TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025102055
公報種別
公開特許公報(A)
公開日
2025-07-08
出願番号
2023219253
出願日
2023-12-26
発明の名称
ガラス母材の延伸方法
出願人
信越化学工業株式会社
代理人
個人
主分類
C03B
37/014 20060101AFI20250701BHJP(ガラス;鉱物またはスラグウール)
要約
【課題】延伸後でも安定して曲がり量の小さく外径変動の少ないガラスロッドを低コストで得られるガラス母材の加工方法を提供する。
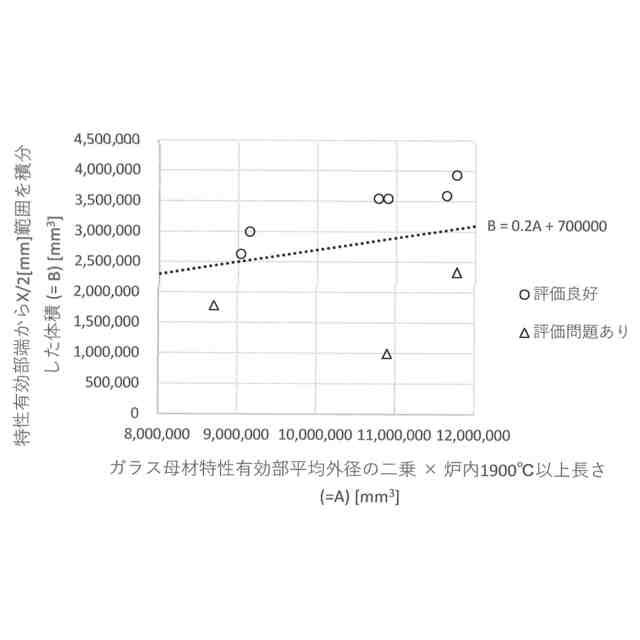
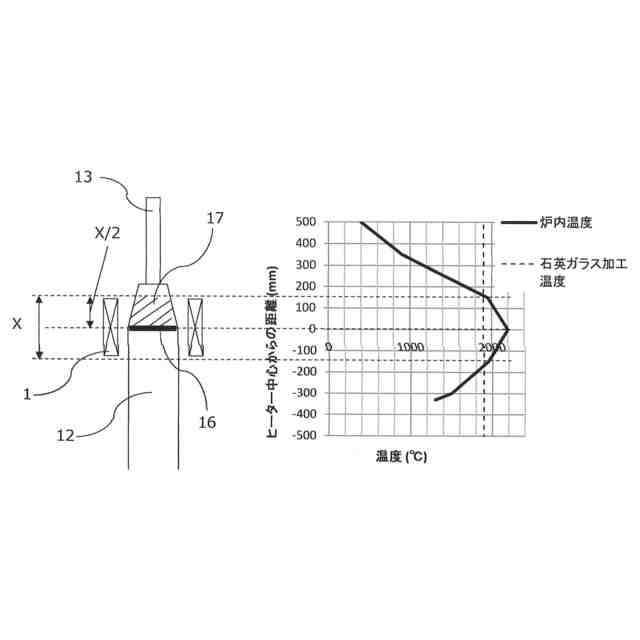
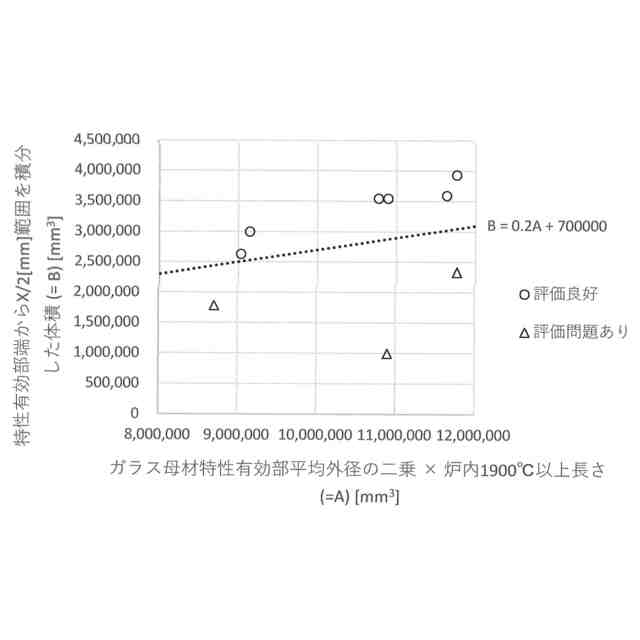
【解決手段】両端に特性不良部と、それらの間に特性有効部とを有するガラス母材を延伸するに際し、延伸に先立って、ガラス母材に吊り下げダミーを溶着し、吊り下げダミーを送り機構に連結し、ガラス母材の下部から延伸装置の加熱炉内に挿入して、少なくとも特性有効部を延伸する延伸方法であって、延伸装置の加熱炉をガラス母材延伸時の常用温度に設定したときの、加熱炉内の温度が1900℃以上を維持している装置縦方向長さをX[mm]とした場合、延伸前の吊下げダミーを溶着されたガラス母材の、特性有効部端から吊り下げダミー側のX/2[mm]までの範囲を積分した体積B[mm
3
]と、ガラス母材の特性有効部の範囲の外径の平均値の二乗とXの積A[mm
3
]の関係が、B≧0.2A+700,000を満たす。
【選択図】図4
特許請求の範囲
【請求項1】
両端に特性不良部と、前記両特性不良部の間に特性有効部とを有するガラス母材を、より細径のガラスロッドに延伸するに際し、該延伸に先立って、該ガラス母材に吊り下げダミーを溶着し、該吊り下げダミーを送り機構に連結し、該ガラス母材の下部から延伸装置の加熱炉内に挿入して、少なくとも特性有効部を延伸する延伸方法であって、前記延伸装置の前記加熱炉をガラス母材延伸時の常用温度に設定したときの、加熱炉内の温度が1900℃以上を維持している装置縦方向長さをX[mm]とした場合、延伸前の吊下げダミーを溶着されたガラス母材の、特性有効部端から吊り下げダミー側のX/2[mm]までの範囲を積分した体積B[mm
3
]と、前記ガラス母材の特性有効部の範囲の外径の平均値の二乗と前記Xの積A[mm
3
]の関係が、下記式1を満たすことを特徴とする、ガラス母材の延伸方法。
