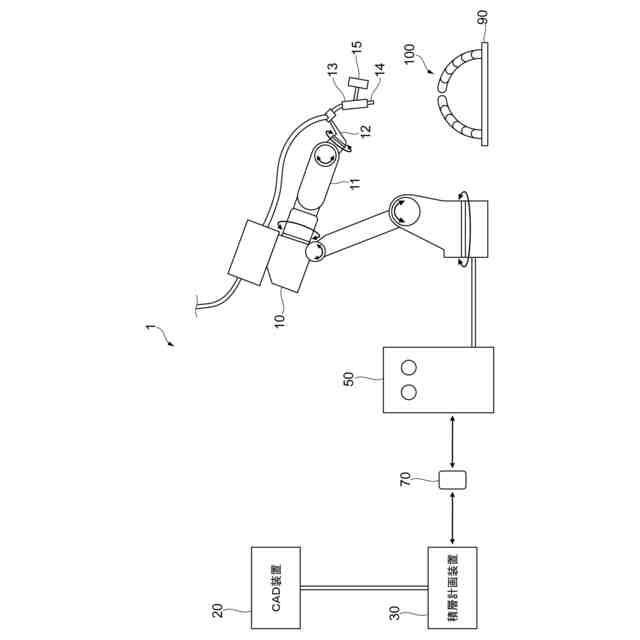
本実施の形態における金属積層造形システムの概略構成例を示す図である。
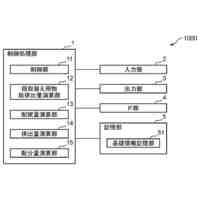
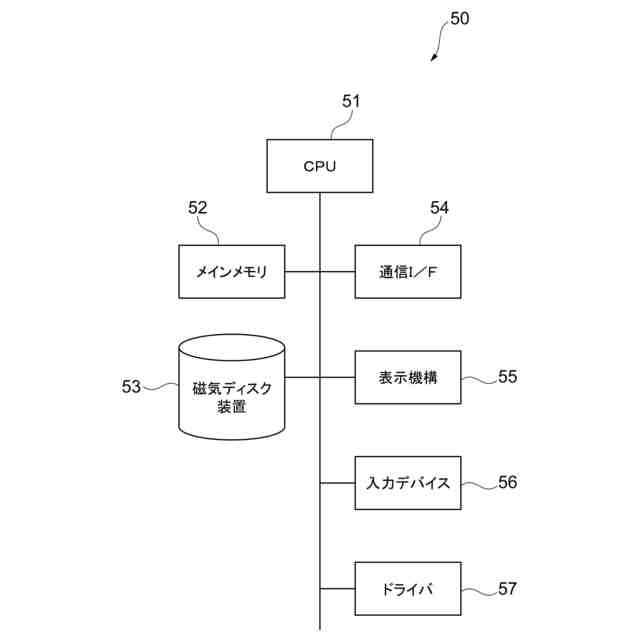
本実施の形態における制御装置のハードウェア構成例を示す図である。
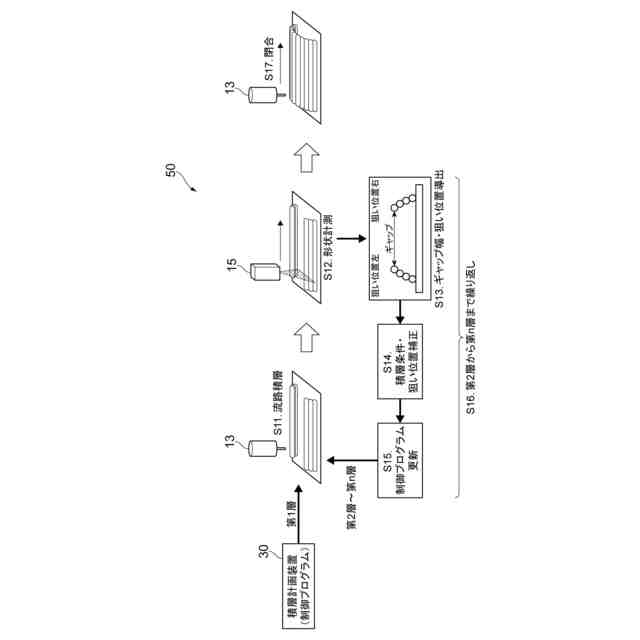
第1の実施の形態における制御装置による制御の概要を示す図である。
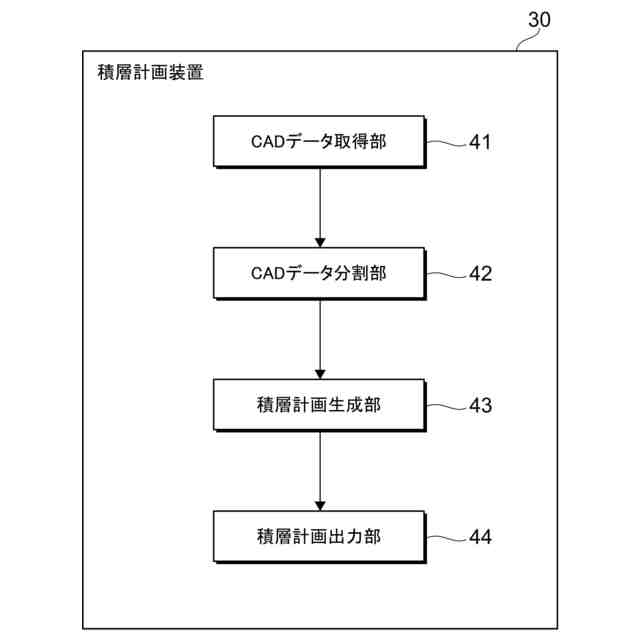
第1の実施の形態における積層計画装置の機能構成例を示す図である。
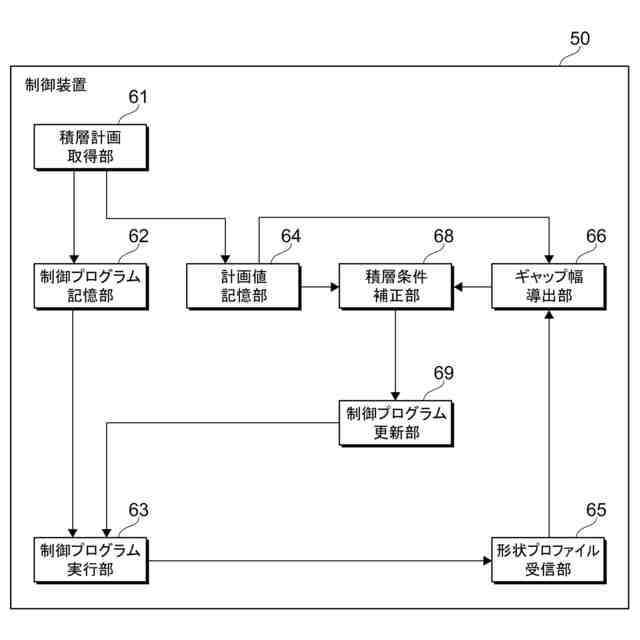
第1の実施の形態における制御装置の機能構成例を示す図である。
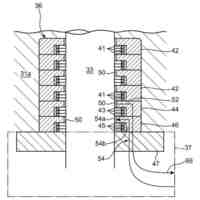
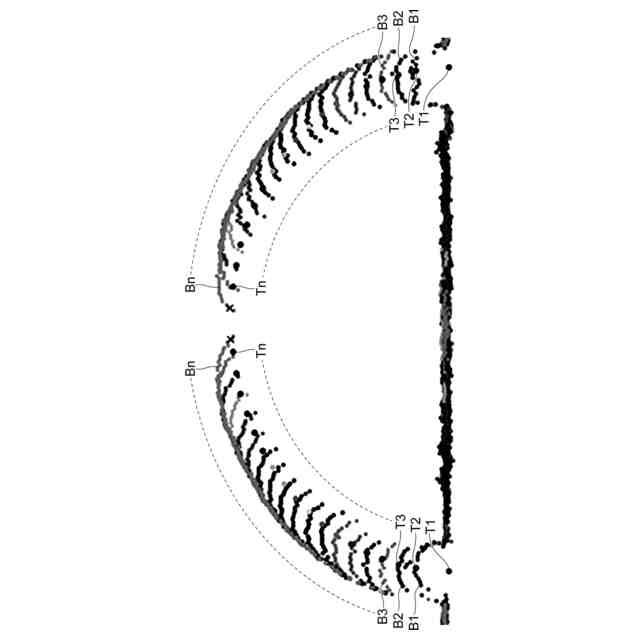
制御装置の形状プロファイル受信部が受信する形状プロファイルの一例を示す図である。
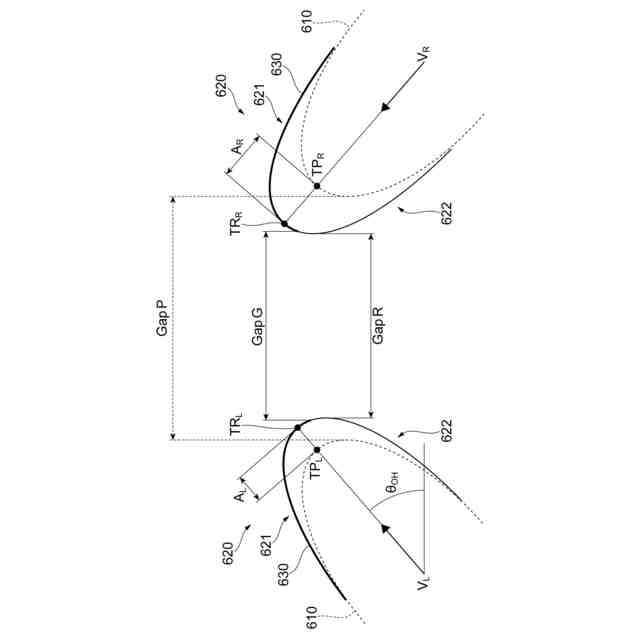
制御装置のギャップ幅導出部によるギャップ幅及び狙い位置の導出方法を示す図である。
第1の実施の形態における積層計画装置の動作例を示すフローチャートである。
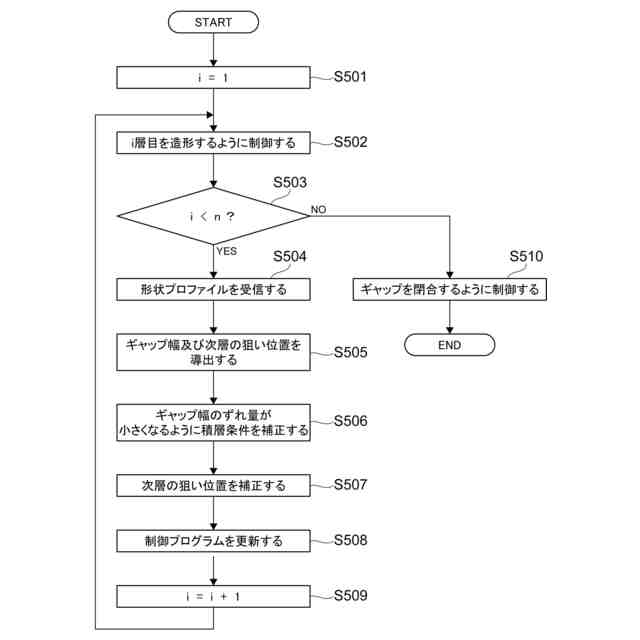