[式1] B ≧ 0.2A + 700,000
続きを表示(約 330 文字)
【請求項2】
前記ガラス母材の、前記吊り下げダミーが溶着された側の特性有効部端から、前記吊り下げダミーと前記ガラス母材の溶着位置までの距離が、X/2[mm]より長い請求項1に記載のガラス母材の延伸方法。
【請求項3】
前記ガラス母材の、前記吊り下げダミーが溶着された側の特性有効部端から、前記吊り下げダミーと前記ガラス母材の溶着位置までの距離が、X/2[mm]より短い請求項1に記載のガラス母材の延伸方法。
【請求項4】
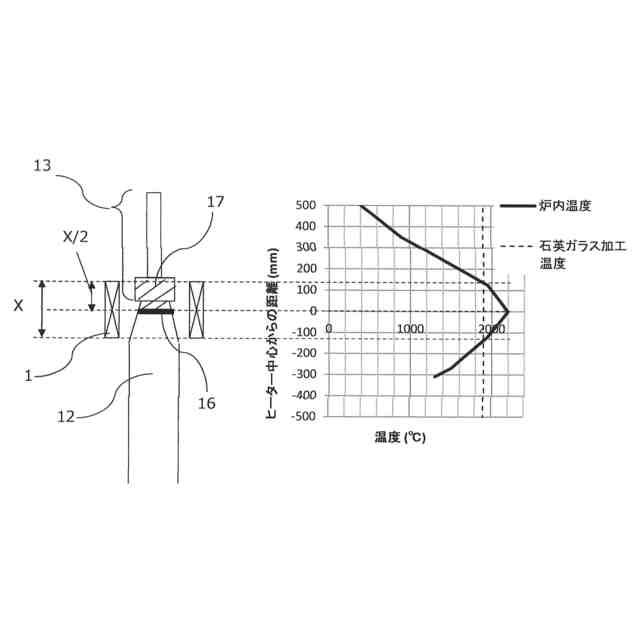
前記吊り下げダミーの、少なくとも前記ガラス母材の特性有効部端からX/2[mm]までの範囲の外径が、該範囲より上側の吊り下げシャフト側の範囲の外径と比較して太い請求項3に記載のガラス母材の延伸方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、光ファイバの紡糸に好適に用いられるガラス母材の延伸方法に関する。
続きを表示(約 2,700 文字)
【背景技術】
【0002】
光ファイバプリフォームに代表されるような石英ガラスロッドの製造には、予め大型のガラス母材を製造した後に加熱炉を備えた延伸装置を用いて延伸し、より細径のガラスロッドとする方法が用いられる。延伸装置により延伸されたガラスロッドには、比較的大きな外径変動や曲がりがあるため、これをガラス旋盤と称されるバーナーを加熱源とした延伸装置で再度精密に加工して、製品に要求される精度を満たすように外径変動や曲がりが調整されている。
【0003】
近年では、光ファイバプリフォームから光ファイバを製造する際、より大型の光ファイバプリフォームから製造した方が設備稼働率の面で有利であるため、従来一般的であった外径80mmのものよりさらに大型の、例えば外径150mm以上の光ファイバプリフォームが求められている。従来の外径80mmの光ファイバプリフォームは、ガラス旋盤で曲がり修正を行い、真っすぐなガラス母材として仕上げられ、線引き工程に供されていた。しかしながら、外径150mmといった太径のプリフォームになると、ガラス旋盤による曲がり修正は困難である。これは、バーナーによる加熱が開放大気中で行われるため、加熱と同時に放射による冷却が起こり、外径が大きくなるほど放射による冷却の効果が大きくなり、温度を十分に上げることができないことや、曲がり修正位置に残る歪みの除去が困難なことなどが挙げられる。
そのため、外径150mmといった太径のプリフォームであっても、延伸装置で得られるガラスロッドの曲がり量を、2mm/m以内か、それに近い量まで抑えることが求められている。
【0004】
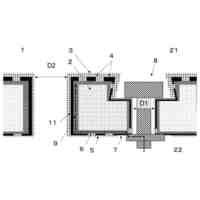
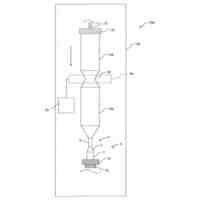
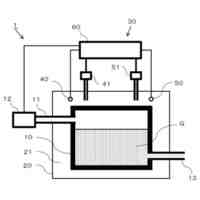
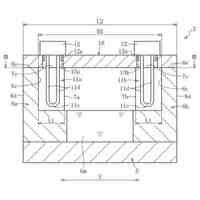
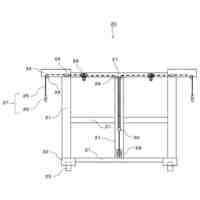
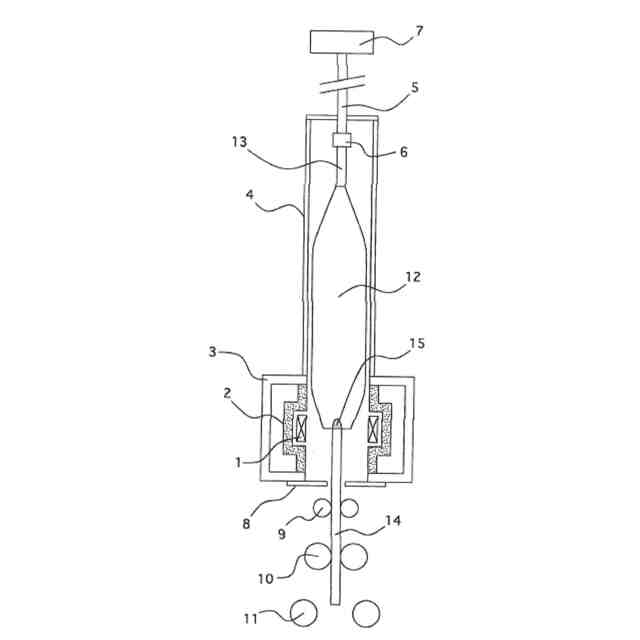
延伸に用いられている延伸装置の例を、図1を用いて説明する。延伸装置は、大きく分けて加熱炉、送り部、引取り部の3つの部分からなっている。加熱炉は、ヒーター1、断熱材2を内包した水冷チャンバー3、その上部に連結されたトップチャンバー4、及び水冷チャンバー3の下部に取り付けられた下部ガスシール8からなっている。送り部は、加熱炉の上部に設けられた上下動可能な送り機構7、該送り機構7に接続された吊下げシャフト5及び接続治具6からなっている。吊下げシャフト5はトップチャンバー4内に挿入されている。
【0005】
引取り部は、炉体の下部に設けられた、把持・解放可能なガイドローラー9、引取りローラー(上)10及び引取りローラー(下)11からなっている。ガイドローラー9は、カーボン等の耐熱性のローラーで形成され、引取りダミー14やガラスロッドを装置の軸芯にガイドする役割を担っている。引取りローラー10,11はモーターによって駆動され、引取りローラーによって把持された引取りダミー14または延伸されたガラスロッドを引き下げて、ガラス母材12を適切に延伸する働きをもつ。
【0006】
ガラス母材12の上部に備えられた吊下げダミー13の上端と接続治具6は機械的に接続され、ガラス母材12は、吊下げシャフト5を介して送り機構7に連結されている。ガラス母材12の下端には引取りダミー14が接続されている。また、多孔質ガラス母材を経由して製造されたガラス母材12の場合、片方のテーパー部には不透明部15が存在する。延伸時には、送り機構7を介してガラス母材12を引き下げながら、それよりも速い速度で引取りダミー14を引取りローラー10,11で引き下げることで、ガラス母材12からより細径のガラスロッドが得られる。
上記のような不透明部15は、多孔質ガラス母材を透明ガラス化する焼結工程にて、該工程は多孔質ガラス母材を縦に吊るした状態で行われるため、焼結終了部分では、加熱部分に既にガラス化したインゴットの全重量が掛かることにより、上部テーパー部を完全に透明ガラス化しようとすると、その重量によりテーパー部が伸びすぎてしまうのを防止するために残されている。