第1の実施の形態における制御装置が実行する造形制御処理の内容を示すフローチャートである。
第2の実施の形態における制御装置による他の制御の概要を示す図である。
第2の実施の形態における制御装置の機能構成例を示す図である。
第2の実施の形態における制御装置が実行する造形制御処理の内容を示すフローチャートである。
【発明を実施するための形態】
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
株式会社神戸製鋼所
成膜方法
1か月前
株式会社神戸製鋼所
混練装置
19日前
株式会社神戸製鋼所
混合装置
19日前
株式会社神戸製鋼所
銅合金板
11日前
株式会社神戸製鋼所
冷却システム
3日前
株式会社神戸製鋼所
冷却システム
3日前
株式会社神戸製鋼所
水素吸蔵合金容器
1か月前
株式会社神戸製鋼所
太陽光集熱システム
12日前
株式会社神戸製鋼所
サイドシル補強構造
10日前
株式会社神戸製鋼所
防カビ性塗膜、部材および製品
12日前
株式会社神戸製鋼所
クレーンの制御装置及びクレーン
10日前
株式会社神戸製鋼所
コイル用パレット及びコイル固定方法
12日前
株式会社神戸製鋼所
中空構造体及び中空構造体の製造方法
6日前
株式会社神戸製鋼所
被覆アーク溶接棒、溶接継手及び溶接金属
1か月前
株式会社神戸製鋼所
水電解水素生成方法及び水電解水素生成装置
1か月前
株式会社神戸製鋼所
カバー付きインペラ、遠心圧縮機およびタービン
13日前
株式会社神戸製鋼所
押出部材、押出部材の製造方法及び構造体の製造方法
7日前
株式会社神戸製鋼所
アルミニウム合金材の製造方法及びクラッド材の製造方法