【0007】
近年では、延伸装置を用いて、曲がり量の小さいガラスロッドを得るために、様々な手法が提案されている。特許文献1には、透明ガラス部を含むガラステーパー部の一部を切断して形成した切断面に吊り下げダミーを溶着した後、延伸することで、ガラス母材の軸芯と加熱炉の中心と一致させる方法が記載されている。
【先行技術文献】
【特許文献】
【0008】
特許第5766157号
【発明の概要】
【発明が解決しようとする課題】
【0009】
ガラス母材の炉延伸加工では、前記ガラス母材の一部を切り落とした切断面に吊り下げダミーを接続し、該吊り下げダミーを炉上部の送り機構に連結して炉延伸加工は行われる。しかし、特許文献1に記載の方法では、ガラス母材の特性有効部端が上記切断面に近すぎる場合、有効部端まで延伸しようとすると、ガラス母材有効部端より先に、吊り下げダミーや吊り下げダミーとガラステーパー部の溶着面付近が熱で変形してしまい、ガラス母材の落下や、延伸後の径変動や曲がりの増大が発生するという問題があった。
そこで、本発明は、上記問題に鑑みてなされたものであって、その課題は、延伸後でも安定して曲がり量の小さく外径変動の少ないガラスロッドを低コストで得られるガラス母材の加工方法を提供することにある。
【課題を解決するための手段】
【0010】
本発明のガラス母材の延伸方法は、両端に特性不良部と、前記両特性不良部の間に特性有効部とを有するガラス母材を、より細径のガラスロッドに延伸するに際し、該延伸に先立って、該ガラス母材に吊り下げダミーを溶着し、該吊り下げダミーを送り機構に連結し、該ガラス母材の下部から延伸装置の加熱炉内に挿入して、少なくとも特性有効部を延伸する延伸方法であって、前記延伸装置の前記加熱炉をガラス母材延伸時の常用温度に設定したときの、加熱炉内の温度が1900℃以上を維持している装置縦方向長さをX[mm]とした場合、延伸前の吊下げダミーを溶着されたガラス母材の、特性有効部端から吊り下げダミー側のX/2[mm]までの範囲を積分した体積B[mm
3
]と、前記ガラス母材の特性有効部の範囲の外径の平均値の二乗と前記Xの積A[mm
3
]の関係が、下記式1を満たすことを特徴としている。
[式1] B ≧ 0.2A + 700,000
(【0011】以降は省略されています)
特許ウォッチbot のツイートを見る
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
信越化学工業株式会社
熱軟化性熱伝導性組成物
16日前
信越化学工業株式会社
負極活物質及びその製造方法
3日前
信越化学工業株式会社
静電吸着機能を有する加熱装置
15日前
信越化学工業株式会社
室温硬化性オルガノポリシロキサン組成物並びに物品
5日前
信越化学工業株式会社
オニウム塩、化学増幅レジスト組成物及びパターン形成方法
1日前
信越化学工業株式会社
オニウム塩、化学増幅レジスト組成物及びパターン形成方法
1日前
信越化学工業株式会社
樹脂改質用シリコーン添加剤及びそれを含む硬化性樹脂組成物
8日前
信越化学工業株式会社
紫外線硬化型シリコーン組成物、硬化物、積層体及び積層体の製造方法
10日前
信越化学工業株式会社
好気硬化型液状シリコーン組成物の製造方法及び一液保存性の改善方法
12日前
信越化学工業株式会社
感光性樹脂組成物、感光性樹脂皮膜、感光性ドライフィルム、パターン形成方法
15日前
信越化学工業株式会社
非水系電解質及び非水電解質二次電池
4日前
信越化学工業株式会社
単結晶シリコンの製造方法及び評価方法
15日前
信越化学工業株式会社
シリコーン変性プルラン、該変性プルランを含む組成物、並びに化粧料
17日前
信越化学工業株式会社
素子供給基板の製造方法、電気機器の製造方法、電子機器の製造方法、及び3次元実装方法
8日前
住化エンバイロメンタルサイエンス株式会社
害虫防除用組成物
16日前
コニシ株式会社
集成材の製造方法
4日前
個人
ガラス製品の製造方法
2か月前
株式会社フジクラ
シール装置
3か月前
日本電気硝子株式会社
ガラスの製造方法
2か月前
日本電気硝子株式会社
ガラス繊維用組成物
3か月前
日本電気硝子株式会社
ガラス繊維用組成物
2か月前
株式会社オハラ
光学ガラス
3か月前
信越化学工業株式会社
ガラス母材の延伸方法
1か月前
日本電気硝子株式会社
フィーダー
3か月前
日本電気硝子株式会社
ガラスの製造方法
22日前
AGC株式会社
ガラスペースト
3か月前
信越化学工業株式会社
光ファイバ母材の製造方法
1か月前
日本板硝子株式会社
ビル用複層ガラス
3日前
株式会社オハラ
光学ガラスおよび光学素子
2か月前
日本板硝子株式会社
車両用合わせガラス体
1か月前
白金科技股分有限公司
微小球およびその調製方法
1か月前
AGC株式会社
合わせガラス
1日前
AGC株式会社
ガラス及びその製造方法
1か月前
AGC株式会社
成形装置、及び成形方法
1か月前
日本板硝子株式会社
車両用調光合わせガラス
1か月前
信越化学工業株式会社
光ファイバ用多孔質母材の搬送装置
2か月前
続きを見る
他の特許を見る


 特許ウォッチ
特許ウォッチ