10日前
株式会社神戸製鋼所
二酸化炭素排出量演算システム、該方法および該プログラム
24日前
株式会社神戸製鋼所
銑鉄製造方法及び鉱石原料
27日前
株式会社神戸製鋼所
レシプロ式の圧縮機ユニット及び圧縮機ユニットの運転方法
25日前
株式会社神戸製鋼所
磁気ディスク用アルミニウム合金板、磁気ディスク用アルミニウム合金ブランク、及び磁気ディスク用アルミニウム合金サブストレート
3日前
株式会社神戸製鋼所
磁気ディスク用アルミニウム合金板、磁気ディスク用アルミニウム合金ブランク、及び磁気ディスク用アルミニウム合金サブストレート
3日前
株式会社神戸製鋼所
アルミドロスの処理方法、低ハロゲン化アルミドロスの製造方法、ハロゲン化物の製造方法、アルミニウム溶湯の精錬方法、アルミニウム材料の製造方法、高炉出銑口用マッド材の製造方法および耐火物成型体の製造方法
1か月前
個人
タップ
3か月前
個人
加工機
3か月前
麗豊実業股フン有限公司
ラクトバチルス・パラカセイNB23菌株及びそれを筋肉量の増加や抗メタボリック症候群に用いる用途
3か月前
日東精工株式会社
ねじ締め機
3か月前
株式会社不二越
ドリル
4か月前
株式会社北川鉄工所
回転装置
2か月前
日東精工株式会社
ねじ締め機
4か月前
日東精工株式会社
ねじ締め機
10日前
株式会社不二越
ドリル
3か月前
株式会社ダイヘン
溶接電源装置
1か月前
株式会社ダイヘン
溶接電源装置
1か月前
株式会社ダイヘン
溶接電源装置
25日前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